蒸汽發(fā)生器手孔鎳基合金堆焊層開裂分析
2021-01-19 09:06:24涂善東劉福廣楊二娟
壓力容器 2020年12期
趙 亮,涂善東,劉 剛,劉福廣,李 勇,楊二娟
(1.華東理工大學(xué) 承壓系統(tǒng)與安全教育部重點(diǎn)實(shí)驗(yàn)室,上海 200237;2.西安熱工研究院有限公司,西安 710054)
0 引言
蒸汽發(fā)生器是核電廠主要的承壓設(shè)備,某核電廠蒸汽發(fā)生器手孔152鎳基合金堆焊層發(fā)生開裂,開裂的手孔位于蒸汽發(fā)生器二次側(cè)管板上方,手孔密封結(jié)構(gòu)為焊接隔膜式,孔徑100 mm,蒸汽發(fā)生器殼體材料為ASME SA508,手孔處殼體厚度100 mm,在蒸汽發(fā)生器殼體外壁堆焊了厚度10 mm的152鎳基合金堆焊層作為手孔密封面,以便在定期檢修打開手孔后重復(fù)焊接密封,152堆焊焊接方法為手工電弧焊(Shielded Metal Arc Welding,SMAW)。密封隔膜與密封面之間采用52鎳基焊絲,通過手工鎢極氬弧焊(Gas Tungsten Arc Welding,GTAW)進(jìn)行封焊。手孔密封焊接結(jié)構(gòu)如圖1所示。堆焊層上的開裂主要位于封焊焊道熱影響區(qū)內(nèi)部,呈網(wǎng)狀分布,如圖2所示。
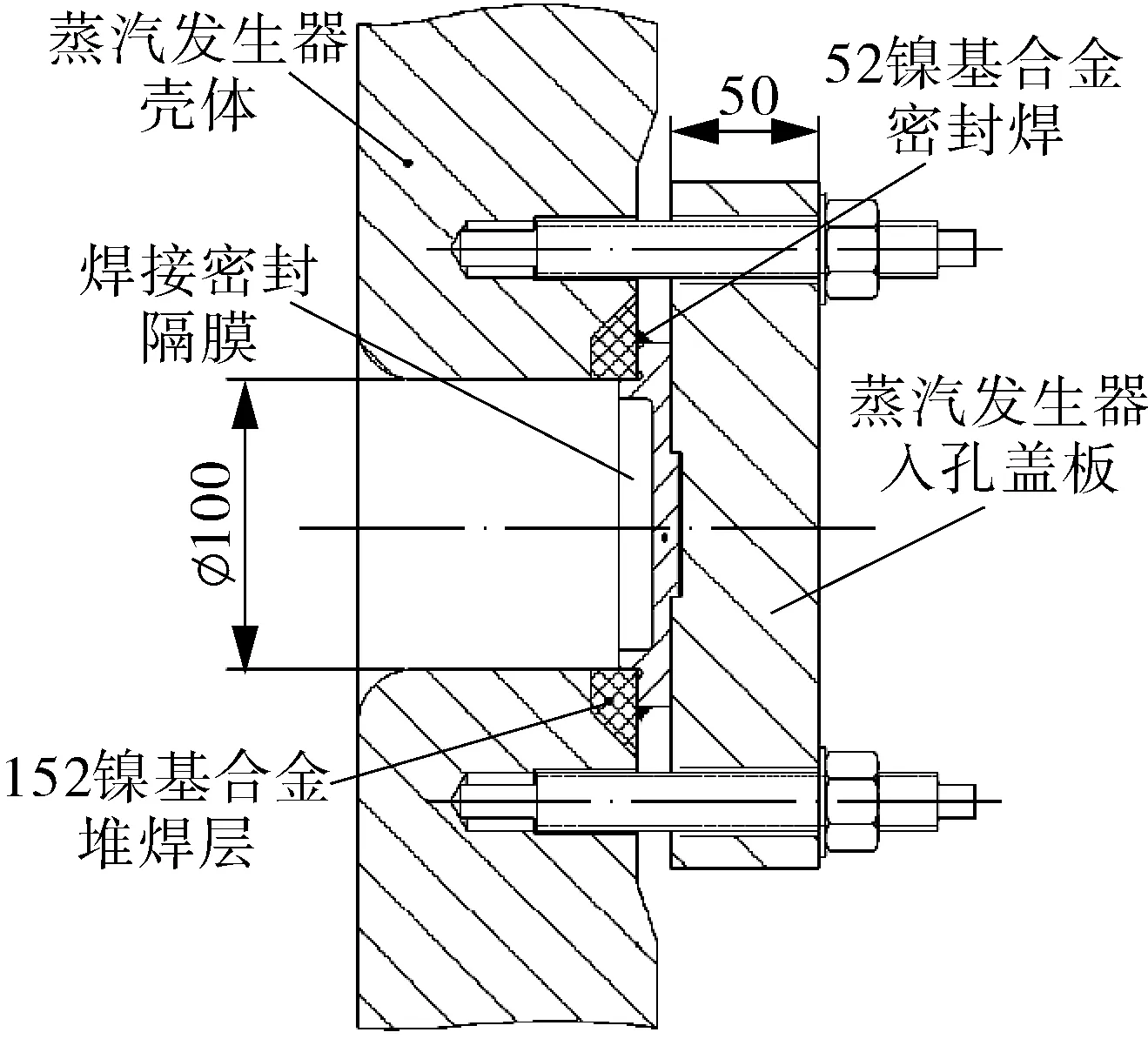
圖1 手孔密封焊接結(jié)構(gòu)示意
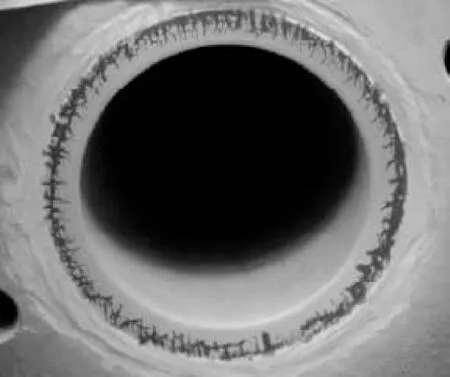
圖2 裂紋形貌
152鎳基合金焊材具有良好的抗氧化性和高溫力學(xué)性能,目前已廣泛應(yīng)用于核電設(shè)備的制造與安裝[1]。鎳基合金焊材主要的焊接性問題為熱裂紋[2-3]和高溫失塑裂紋(Ductility Dip Cracking,DDC),熱裂紋的形成與熱輸入、高值熱應(yīng)變(0~20%)、晶界P,S含量高等因素[4-8]有關(guān)。DDC形成機(jī)制主要有晶界滑移[9-10]、應(yīng)力集中和碳化物誘導(dǎo)[11]、晶界弱化[12]等。影響DDC的因素主要包括成分及第二相析出物、應(yīng)變速率、晶界取向與再結(jié)晶、晶粒尺度等,其中,碳化物的大小形態(tài)對(duì)DDC的產(chǎn)生影響較大[13]。
為明確手孔密封面開裂機(jī)理,本文預(yù)制手孔模擬件復(fù)現(xiàn)缺陷并分析開裂處的微觀特征,采用橫向可調(diào)拘束試驗(yàn),分析152熔敷金屬的開裂傾向,并利用有限元方法分析手孔堆焊層的塑性應(yīng)變分布。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
152焊材的主要成分如表1所示,其主要力學(xué)性能如表2所示。

表1 152焊材的主要成分 %

表2 152鎳基合金的主要力學(xué)性能
1.2 手孔模擬件制備
手孔模擬件按照蒸汽發(fā)生器手孔的實(shí)際尺寸制作,其結(jié)構(gòu)如圖3所示。
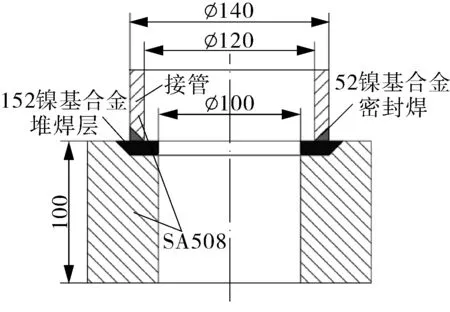
圖3 模擬件結(jié)構(gòu)示意
堆焊焊縫采用152焊材、SMAW 方法焊接,封焊焊縫采用52焊材、GTAW 方法焊接。模擬件堆焊及封焊完成后,磨除封焊焊縫,模擬重新封焊的過程,隨后再次磨除封焊焊縫,觀察堆焊層表面在封焊過程中產(chǎn)生的裂紋情況,采用線切割方法切取微觀分析試樣。
1.3 橫向可調(diào)拘束試樣及試驗(yàn)裝置
采用開槽堆焊的方法制備橫向可調(diào)拘束試樣,基材厚度50 mm,開槽寬度50 mm、深度6 mm,焊接方法為SMAW,焊材為152,焊接電流120 A、焊接速度1 mm/s。堆焊結(jié)束后采用機(jī)械切割方法去除基材部分,制成如圖4(a)所示的試樣,試樣的裝夾采用圖4(b)所示的結(jié)構(gòu),利用萬能試驗(yàn)機(jī)的壓頭施加彎曲載荷。靠模產(chǎn)生的彎曲應(yīng)變有兩種,分別為2%,4%,應(yīng)變加載速率為0.1%/s。試樣裝夾后采用GTAW 方法進(jìn)行可調(diào)拘束焊縫的焊接,引弧后即開始施加應(yīng)變,分別經(jīng)過20 s,40 s后試樣將與靠模完全貼合,焊接完成后取下試樣。
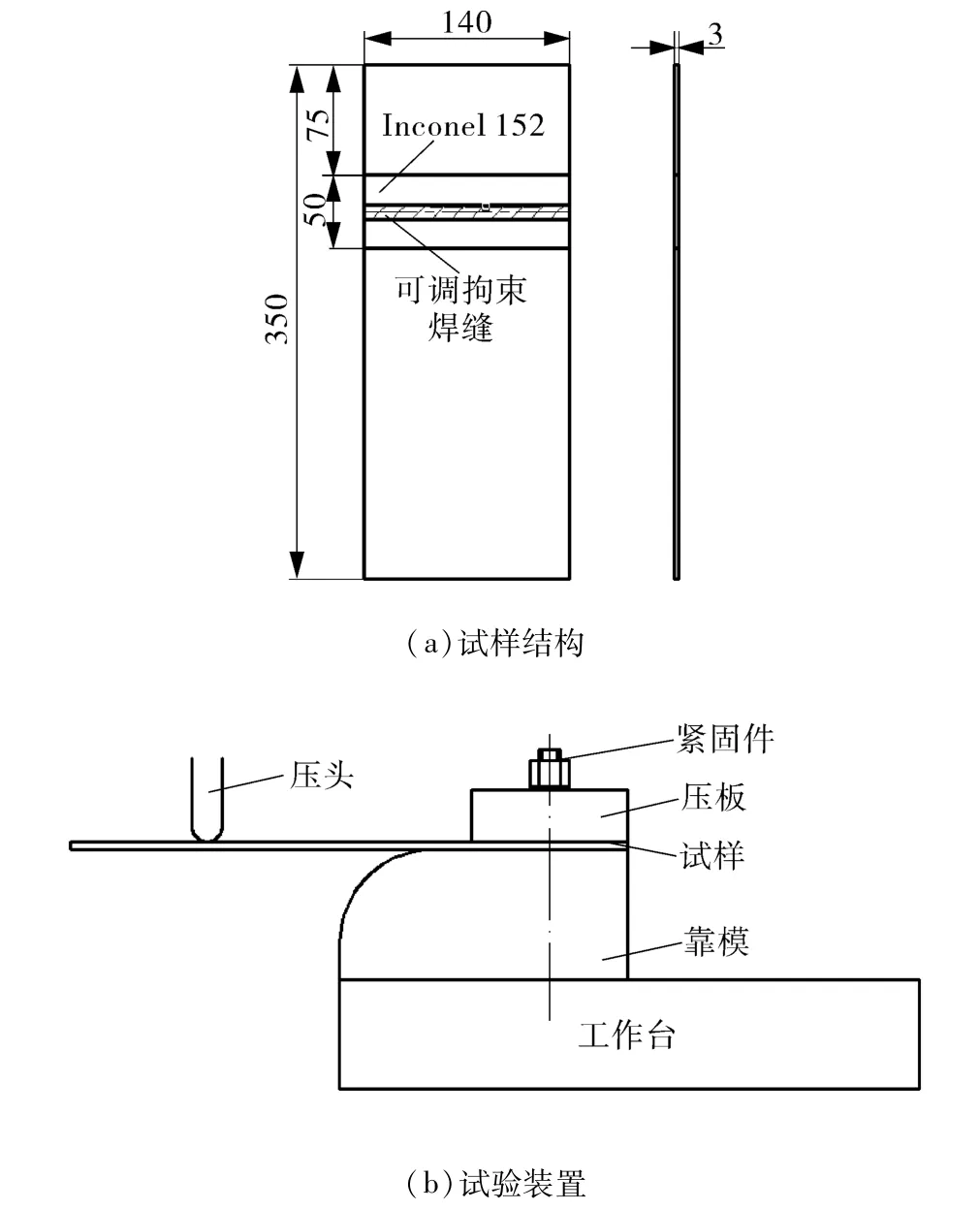
圖4 試樣及試驗(yàn)裝置示意
1.4 裂紋及組織觀察方法、硬度分析方法
試樣制備完成后,采用線切割方法在可調(diào)拘束焊縫的熱影響區(qū)內(nèi)取金相觀察試樣。采用500#,1000#,1500#和2000#砂紙進(jìn)行水磨,利用拋光機(jī)結(jié)合粒度為2.5μm和1.5μm的拋光劑進(jìn)行拋光,金相試樣用王水進(jìn)行腐蝕,再用水和酒精清洗、吹干后置于丙酮溶液中,采用超聲清洗15 min,然后依次在光學(xué)顯微鏡和JSM-6490LCV型掃描電鏡下對(duì)裂紋進(jìn)行觀察。采用線切割的方法從堆焊層切取0.4 mm的薄片作為透射電鏡試樣,再用砂紙打磨到80μm以下,用Tenupol-5型雙噴電解儀進(jìn)行雙噴,使用JEM-200CX型透射電鏡觀察顯微組織的形態(tài)、結(jié)構(gòu)及析出形態(tài)等。
1.5 焊接過程應(yīng)變分析
依據(jù)GB/T 228.2—2015《金屬材料 拉伸試驗(yàn) 第2部分:高溫試驗(yàn)方法》測(cè)試152熔敷金屬和SA508母材的拉伸性能,試樣為?5 mm棒狀試樣,采用CCS3910型電子拉伸蠕變?cè)囼?yàn)機(jī)進(jìn)行測(cè)試,獲得的材料性能參數(shù)分別見表3,4。采用熱彈塑性方法,分析手孔經(jīng)過堆焊、封焊、模擬重復(fù)封焊過程后的應(yīng)變分布,初始預(yù)熱溫度100℃;環(huán)向切割面為對(duì)稱邊界,SA508殼體為剛性固定約束,手孔外表面為自然對(duì)流邊界,在堆焊部分施加焊接熱源,通過子程序控制熱源加載強(qiáng)度及加載路徑。
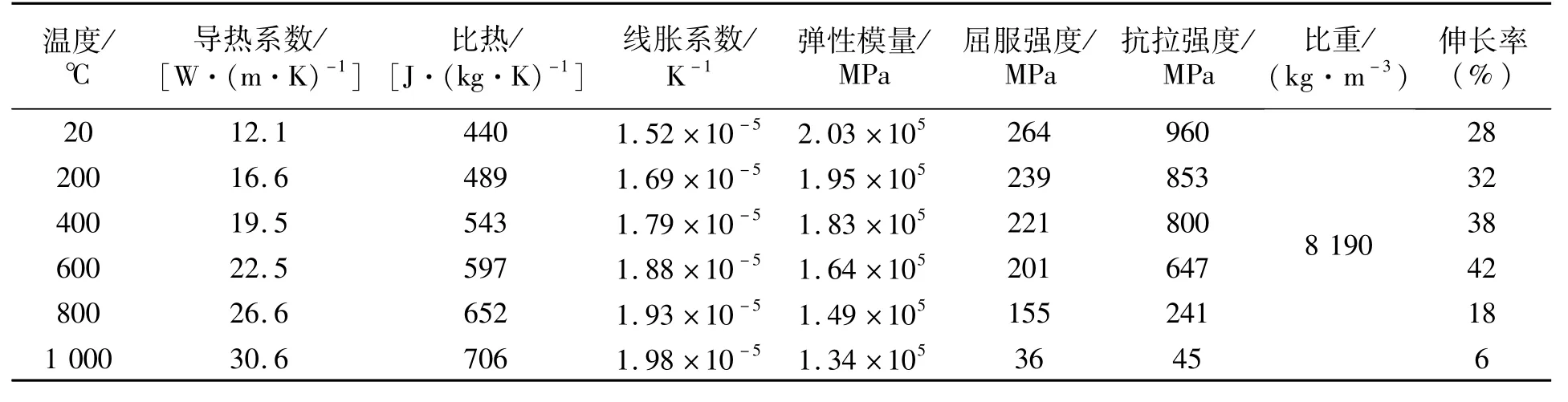
表3 152熔敷金屬材料性能
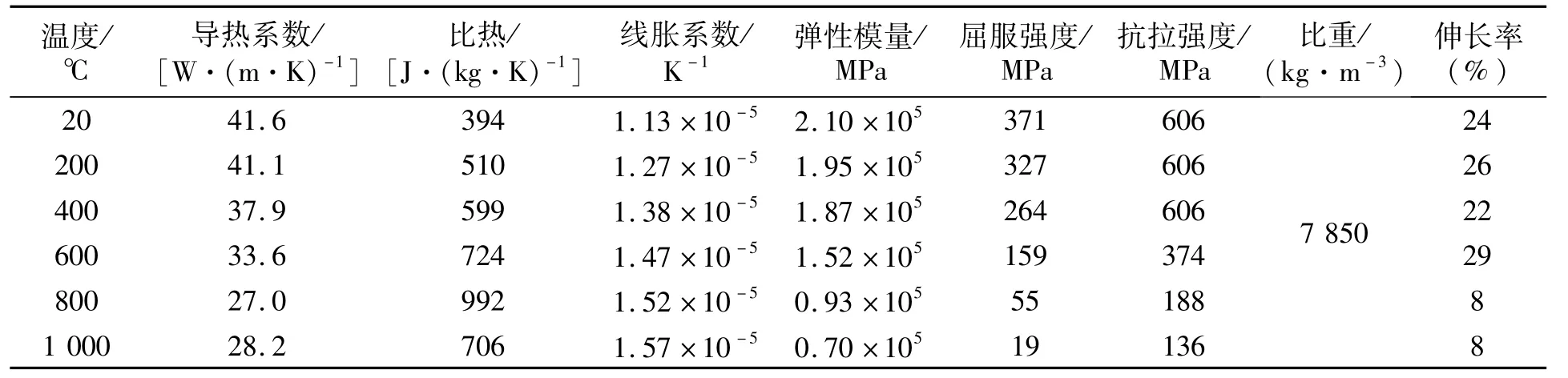
表4 SA508材料性能
2 模擬件堆焊層組織與裂紋形貌
手孔模擬件經(jīng)堆焊、封焊、模擬重復(fù)封焊后,堆焊層表面發(fā)生了開裂,裂紋出現(xiàn)在封焊焊縫兩側(cè)的堆焊層外表面(如圖5(a)所示),距離封焊焊縫熔合線約100μm,分布范圍約3 mm寬,裂紋尺度范圍為213~1 349μm。堆焊層內(nèi)部組織如圖5(b)所示,其組織呈現(xiàn)典型的柱狀晶狀態(tài),柱狀晶發(fā)達(dá)且方向明顯,枝晶間有條狀骨架形或顆粒狀析出,晶內(nèi)有彌散的點(diǎn)狀析出物。透射電鏡物相分析結(jié)果顯示,這些析出物為Cr23C6,NbC,TiC等碳化物。堆焊層表面組織狀態(tài)如圖5(c)所示,可以發(fā)現(xiàn)為胞狀特征,晶界彎曲,非平直類型晶界,碳化物彌散分布在枝晶間及晶界位置。透射電鏡觀察結(jié)果如圖5(d)所示,晶間存在長(zhǎng)條形、顆粒狀碳化物,同時(shí)在晶粒之間存在三角形的共晶組織。
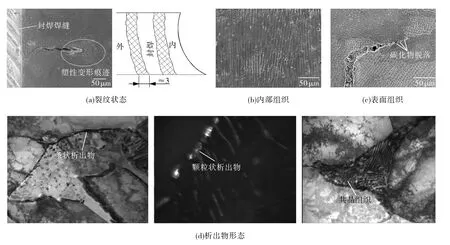
圖5 堆焊層組織及裂紋情況
3 開裂機(jī)理分析
手孔模擬件堆焊層裂紋處的微觀特征顯示,開裂主要與碳化物析出有關(guān),能夠明確裂紋形成機(jī)理為碳化物誘導(dǎo)型DDC。一般只有尺寸很小且成彌散狀分布的碳化物才能起到阻礙位錯(cuò)運(yùn)動(dòng)、防止開裂的作用。當(dāng)晶界上存在的碳化物為尺寸較大的條狀時(shí)(如圖6(a)中位置A所示),在外加應(yīng)變作用下,大尺寸析出物阻礙位錯(cuò)的運(yùn)動(dòng),產(chǎn)生應(yīng)變集中。由于碳化物與基體之間的錯(cuò)配度較高,兩者界面結(jié)合強(qiáng)度低,從而在界面處開裂,使碳化物首先脫離基體形成微孔。同時(shí),尺寸較大的顆粒狀碳化物也會(huì)與基體分離,形成微孔洞,如圖6(a)中位置B所示。圖6(b)中位置A處晶界無析出物,位置B處碳化物為顆粒狀,且尺寸較大,與基體分離后形成了凹坑;在力的作用下凹坑發(fā)生形變,凹坑之間的材料發(fā)生撕裂,凹坑連接在一起形成C處所示的微小裂紋,由于C處的裂紋方向與載荷方向一致,并未發(fā)生進(jìn)一步的擴(kuò)展;而與外力垂直的晶界D處的凹坑會(huì)持續(xù)發(fā)生變形、斷裂、合并的過程,擴(kuò)展成為尺寸更大的裂紋。凹坑的形成合并過程與碳化物直接相關(guān),由于碳化物為沿晶分布,因此裂紋呈現(xiàn)沿晶開裂的特征。
工作過程中手孔內(nèi)部壓力為4.5 MPa,溫度約300℃。通過以上分析可以發(fā)現(xiàn),手孔件模擬件的堆焊層在經(jīng)過封焊焊縫作用后即產(chǎn)生了微觀的DDC裂紋,從而形成了裂紋源,經(jīng)過多次啟停產(chǎn)生的加載和卸載后,形成圖2所示宏觀裂紋。
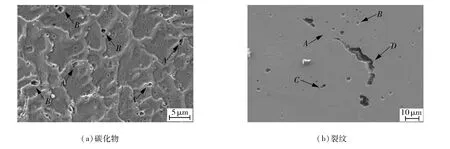
圖6 堆焊層微觀特征
4 模擬件的應(yīng)變
裂紋的形成除了與碳化物的析出形態(tài)、位置有關(guān)外,與外加應(yīng)變的大小也是直接相關(guān)的。可調(diào)拘束試驗(yàn)結(jié)果表明,當(dāng)外加應(yīng)變?yōu)?%時(shí),152堆焊金屬未發(fā)生開裂,如圖7(a)所示;當(dāng)外加應(yīng)變?cè)龃蟮?%時(shí),可在可調(diào)拘束焊縫的熱影響區(qū)中觀察到裂紋,如圖7(b)所示。可見152熔敷金屬的應(yīng)變?nèi)菹藿橛?%~4%之間。
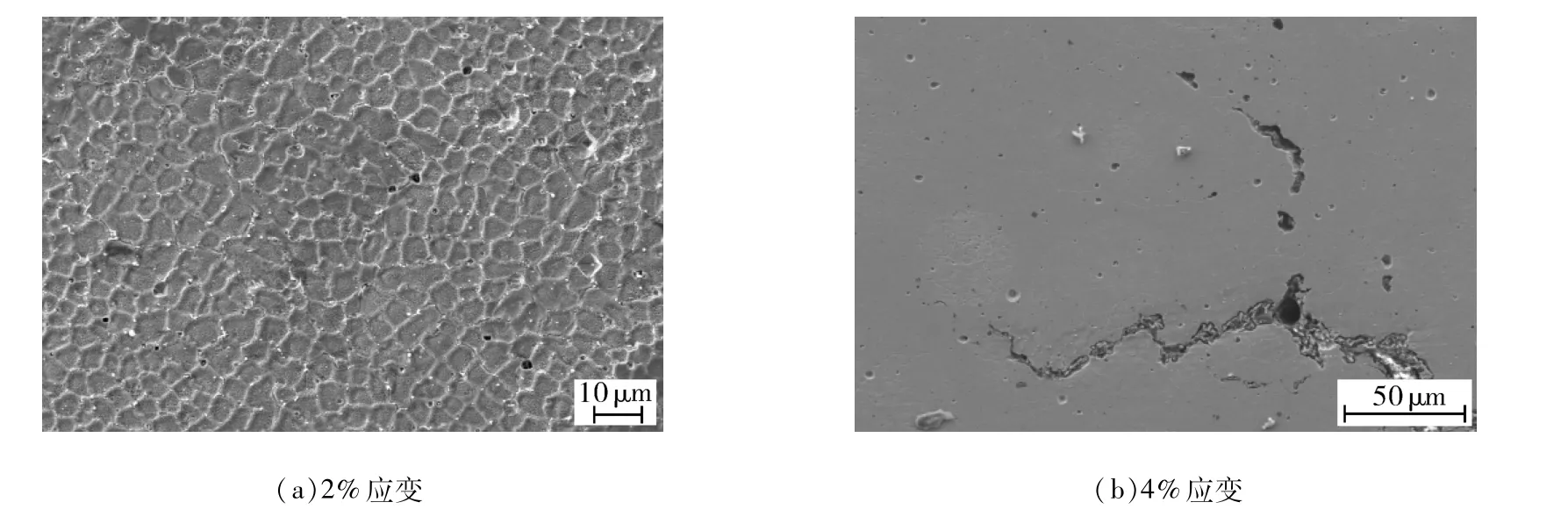
圖7 可調(diào)拘束試驗(yàn)結(jié)果
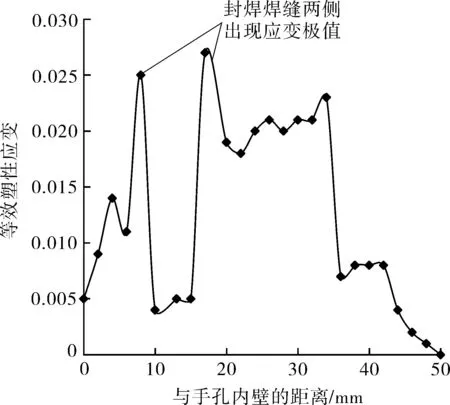
圖8 堆焊層表面塑性應(yīng)變分布
手孔模擬件堆焊層的有限元分析結(jié)果表明,封焊焊縫兩側(cè)的塑性應(yīng)變最大達(dá)到2.78%(如圖8所示),超過152堆焊層應(yīng)變?nèi)菹薹秶瑢?dǎo)致局部出現(xiàn)開裂。可見,手孔堆焊層的開裂是由于自身碳化物在晶界析出與焊接應(yīng)變共同作用的結(jié)果。
5 結(jié)論
(1)蒸汽發(fā)生器手孔模擬件經(jīng)過堆焊、封焊、模擬重復(fù)封焊后,復(fù)現(xiàn)出了與實(shí)際缺陷特征和位置一致的沿晶裂紋。
(2)152堆焊層開裂位置處存在長(zhǎng)條狀、顆粒狀碳化物沿晶界析出,是產(chǎn)生裂紋的先決條件。
(3)蒸汽發(fā)生器手孔152堆焊層開裂機(jī)理為碳化物誘導(dǎo)型DDC,開裂是碳化物在晶界析出與焊接應(yīng)變二者共同作用導(dǎo)致的。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
意林原創(chuàng)版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24