Ω環+C形環復合密封高壓換熱器制造
2021-01-19 09:06:32鄭維信賈小斌李亞亞張先亨
壓力容器 2020年12期
鄭維信,張 凱,賈小斌,李亞亞,張先亨
(1.蘭州蘭石重型裝備股份有限公司,蘭州 730314;2.甘肅省壓力容器特種材料焊接重點實驗室,蘭州 730314)
0 引言
國內加氫裝置中常用的高溫、高壓換熱器主要密封形式有螺紋鎖緊環式換熱器、隔膜換熱器和Ω環換熱器三種。本文介紹的是一種新式復合密封換熱器,這種換熱器與以上三類高壓換熱器相比,具有結構簡單、密封可靠、使用壽命長、拆卸簡單等優點[1-3]。
1 結構特點
本次研制的新型全壓結構復合密封高壓換熱器基礎結構由外殼部件和管束部件兩部分組成。該設備結構如圖1所示,設計條件及規格參數如 表1所示。
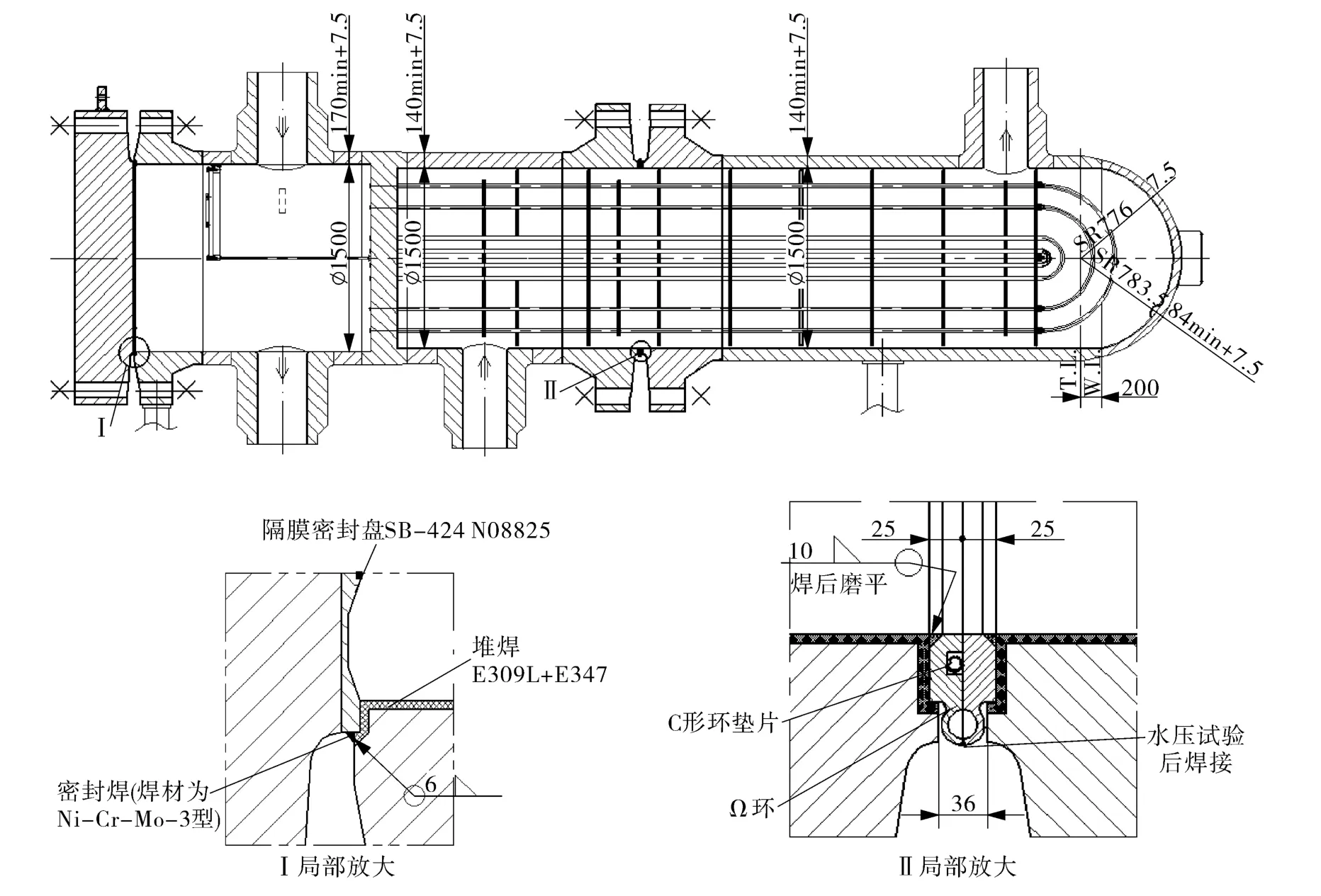
圖1 設備結構示意
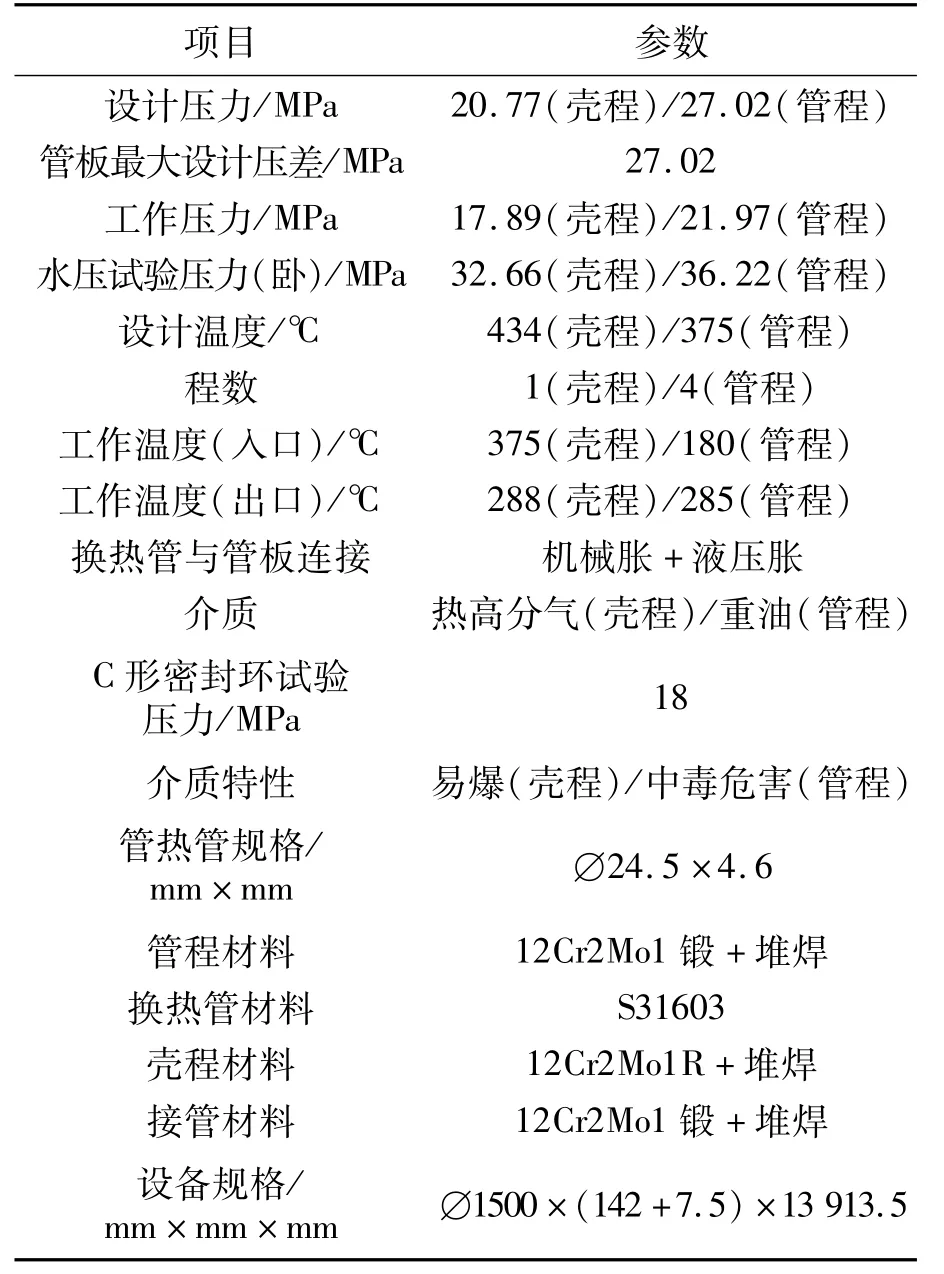
表1 設備參數
該換熱器具有尺寸規格大、設計壓力和設計溫度高等特點,須采用管程隔膜和殼程Ω環的密封方式,并在大規格、高壓高溫及臨氫環境下采用了金屬焊接密封結構的換熱器。為保證該換熱器設計本質安全及制造工藝控制的開發,在Ω環密封結構中增加了一道C形環密封墊片(見圖2),實現Ω環與C形環的復合密封;該密封墊片與八角墊等其他密封結構相比,密封載荷大幅度減少,降低了螺栓載荷,優化了法蘭結構尺寸,提高了密封可靠性[4-8]。
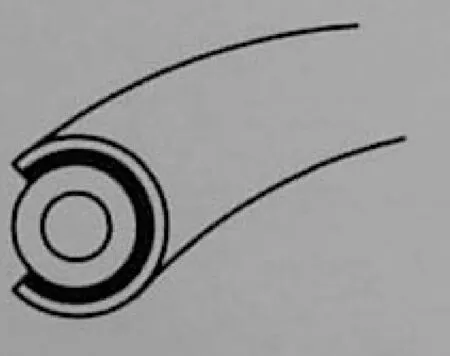
圖2 C形環密封墊片三維示意圖
C形環墊片屬于自密封墊片,密封原理類似于金屬O形環密封。擰緊螺栓,密封環受壓縮,兩凸緣與上、下法蘭接觸處產生塑性變形,由線接觸變為窄環帶接觸,建立初始密封;內壓上升后,上下法蘭有互相脫離的趨勢,C形環也軸向張開,補償由上、下法蘭互相脫離造成的密封比壓下降。C形環的補償由兩部分組成:一是由預緊時,C形環預壓縮造成的回彈;二是由于介質壓力使C形環產生的反向變形。Ω環密封屬于無墊片焊接密封,其環殼部分直徑小,壁厚2~3 mm,能承受很高的壓力,介質和環境完全隔絕,是一種無泄漏密封結構,該密封是由一對Ω環組焊而成,半環分別焊在法蘭上,由于法蘭和管板剛度較大,Ω環本身具有較好的軸向變形能力,不受溫度、壓力波動大和結構變形不一致的影響,其密封結構簡單,制造及拆裝方便,密封效果好[9]。本設備采用的密封結構是以上兩種結構的組合,相當于雙重保障,密封效果更可靠。
2 設備主要制造工藝
Ω環密封圈和隔膜的加工、管箱、管束以及設備水壓試驗是該換熱器的制造關鍵和難點。為了驗證該復合密封換熱器的密封性,在設備水壓試驗時先不用組焊兩瓣Ω環之間的焊縫,此時僅靠C形環密封,待水壓試驗合格后再進行組焊兩瓣Ω環之間的焊縫[10-11]。
2.1 材料驗收及復驗
材料進廠復驗包括查看質量證明書、材料外觀檢查、力學性能檢測、化學成分分析、硬度檢測、無損檢測。其中,該換熱器管板毛坯厚度已超過GB/T 150.2—2011《壓力容器 第2部分:材料》標準上限值(500 mm),因此,對鍛件材料驗收采用美國ASME 336 F22 CL3標準;并在制造過程增加了原材料100%UT、100%MT及100%PT復檢,性能完全滿足要求。
2.2 Ω環密封圈和隔膜的加工
主要加工工藝過程:Ω環密封墊及隔膜密封盤鍛件裝卡固定→加工第1個面→翻面重新裝卡→加工Ω環密封墊及隔膜密封盤另一面。由于Ω環密封墊及密封盤尺寸大、厚度薄、加工及組裝精度要求高,因此在加工過程中,首先控制鍛件兩面的加工量應均勻,嚴格控制每一道的切削量,且采用對稱切削的方式進行加工,最大限度地減少加工應力產生的變形;加工后放置在平臺上進行失效處理,盡量釋放失效應力,盡可能多地減少變形,保證Ω環密封墊及隔膜密封盤的順利組裝和焊接。
Ω環與法蘭組焊后,鏜床測量Ω 環平面度(允差±0.2 mm),如圖3所示。精加工Ω環密封面及C形環密封槽,為了保證C形環的密封性,精加工后采用專用研磨工裝對C形環密封槽進行研磨[12-14]。

圖3 鏜床測量Ω環平面度
2.3 管箱的制造
主要制造工藝過程:分別組焊管板與管箱筒體、管箱筒體與設備法蘭環焊縫→開孔裝接管→管箱終退→堆焊設備法蘭密封面→加工密封面→鉸換熱管孔→組焊Ω環。其中Ω環與殼體法蘭焊接易產生變形,組裝時用工藝壓環將Ω環密封墊圈與設備大法蘭壓緊,如圖4所示。
Ω環與殼體法蘭采用氬弧焊焊接(要求半瓣Ω環密封面與設備大法蘭必須嚴密貼合后再施焊),焊接時應嚴格控制焊接規范,減少焊接變形,需注意以下事項。
(1)工裝壓緊后,氬弧焊點焊。每處點焊約5~8 mm,均勻、對稱點焊。
(2)周圈打底焊。起、收弧處注意氬氣保護,防止弧坑裂紋。
(3)第1遍封底焊后對焊縫表面進行100%PT檢測,合格后再進行后續焊接,并100%PT檢測合格。
(4)第1層起、收弧點與下一層起、收弧點錯開至少100 mm。
(5)采用小規范施焊,禁止擺動,保持較低的層溫,減少焊接應力。
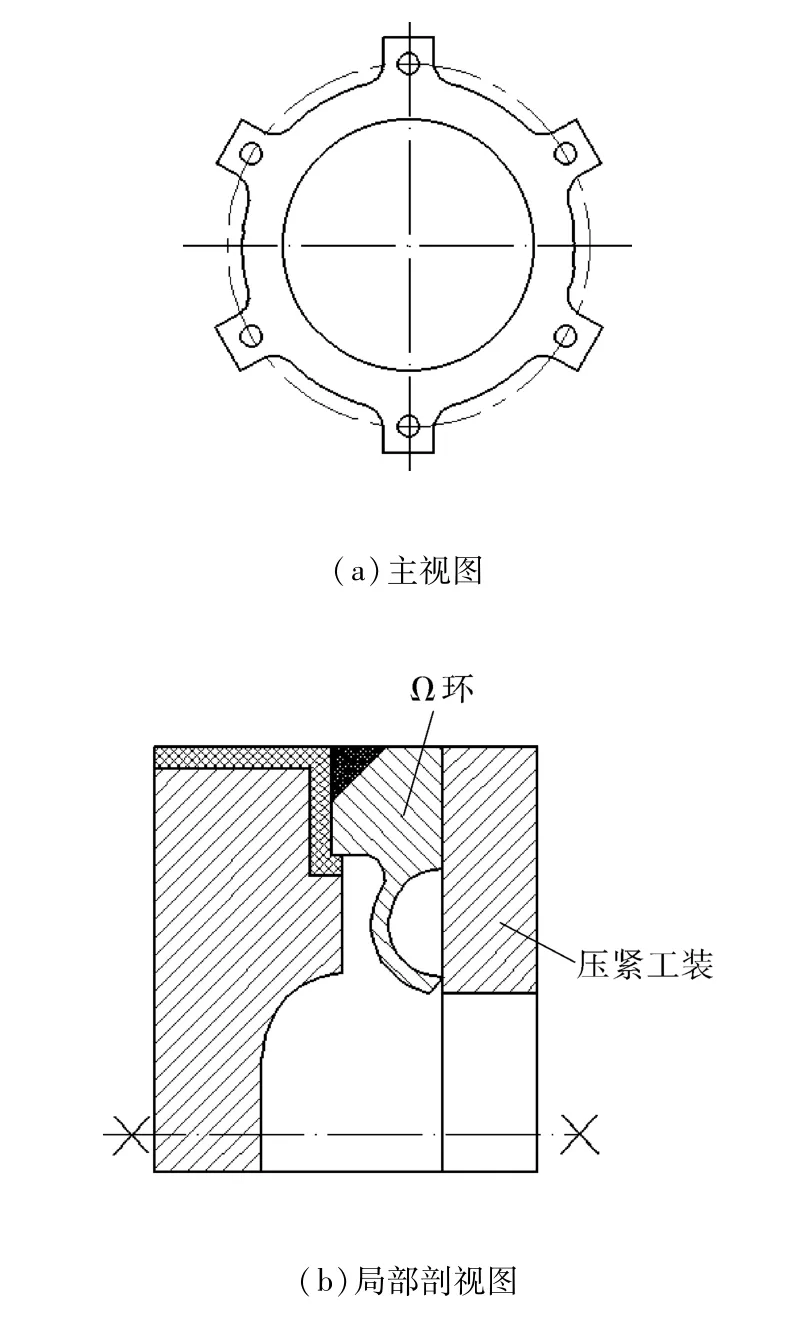
圖4 Ω環壓緊工裝
2.4 管束的制造
主要制造工藝過程:管束骨架組裝→穿換熱管→平換熱管管頭→管頭脹接→管頭焊接。其中管頭脹接采用兩種方式:液壓脹+機械脹,先對開槽部位采用機械脹接,然后對整體采用液壓脹,如圖5所示。由于換熱管厚度較厚(?25.4 mm×4.6 mm),換熱管與管板開槽部位脹接困難;經過多次換熱管與模擬管板的脹接試驗,確定開槽深度、開槽型式,如圖5(a)所示;脹管結果如圖5(b)所示。
脹接試驗合格后,按試驗脹緊率及脹管工藝進行脹管。由于該管板厚度大,為減少機械脹管器的損毀,避免脹管器折斷入管孔內,機械脹分2遍脹接,第1遍脹接后,間歇2 min,進行第2次脹接。脹接試驗具體工藝如下。
(1)脹管前測量管板孔及開槽部位內徑。
(2)測量換熱管外徑、內徑。
(3)機械脹分2遍脹接換熱管孔后端雙開槽60 mm范圍。
(4)測量開槽部位換熱管脹后的內徑,計算脹緊率。GB/T 151—2014《熱交換器》要求脹緊率為6%~8%。
(5)對整個區域進行液壓脹,長度為320 mm,脹接后測量換熱管內徑,計算脹緊率。
(6)脹接完畢后,對試樣進行解剖,觀察換熱管與管板貼合度滿足要求。
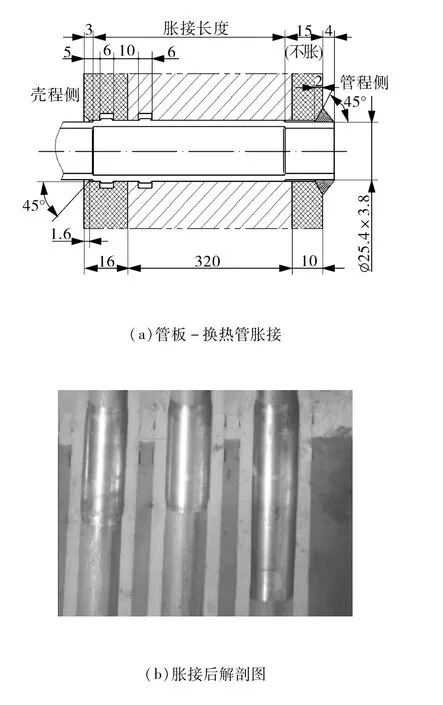
圖5 液壓脹+機械脹
2.5 設備總裝及水壓試驗
主要制造工藝過程:組裝管束與殼體(兩瓣Ω環之間焊縫)→上緊螺栓→殼程水壓試驗→焊接Ω環之間焊縫→無損檢測→水壓試驗。其中,為了驗證C形環密封性能,兩Ω環之間焊縫先不進行焊接,設備直接進行殼程水壓試驗(試驗壓力18 MPa),待水壓試驗合格后再焊接兩Ω環之間焊縫,其中組焊兩瓣Ω環之間環縫時,控制兩瓣Ω環之間的錯邊量≤0.5 mm,間隙符合要求。先對稱間隔組裝部分螺栓,用液壓拉伸器上緊螺母,使Ω密封環兩瓣完全貼合。周圈測量殼體法蘭之間間隙應均勻,確定Ω環貼合好后方可施焊,因連接Ω環的兩法蘭盤之間的間隙僅約200 mm,且深度較深(約470 mm),需采用專用的氬弧焊焊槍及氬弧焊絲送絲工裝進行焊接;焊后重新上緊和測量間隙,對焊接接頭進行100%PT檢測,按NB/T 47013.5—2015《承壓設備無損檢測 第5部分:滲透檢測》中規定的Ⅰ級合格。
3 結語
該Ω環+C形環的組合密封高壓換熱器是國內研制的新型結構復合密封高壓換熱器,該設備的研制成功可降低殼程介質對Ω密封環的腐蝕,減少設備介質的外漏。該換熱器可用于所有石油化工熱交換裝置中高溫高壓臨氫工況,應用范圍廣,代表將來高溫高壓換熱器品種結構發展的新技術,已達到國外同等裝置設備領先水平。目前有8臺(套)設備已開車1年多,運行狀況良好。由于C形金屬密封墊變形后難以修復,建議定期對Ω環處螺栓進行預緊,防止螺栓松動引起Ω環拉裂及C形墊失效。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24