7075 鋁合金鍛件表面氣泡分析
2021-01-27 03:32:26馬龍飛董劉穎劉兆偉段英冶
有色金屬材料與工程 2020年6期
馬龍飛, 孫 亮, 董劉穎, 劉兆偉, 段英冶
(遼寧忠旺集團有限公司,遼寧 遼陽,111003)
鋁合金鍛造件具有精密度高、內部組織均勻、抗沖擊性能良好、耐腐蝕好等特點,7075 鋁合金鍛造件兼顧高強度的優點,主要應用在航空航天領域[1-3]。崔金棟[4]采用DEFORM 軟件對7050 鋁合金鍛造工藝進行模擬優化,降低產生缺陷的幾率。蘇玉潔[5]和高明偉等[6]分析了7N01 鋁合金板材氣泡缺陷產生的原因,發現缺陷處存在著大量密集的化合物初晶,是鑄造工藝不合理造成的,可以避免,解決措施是在鑄造時,對漏斗進行充分預熱,并適當提高鑄造溫度。
在近期的研究中發現7075 鋁合金擠壓棒經鍛造后出現有沿擠壓方向最長為2.4 mm 的表面氣泡;在棒材圓周方向上,一側氣泡較多,另一側較少;已破裂的氣泡顏色比基體暗,無金屬光澤。本文通過對生產情況進行調查、基材及缺陷部位進行分析,找出氣泡的形成原因并提出解決方法。
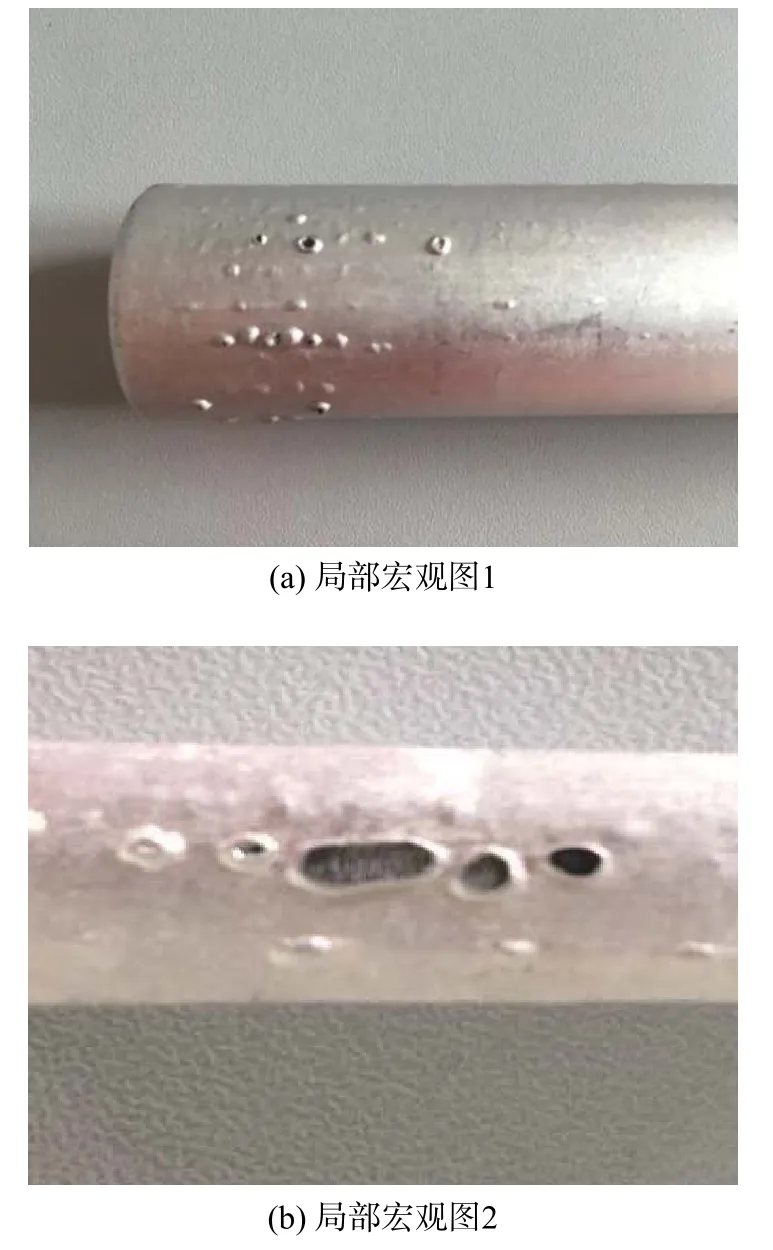
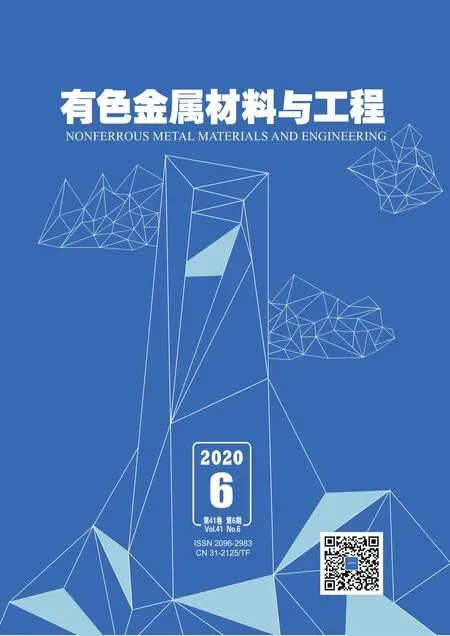
圖 1 7 075 鋁合金擠壓棒鍛造后表面氣泡Fig. 1 Surface bubbles of the 7 075 aluminum alloy extruded rod after forging

圖 2 氣泡處內表面SEM 圖Fig. 2 SEM images of the inner surface of the bubbles
1 實驗方法
對7075 鋁合金擠壓棒材經鍛造后沿著氣泡縱向、橫向剖開,使用光學顯微鏡(optical microscopy,OM) 、 和 掃 描 電 子 顯 微 鏡( scanning electronic microscope,SEM)觀察氣泡及基體相接部位的內部形貌、顯微組織,并對內表面取點,采用能譜分析儀(energy disperse spectroscopy,EDS)測量各元素含量。在帶有表面氣泡的棒材的橫截面方向上切取試樣,用來檢查基體是否存在疏松、夾雜以及過燒等缺陷。為驗證氣泡是否為基體氫含量過高所致,將鍛件表皮車去1 mm 后重新固溶處理。具體擠壓工藝參數為:鑄錠溫度400~420 ℃,擠壓筒溫度400 ℃,擠壓速度0.4~0.8 m/min,淬火冷卻方式為水冷,模具類型為單孔平模,模具溫度為420 ℃。
2 實驗結果
2.1 試樣表面形貌
圖 1 為試樣表面照片。由圖 1 可看出,擠壓棒材淬火后表面呈橢圓狀、不等距連續排列,外表面光滑,內表面粗糙,大小不一。試樣直徑在 2~4.5 mm 之間,氣泡外皮厚度大約0.2~0.5 mm,個別較大氣泡中心處呈凹陷狀。從圖1(b)可看出,氣泡內部出現凹凸不平的表面隆起,與型材表面形成較小的空腔,呈團絮狀聚集氣泡內部,可能是因為進入污物導致,受到高溫后產生氣體并且膨脹,導致金屬表皮與型材分離。
2.2 氣泡內部組織
將有完整氣泡的部分橫向剖開發現其腔內為灰白色,亦無光澤。圖2 為氣泡內表面SEM 圖,呈層狀、撕裂狀形貌,為典型的沿晶斷裂形貌。橫剖后氣泡為皮下隆起的空腔結構,呈硬性撕裂狀,上下面邊緣吻合,部分氣泡周圍存在一些大小不等的裂紋痕跡。
圖3 為EDS 觀察取點位置,在有氣泡處內部取點進行成分測試,結果如表1 所示,發現氣泡處與基體成分基本相同,說明氣泡不是異物和夾雜導致的。
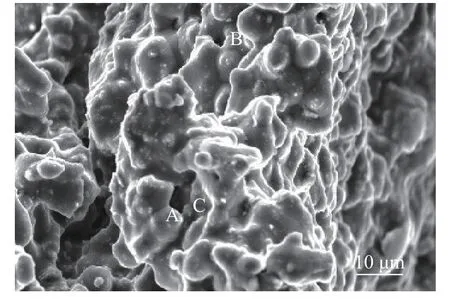
圖 3 EDS 觀察取點位置Fig.3 Positions for EDS analysis
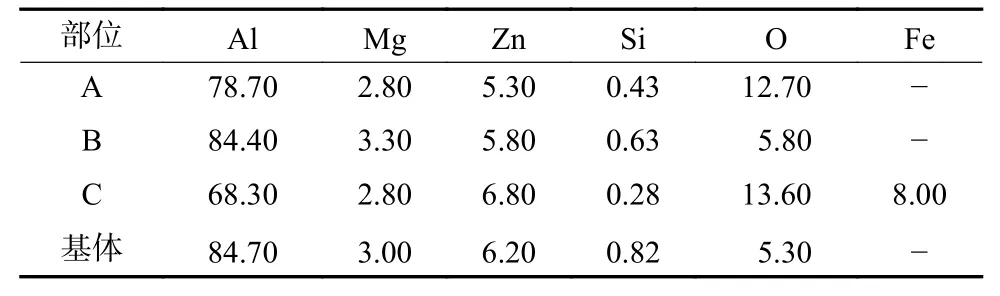
表 1 EDS 分析結果(質量分數/%)Tab.1 EDS analysis results (mass fraction/%)
2.3 組織分析
圖4 為圓棒的低倍組織,未發現氣孔、疏松、夾雜等缺陷,但在圓棒表皮下發現有細小的分層缺陷,類似成層(見箭頭所指處)。觀察高倍組織圖發現距離表層0.18~0.30 mm 有裂紋存在,與低倍組織圖上觀察到的成層缺陷吻合,如圖5(a)所示。分析其偏光組織可知,制品表層下一定厚度發生再結晶,且晶粒異常長大,裂紋沿晶界分布,如圖5(b)所示。表層再結晶晶界處結合力弱導致分層缺陷,氣泡與分層的形成原因相同,即表面氣泡為分層缺陷的另一種表現形式,當空腔壓力增大到一定程度時發生破裂。
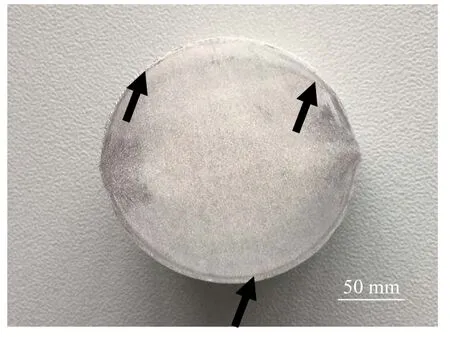
圖 4 棒材低倍組織Fig. 4 Microstructure of the bar at low magnification
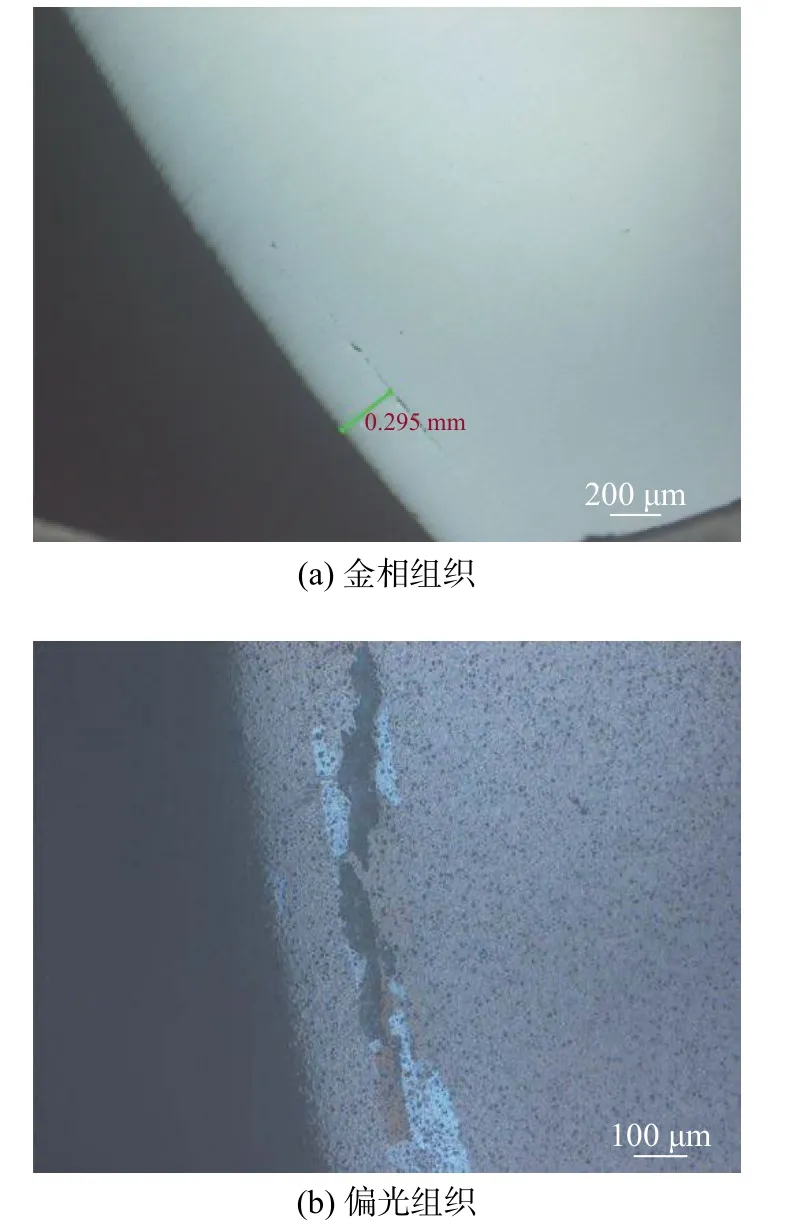
圖 5 邊部光學組織圖Fig. 5 Optical microstructure of the edge
2.4 熱處理驗證
為驗證是否為基體氫含量過高導致熱處理過程產生氣泡,對試樣進行重新固溶熱處理,制度(465±5)℃×1 h+(480±5)℃×1.5 h,若重新固溶后仍出現氣泡,則為基材氫含量過高;若無氣泡產生,則為擠壓或后續工序產生。對車皮 1 mm 后的鍛件重新固溶后表面狀態如圖 6 所示,無氣泡出現,表明氣泡并非由基材氫含量高造成的。

圖 6 車皮重新固溶后棒材表面宏觀圖Fig.6 Macroscopic surface image of the re-solution treated bar after turning
3 氣泡形成原因分析討論
棒材產生氣泡的原因可能有以下幾種:(1)基材氫含量高,在重新加熱或熱處理時聚集長大,在材料表面分布無規律,將材料表面一層車削后重新熱處理仍會出現[7]。(2)因軋制、擠壓等加工過程中導致的夾雜、成層等缺陷,使得基材存在空腔、分層或裂縫,在熱處理后的冷卻過程中,因空腔壓力增大,會在材料表面表現為氣泡缺陷[8]。(3)加熱爐或熱處理爐潮濕或棒材表面不干燥,在加熱或熱處理后,C、H、O 等物質汽化并與高溫鋁反應生成氣泡,沿晶界和晶格間隙擴散至金屬表層內。這種氣泡一般都在材料表層1~2 mm 內,氣泡非常細小,分布密度大[9]。(4)材料過燒,也會產生氣泡缺陷,但因過燒導致的氣泡,一般制品表面顏色發暗[10]。
氣泡內成分與基材成分基本相同,因此排除了夾雜等導致氣泡發生的可能[11]。根據氣泡出現的規律及位置,推測為材料在加熱過程中發生再結晶及晶粒異常長大,在淬火過程中,棒材的內部產生的內應力超過晶界結合的極限強度時產生了分層現象[12]。在快速冷卻過程中,因局部空腔壓力增大,結合薄弱的晶界形成破壞性裂紋,最終以氣泡形式表現出來[13]。
在工業生產中,為消除這種表面氣泡,要合理控制淬火溫度或熱變形溫度,減少加工變形量及表面變形不均勻性,合理匹配擠壓工具、擠壓參數避免表面粗晶層形成[14-15]。
4 結 論
(1)7075 鋁合金鍛件表面氣泡屬于表皮分層氣泡,不是表面夾雜氣泡。
(2)7075 鋁合金鍛件表面產生氣泡的機制是軋制、擠壓等加工過程中,基材存在空腔、分層或裂縫,在熱處理后的冷卻過程中,因空腔壓力增大,結合薄弱的晶界形成破壞性裂紋,最終以氣泡形式表現出來。
(3)7075 鋁合金鍛件表面產生氣泡的原因是軋制、擠壓、熱處理等工藝參數不合理,使得加工變形量過大以及表面變形不均勻。
(4)適當控制生產鑄錠的溫度并降低擠壓速度,熱處理盡量采用分級固溶方式,這樣有利于減少或消除表皮分層氣泡。