關于大規格陶瓷板和陶瓷板切割性能判定方法的探討與研究*
2021-02-23 11:31:56聞萬梁
陶瓷 2021年1期
聞萬梁
(蒙娜麗莎集團股份有限公司 廣東 佛山 528211)
前言
隨著大規格陶瓷板和陶瓷板應用的快速普及,以及“巖板”新概念的全球火熱。陶瓷板材的使用領域,已經從傳統的墻地面裝飾,外延到泛家居家裝領域。此外,功能性板材的概念也在興起,受2020年全球疫情的影響,陶瓷板材的食品級抗菌環保性,加持遠紅外保溫、智能家居生活提高家庭生產品質成為新的趨勢。
在陶瓷板材如火如荼推向市場時,家居加工行業的加工破損問題也成為一個對陶瓷材料來說,全新的挑戰,且有必要為其建立相應的技術指標。陶瓷板的標準GB/T 23266-2009《陶瓷板》和大規格陶瓷板的標準GB/T 39156-2020《大規格陶瓷板技術要求及試驗方法》分別立項于2007年和2017年,彼時陶瓷板材尚未進入泛家居領域,因此對于切割性能,未有相應的標準。2019年開始訂立的各項新標準,雖然有考慮制訂切割性能標準,但由于市場上板材的規格、性能各異,目前也未能有確定的切割標準。
1 影響切割破損的因素
陶瓷材料是脆性材料,并且它們的實際強度通常不會達到理論強度;同時由于材料表面上存在的微缺陷,一旦材料受到大的施加載荷,材料就會破裂。這是材料本身的特性,其本身的加工難度是較大的。
1.1 斷裂韌性
根據斷裂力學理論,提高材料斷裂韌性可以增加材料的材料的切割性能,而對于陶瓷材料斷裂韌性的研究表明,陶瓷材料的斷裂韌性是材料本身的力學性能指標,是陶瓷材料的本質。那么是否可以通過測定陶瓷材料的斷裂韌性,用以界定其切割性能?通過與科研院校的合作檢測,相同配方(a)中切割性能較差,相對易破損的材料,其斷裂韌性比切割性能好的低,但差值(a)非常小,而不同配方(b)的陶瓷材料其斷裂韌性之間的差值(b),大于差值(a)。對比不同配方(a)和(b),未發現切割性能有差異。斷裂韌性的檢測難度高,目前檢測數據少,單憑斷裂韌性可能仍無法對切割性能進行量化,但作為性能量化的一項指標,和其它更多的材料力學數據,一同構建完備的評價體系,很可能是未來的最優選。
1.2 微裂紋
根據格里菲斯能量平衡的觀點:①裂縫產生新的表面是需要一定量的表面能,通過減少材料內部的彈性能量存儲來補償裂縫產生新表面所需的表面能;②材料中彈性能量儲存的分布并不均勻,裂縫附近集中了大量彈性儲能,裂縫區域比其他區域具有更多的彈性儲能,以提供創建新表面所需的表面能量,從而導致材料首先在裂縫處破裂。為驗證微裂紋理論對切割性能的影響,取同批次相同數量的樣品,分別對其表面進行拋光處理和非拋光處理,磨邊和不磨邊處理,然后使用相同的加工圖紙,進行水刀加工,統計切割破損數據,如表1所示。
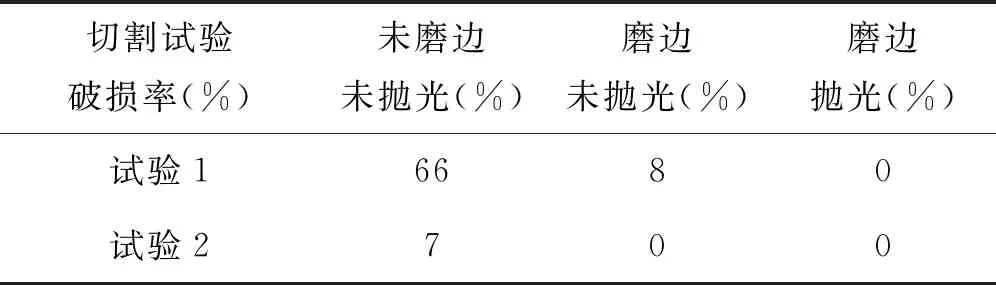
表1 拋光和磨邊對切割性能影響
試驗結果符合微裂紋理論,未磨邊產品其切割破損率遠大于磨邊后的產品,這是由于半成品產品邊緣的裂紋,隨著加工切割,產品應力發生改變,當邊緣所受應力大于裂紋的擴展力,產品即從原有裂紋開始擴展,出現破損。但從試驗2也能看出,當產品其本身切割性能較好時,即使未磨邊,其破損率也在很低的水平。雖然陶瓷板材成品都是經過磨邊拋光,應以磨邊拋光作為最終確認結果,但如先檢測未磨邊拋光的半成品切割性能,在日常生產檢測中,未失為一種較佳的預警手段。同時微裂紋理論也對加工后的產品提出了很好的參考。為防止加工施工后期開裂,加工后必須對加工邊進行打磨,特別在使用切割機開孔后,轉角位留下的切割裂紋。根據大量工程案例的統計,后期裂紋97%以上是從未經處理的切割裂紋位置開始擴展開裂。從微裂紋角度分析,切割成功率:玻璃刀切割〉水刀切割=刀片橋切。
1.3 應力檢測
低溫快燒工藝是目前陶瓷磚板行業普遍使用的燒成工藝。在燒制成形過程中,應力被固定在成品材料之中。理論上讓應力均勻分布在陶瓷板材上,可改善產品的切割性能,為驗證應力理論,對于同一批次的產品,可以發現發生斷裂的位置,集中度非常高,固定板材方向位置,和固定圖紙,開裂總在同一位置產生,因此可以通過改變板材方向,修改圖紙等方法,使原來無法切割的產品可正常切割。從應力集中角度分析,切割成功率水刀切割〉玻璃刀切割〉刀片橋切。為了可無損檢測產品應力,目前有X射線檢測和超聲檢測2個方向,但由于陶瓷材料有大量的非晶相,為非均質體材料,檢測難度很高,X射線檢測難以解決檢測模型,超聲檢測難以解決檢測深度問題。無損檢尚未達到可靠階段,因此有損檢測可以說是當前的唯一選擇,從應力集中角度看,銳角位置其應力較大,30°和90°角都是難度較大的加工,同時由于應力集中點的不確定性,檢測方法中應考慮覆蓋更多的位置。
1.4 不同規格板材切割性能差別
在1.2和1.3中,探討了微裂紋原理和應力集中原理是陶瓷板材產生切割裂的主要成因,因此小規格產品,微裂紋的數量遠小于大規格的產品。在應力集中角度看,大規格產品應需要多倍于小規格產品的燒成時間,才能具有相同的應力均勻性,而在實際生產中,過長的燒成時間是不具備經濟性的。因此根據理論分析,規格越大,厚度越厚,即體積越大的產品,其切割不破損幾率也越低,切割難度也是指數上升的。對不同規格產品進行長期統計,可得到如表2所示的數據:體積大的產品,通常切割破損率更高,因此體積越大的產品,其對切割性能的要求越高。
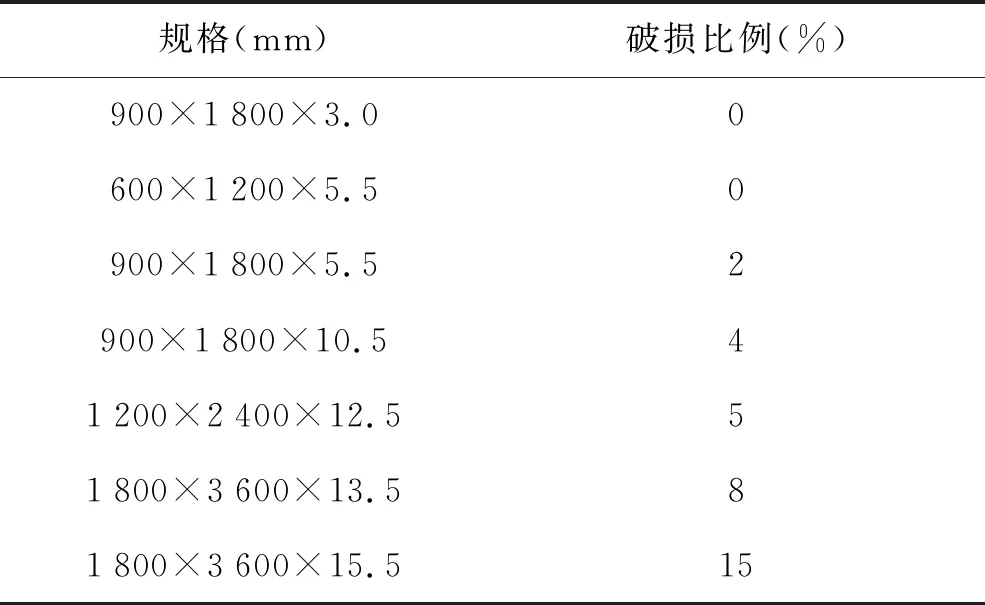
表2 不同規格產品切割切割高難度圖紙的破損統計比例
1.5 X射線衍射分析
陶瓷材料是具有大量玻璃相和晶相的混合物,且是非均質體。有研究認為,使用X射線衍射儀對陶瓷板材進行晶相分析,可以對切割性能進行評估判定。其原理為:把材料切成納米級薄片,測量衍射線位移作為原始數據,所測得的結果實際上是殘余應變,再通過虎克定律由殘余應變計算得到應力。這種殘余應力為晶格內部殘余應力,習慣上稱為微觀應力。對于切割裂所說的多個晶體尺度范圍內的應力,一般稱之為宏觀應力,兩者并無絕對關系。因此通過X射線衍射儀分析殘余應力未能實際解決切割性能判定問題。
從切割原理來說,斷裂可分為沿晶斷裂和穿晶斷裂。大多發生的切割斷裂為沿晶斷裂,因此理論上減少晶粒粒徑和非晶相含量可以提高陶瓷板材的切割性能。此時使用X射線衍射儀對材料進行晶相分析,是具有相應的應用價值的。但從實際測試中發現,不管是國外進口產品,還是國內大小品牌產品,其非晶相含量基本處于50%~58%,未有證據表明非晶相含量低,切割性能就好。從結論上說,X射線衍射分析目前對于評估判定切割性能尚無重大作用。
2 切割判定方法
為了對生產線流水產品進行性能判定,目前普遍采用的方法為試驗切割判定方法。根據不同規格、用途的陶瓷板材,使用不同的切割圖紙,使用T型玻璃刀、橋切機、水刀機等切割工具進行試驗切割,能正常切割且未有破損的,分為優等品。但作為通用的判定方法,需要有統一的試驗條件,首先選擇合適的切割方式,玻璃刀由于劃痕小無法切割厚板,在切割薄板時,也未能充分暴露切割風險;橋切機受限于刀片,目前刀片大多適用于石材切割,對于何種刀片用于陶瓷切割最佳,依然存在爭議,且刀片的鋒利程度對于切割是否崩邊角有很大的影響,如用于判定則不確定度過高。綜合考慮,水刀機是目前最為合適的切割試驗儀器,經過調研,也是目前大品牌企業普遍采用的試驗方法。水刀試驗切割參數主要包含水刀機壓力(MPa)、加工速度(cm/min)、水刀機沙閥(%),建議參數如下。
厚度6 mm以下陶瓷板的切割參數,如表3所示。

表3 厚度6 mm以下陶瓷板的切割參數
厚度8 mm以上的厚板的切割參數,如表4所示。
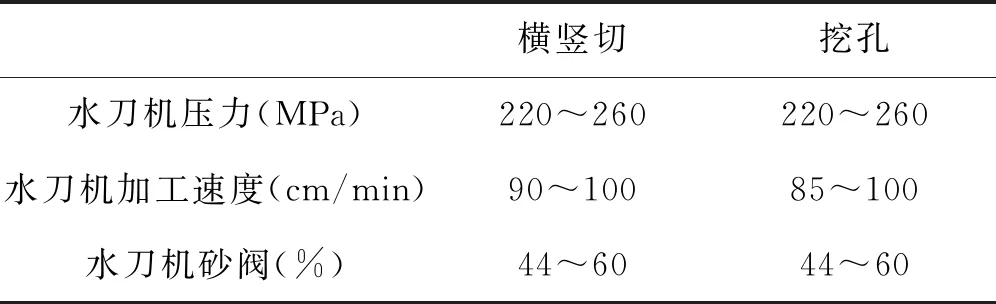
表4 厚度8 mm以下的厚板切割參數
注意事項:
控制機床各個位置的平面度,確保機床平整;切割過程中刀頭溫度與水產生的溫差不宜過大,如出現溫差過大建議淋水處理。
切割性能判定應遵循以可以暴露問題為原則。根據微裂紋理論,試驗圖紙應覆蓋陶瓷板材盡可能多的位置,如切割挖孔時,孔越大,同時越靠近邊緣,切割受微裂紋影響越大。根據應力集中原理,線性切割時,銳角和直角轉角位置應力更為集中,也是切割開裂的初始裂紋位置。對于大規格產品,由于其體積大,自身質量大,對半切開后,由于平整度問題也存在較大的形變壓應力。綜合考慮以上3種狀況,設計出3個不同的試驗圖紙。如圖1所示圖紙更適合大規格陶瓷板產品,橫豎切的第一刀可有效判定其切割性能,如第一刀不裂,90%以上概率,全圖不裂。因此第一刀橫切和第一刀豎切應交替進行,中心開孔的大小應在不超過客戶需求的前提下盡量大,常見的洗手盤和灶臺孔,其尺寸約為420 mm×720 mm(可供參考)。另如后續加工有45°斜邊切割,可考慮適當地增加斜切(需5軸水刀機)。
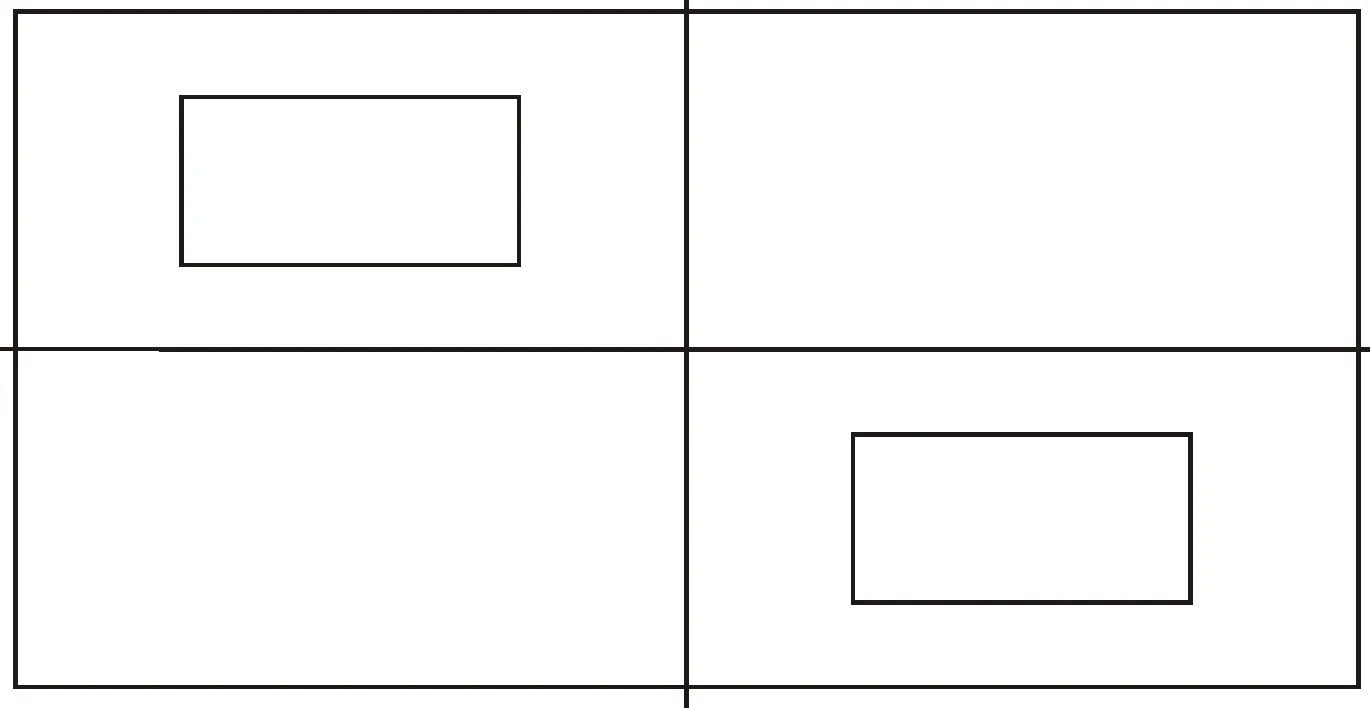
圖1 橫豎切結合中間挖孔
如圖2所示的圖紙把切割應力集中于陶瓷板材的多個端點,能檢測到多個應力集中的位置。起點放左上角直接打孔切割,避免因邊緣切開,板材變形釋放走應力,第二段線條再從邊緣切開,該圖對于存在放后變形等應力集中型板材具有較好的檢測判定能力。
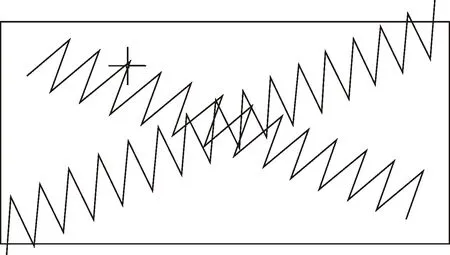
圖2 銳角連續切割
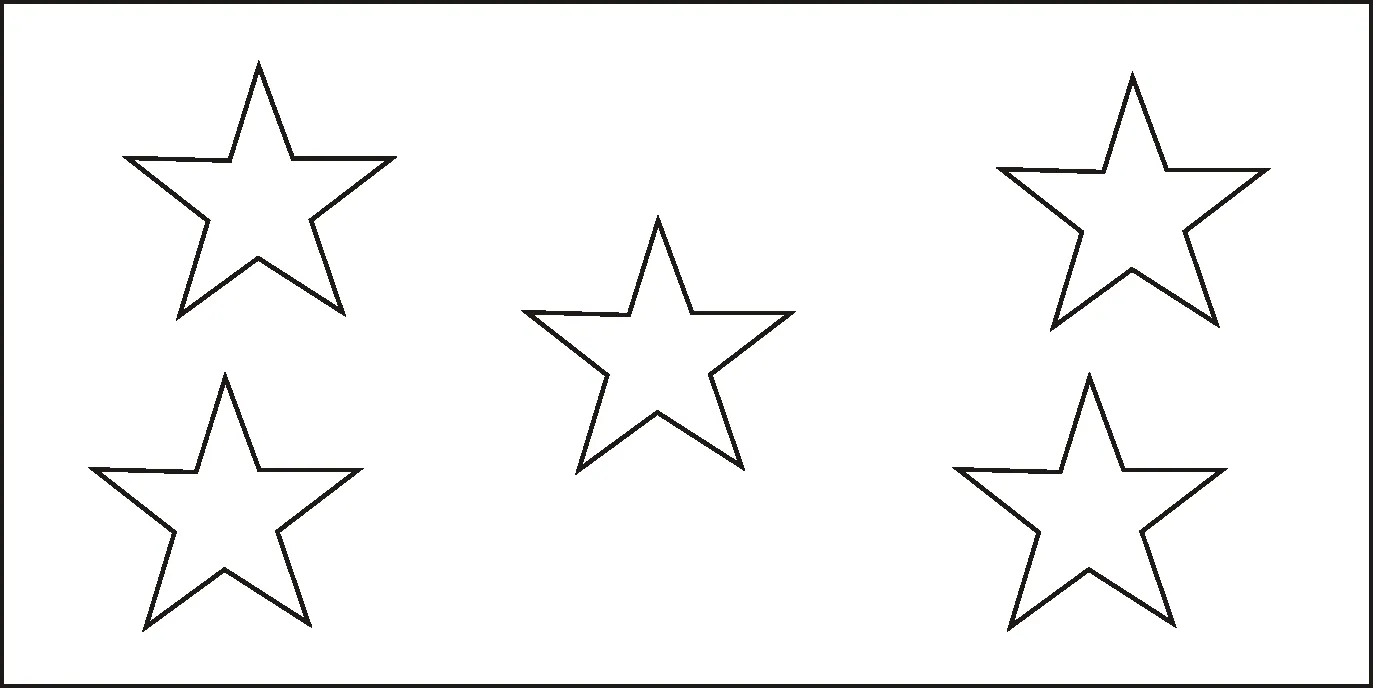
圖3 多個五角星形挖孔切割
如圖3所示的圖紙能很好地結合微裂紋檢測和應力集中檢測,具有多個銳角,且由于所挖五角星面積較大,對于孔的路徑和其附近的微裂紋都能有效檢測。從日常檢測重,也發現該圖紙切割難度大于其它各種圖紙。但次圖紙和圖2一樣,在板材實際應用中,無類似加工要求。如何使下游客戶認可板材的切割性能好,仍需要行業更多的共識。
經過以上圖紙加工,切割過程沒有開裂或者裂紋,可以判定該時段生產的板材合格;如出現開裂或者裂紋,則判定該時段生產的板材不合格。判定不合格的板材經復檢后仍不合格作應降級處理(時段為切割取樣時間的前后1 h的產品)。遇切割加工時出現開裂或裂紋而降級時,可重新取樣,重復切割實驗,直至合格為止(間隔為1 h)。
一般陶瓷板材的檢測都是生產線上直接取樣檢測,而剛燒制出來的陶瓷板材,其表面應力處于緩慢釋放狀態,因此除了現場取樣檢測外,也需要做進一步的老化后切割檢測。可采用大多陶瓷企業使用的泡熱水加速老化吸濕的方式,也可用定期存放留樣的方式,經過一周時間后復測的方式進行二次復檢,確保陶瓷板材最終的切割性能可靠。
大規格陶瓷板和陶瓷板屬于陶瓷材料,其本身脆而易裂,由于陶瓷是含有大量的非晶相的非均值體,要提高其切割加工性能是很困難的。建立一個由斷裂韌性和其它材料力學性能的判定體系,是前景最佳的方案。陶瓷板材切割開裂,主要因為微裂紋擴展、宏觀應力集中、自重平整度不佳造成。目前X射線掃描、超聲波應力檢測等無損檢測方法尚處于研討階段,未能應用于實際生產檢測之中,而X射線衍射檢測晶相應力以及晶相分析,提高板材強度等手段,無法大幅提高板材切割性能,有效判定板材的檢測方法非常重要。目前最有效的檢測方法為有損試驗切割。最后提出的3個經過多次驗證的試切割方案,對于能通過3個試驗方案的板材,其切割性能認為是可靠的。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
建筑材料學報(2014年3期)2014-03-11 17:08:02
河南科技(2014年12期)2014-02-27 14:10:44
