聚乙烯燃氣管道超聲相控陣檢測工程應用案例分析
2021-01-19 09:06:28施建峰陶楊吉安成名方海清鄭津洋
壓力容器 2020年12期
關鍵詞:檢測
施建峰,陶楊吉,安成名,方海清,鄭津洋
(1.浙江大學 化工機械研究所,杭州 310027;2.高壓過程裝備與安全教育部工程研究中心,杭州 310027;3.深圳市燃氣集團股份有限公司,廣東深圳 518000)
0 引言
2019年,我國國民經濟和社會發展統計公報指出天然氣的產量為1 761.7億立方米,同比增長10%;天然氣的進口量為9 656萬噸,同比增長6.9%[1]。天然氣的擴產與其使用規模的擴大,促進了燃氣管道的擴建。根據GB 50028—2006《城鎮燃氣設計規范(2020年版)》,我國城市中低壓管道普遍采用聚乙烯管[2]。聚乙烯管具有耐腐蝕性,使用壽命是鋼管在防腐層完好情況下的2倍;聚乙烯管具有抗沖擊性能和斷裂延伸率,實踐證明聚乙烯管能抵抗地震等自然災害的影響[3]。中國石油昆侖燃氣數據顯示,河北省燃氣管網系統中,聚乙烯管道的占比為77.6%,中壓、公稱直徑300 mm以下的管道100%采用聚乙烯管;山東省的中低壓管道同樣100%采用聚乙烯管[4]。
根據CJJ 63—2018《聚乙烯燃氣管道工程技術標準》規定,燃氣管道工程的驗收包括管道連接的驗收和管道工程的試驗。管道連接的驗收中,電熔接頭應滿足管材和管件相互對正、觀察孔內物料頂起、接縫處物料和電阻絲未被擠出等要求;熱熔接頭應通過卷邊對稱性檢驗、接頭對正性檢驗和部分接頭卷邊切除檢驗。管道工程的試驗應進行管道吹掃、強度試驗和嚴密性試驗。但這些驗收手段無法探查聚乙烯管接頭內部焊接情況,無法保證燃氣管道的安全性。無損檢測可有效識別接頭內部焊接情況,避免含嚴重缺陷的接頭帶壓服役。
超聲相控陣檢測技術具有設備便攜、操作簡便、運行無輻射和火星、結果直觀等優點,適用于燃氣管道的現場不停氣檢測。國內外開展了大量聚乙烯管道超聲相控陣檢測技術的研究。英國焊接研究所(TWI)[5]對在役聚乙烯管道電熔與熱熔接頭進行超聲相控陣檢測,發現電阻絲和熔合界面周邊出現孔洞和未熔合缺陷。美國西北國家實驗室(PNNL)[6]對聚乙烯管道熱熔接頭進行預置0.8~2.2 mm的缺陷檢測,驗證超聲相控陣檢測技術的檢測能力。鄭津洋等[7-14]在聚乙烯管道超聲相控陣檢測方面做了系統深入的研究,提出了熱熔接頭的耦合聚焦缺陷超聲檢測方法和電熔接頭相控陣超聲檢測技術,實現了聚乙烯管道接頭中各類焊接接頭的有效檢測,制定了GB/T 29461—2012《聚乙烯管道電熔接頭超聲檢測》和GB/T 29460—2012《含缺陷聚乙烯管道電熔接頭安全評定》兩項國家標準。國家逐漸提高了聚乙烯燃氣管道的檢驗要求,最新頒布的GB/T 38942—2020《壓力管道規范 公用管道》規定:現場電熔與熱熔焊接的聚乙烯管道及管路附件焊接處宜進行100%相控陣超聲檢測,并建議根據GB/T 29461—2012對電熔接頭進行無損安全檢測;GB/T 32434—2015《塑料管材和管件 燃氣和給水輸配系統用聚乙烯(PE)管材及管件的熱熔對接程序》也推薦采用超聲波等無損檢測方式進行焊接接頭的質量評價。
本文采用超聲相控陣檢測技術對深圳市10個燃氣管道工程的電熔與熱熔接頭進行抽樣檢驗,介紹檢測方案與檢測結果,分析缺陷產生的原因,為燃氣聚乙烯管道規范施工提供參考。
1 聚乙烯管道超聲相控陣檢測方法
1.1 電熔接頭檢測
GB/T 29461—2012完善地規范了聚乙烯管道電熔接頭的超聲相控陣檢測,包括一般要求、檢測程序、驗收標準、檢測報告等。在本項標準之后,美國于2018年頒布了ASTM E3170/E3170M-18《聚乙烯電熔接頭相控陣檢測的標準實施規程》。相比ASTM標準,GB/T 29461—2012包含了冷焊缺陷的檢測方法,并且給出各類典型缺陷的超聲圖譜對照圖,更加便于檢測人員實施檢測。
(1)一般要求。
GB/T 29461—2012對檢測人員、檢測設備、探頭、試塊、耦合劑和檢測對象等一般要求做出了嚴格的規范。檢測人員應根據GB/T 9445—2015《無損檢測人員資格鑒定與認證》的要求,通過資格鑒定和認證,并根據持有證書施行相應等級的檢測工作。檢測設備應具備標準規定的系統性能,并具有實時成像、測量圖像的功能,以滿足檢測需求。耦合劑應具有良好的透聲性,減少探頭與電熔接頭界面間的衰減,常采用水、甘油、水凝膠等。檢測對象為電熔接頭,其管件的材料和幾何尺寸應符合GB 15558.2—2016《燃氣用埋地聚乙烯(PE)管道系統第2部分:管件》的規范,且接頭表面應盡量平整,以不影響探頭與電熔接頭的聲耦合。
探頭和試塊的選擇與待檢接頭有關。探頭選用相控陣聚焦探頭,聚焦聲束以提高檢測的分辨力和靈敏度;探頭頻率根據不同的管件厚度選用,管件越厚,選用的探頭頻率越低。相控陣探頭的頻率越高,其聚焦的焦點越小,聚焦效果和檢測分辨力越好,但是超聲波衰減效應愈加嚴重。因此,為了平衡檢測分辨力和衰減效應,薄管件采用較高頻率的探頭,獲得最優的分辨力;厚管件采用頻率越低的探頭,降低衰減效應的影響。試塊采用與待檢接頭相同或具有相似聲學性能的材料制成,標準試塊為矩形,并在不同深度含有5個排列均勻的側面鉆孔;對比試塊具有與待檢接頭相同的外形尺寸和厚度,且含有人工缺陷或整齊電阻絲。GB/T 29461—2012標準試塊比ASME標準的表面平行試塊更接近實際的管道,當待檢接頭的公稱直徑較小時,標準試塊的檢測表面為曲面;當公稱直徑較大時,標準試塊的檢測表面為平面。
(2)檢測程序。
電熔接頭的檢測程序包括檢測時機、表面清理、靈敏度調節、檢測步驟和系統復核。檢測時機為電熔焊接結束且自然冷卻2 h之后;表面清理要求表面質量經外觀檢驗合格、污物清理、粗糙度滿足要求和不規則形狀不影響檢測結果。靈敏度調節可采用對比試塊或標準試塊調節,標準試塊調節時,調節檢測參數使獲得的檢測圖像上顯示每一個側面鉆孔;對比試塊調節時,調節檢測參數直到可以鑒別每一根電阻絲。檢測步驟中,首先按管件厚度選擇相控陣探頭,再進行檢測靈敏度的調節;然后耦合探頭與接頭表面;最后掃查電熔接頭。若檢測過程中檢測工具、靈敏度變化、連續工作4 h以上或者檢測結束,應進行系統復核。
(3)檢測結果。
電熔接頭中常見五類缺陷,分別為電阻絲錯位、孔洞缺陷、熔合面缺陷、冷焊和過焊缺陷。電阻絲錯位是電阻絲在水平或者垂直方向上發生的位移而形成的缺陷;孔洞缺陷是電阻絲周圍或者熔合界面附近的氣泡或空洞;熔合面缺陷是熔合界面未熔合或界面夾雜形成的缺陷;冷焊缺陷是輸入熱量不足而造成焊接界面已經熔合但界面強度不足的缺陷,冷焊缺陷可能在服役過程中發生開裂破壞;過焊缺陷是熔區材料因高溫發生裂解形成的缺陷。
1.2 熱熔接頭檢測
目前,國內外都尚未頒布熱熔接頭的超聲相控陣檢測國家標準,但其檢測方法已經成熟。上海市于2017年頒布了DB31/T 1058—2017《燃氣用聚乙烯(PE)管道焊接接頭相控陣超聲檢測》,該標準給出了熱熔接頭檢測的規范性附錄和特征圖譜的資料性附錄。由于此標準未給出不同類型缺陷超聲圖譜的明確辨識特征,因此本文未采用此標準進行熱熔接頭檢測。熱熔接頭檢測的基本檢測要求與電熔接頭檢測相同,包括檢測人員、檢測設備、耦合劑等一般要求和檢測前準備、系統復核等檢測程序。
(1)一般要求。
用于熱熔接頭檢測的探頭、楔塊和試塊同樣根據待檢接頭進行選擇。探頭根據管道壁厚選擇頻率和孔徑,越厚的管壁需要選擇越大的孔徑和越小的頻率。孔徑越大,超聲波聚焦穿透深度越深,但圖像質量將降低。因此,在滿足穿透深度的條件下,為提高圖像質量,應選擇主動孔徑較小的探頭。主動孔徑按下式計算:

式中 A——主動孔徑,mm;
n——激發陣元數量;
e,g——陣元寬度、相鄰陣元之間的間隙,mm。
楔塊的材料應具有低聲速、低聲衰減特性;曲率與管道表面的形狀吻合,以減少界面聲能損失;根據熱熔接頭檢測區域中所需要的折射角度,楔塊入射角度按下式計算[15]:

式中 α——楔塊入射角度,(°);
β1,β2——熱熔接頭檢測區域中所需要的折射角度,是掃查角度范圍內的起始角度和結束角度,(°);
cL1,cL2——楔塊和待檢接頭中的聲速,m/s。
試塊的材料和規格與待檢接頭相同,通過熱熔對接焊接方式制作,并在代表性缺陷位置處設置典型焊接缺陷。
(2)檢測程序。
熱熔接頭的檢測步驟,首先根據待測管道壁厚選擇探頭和楔塊,并調節靈敏度;然后標記起始位置和掃查方法;最后掃查熱熔接頭。為保證全面檢測接頭的焊縫區域,該區域內每個點至少被兩個方向的聲束覆蓋。扇掃描的掃查角度范圍根據待測焊縫區域設置,一般為楔塊入射角的±15°。檢測中還需注意,探頭前沿應該靠緊卷邊邊緣,以減小聲程;掃查起止位置和分段掃查的重疊范圍至少為20 mm。
(3)檢測結果。
熱熔接頭中常見四類缺陷,分別為裂紋缺陷、孔洞缺陷、熔合面夾雜和工藝缺陷。裂紋缺陷是環境條件或應力影響而在熔合面局部區域形成縫隙;孔洞缺陷是母材顆粒雜質、水分或縮孔而形成的接頭內部孔穴或氣泡;熔合面夾雜是熔合面上存在外來夾雜物造成熔合面粘結不牢而形成的缺陷;工藝缺陷是焊接工藝參數或操作不當而引起不對中、冷焊等缺陷。
2 城市燃氣聚乙烯管道的檢測應用
2.1 工程概況
因燃氣通氣、市政或第三方施工等要求,深圳燃氣實施新燃氣管路的敷設工程和已有燃氣管道的改道工程。經統計,本次共檢測2個新燃氣管路的敷設工程和8個已有燃氣管道的改道工程。新燃氣管路敷設工程中,大口徑的聚乙烯管道先進行熱熔焊接,再敷設于地下,然后用電熔焊接連接固定的管段;燃氣管道改道工程中,已埋地燃氣管道在切斷后重新電熔焊接。10個檢測工程包含了56個電熔接頭和54個熱熔接頭,具體檢測接頭的類型與數量統計如圖1所示。電熔接頭的類型包含直通、彎管、異徑、管帽和鞍形旁通。其中,2個異徑接頭分別為D160/90 mm的電熔直通變徑接頭和D63/32 mm電熔直通異徑接頭。

圖1 檢測接頭的類型與數量統計
2.2 檢測方案
在焊接完成后,待檢接頭自然冷卻2 h,直到接頭表面溫度恢復到常溫,清理接頭表面,然后進行超聲相控陣檢測,燃氣管道實地檢測現場圖2。

圖2 燃氣管道實地檢測現場
2.2.1 電熔接頭檢測方案
電熔接頭的檢測方案中,根據GB/T 29461—2012對不同公稱直徑的待檢接頭制定檢測方案,具體參數如表1所示。具體儀器參數設置及其依據參考文獻[16]。

表1 電熔接頭檢測方案
電熔接頭樣本中,大部分待檢接頭的公稱直徑為63~250 mm,管件厚度為12~28 mm,探頭頻率選擇5 MHz。其中,公稱直徑為63 mm和90 mm的電熔接頭焊接區域長度較短,選擇32個陣元的相控陣探頭進行線掃描;公稱直徑為110~250 mm的電熔接頭焊接區域較長,選擇64個陣元的相控陣探頭進行線掃描。樣本中最小的公稱直徑為32 mm,電熔管件厚度為7 mm,選擇7.5 MHz的探頭;電熔接頭的焊接區域長度較短,選用16個陣元的相控陣探頭進行線掃描。樣本中最大的公稱直徑為315 mm,該管件的壁厚大于25 mm,按標準選擇2 MHz的探頭頻率;但檢測區域的長度過大,且接頭表面有明顯凹凸和彎曲情況,選擇32個陣元的相控陣探頭進行扇掃描檢測。
2.2.2 熱熔接頭檢測方案
熱熔接頭的檢測方案中,對不同公稱直徑的待檢接頭制定檢測方案,具體參數如表2所示。具體儀器參數設置及其依據參考文獻[17]。公稱直徑為200 mm的待檢接頭,其管材的尺寸比為13.6、厚度為18.4 mm,選擇頻率為4 MHz、陣元數為16的探頭和型號為8N60L的楔塊進行扇掃描檢測。根據公式(1),陣元數16、陣元寬度0.45 mm和陣元間隙0.05 mm,求得主動孔徑為7.95 mm,滿足當前厚度聚乙烯管材的穿透要求。由于聚苯乙烯的聲速和聲阻抗與聚乙烯相近,且聚苯乙烯的材質較硬,可用于固定尺寸和角度的楔塊制作,因此選用聚苯乙烯作為楔塊材料;為了保證楔塊的軸向外徑大于待檢接頭的公稱直徑,楔塊的軸向外徑為320 mm;在保障掃查區域覆蓋接頭焊縫區域的前提下,為提高焊縫區域一次回波的覆蓋比例,本方案設定掃查角度范圍為40°~80°,即接頭所需折射角度分別為40°和80°,聚乙烯的縱波聲速在2 350 m/s左右,聚苯乙烯的縱波聲速約為2 360 m/s,根據公式(2)計算得楔塊入射角度為60.85°,為便于楔塊加工,取入射角度為60°。實際檢測中,擴大掃查角度范圍以顯示更完整的接頭二次回波圖像,掃查角度實際為30°~80°。

表2 熱熔接頭檢測方案

圖3 工藝驗證試塊

圖4 工藝驗證結果
公稱直徑為315 mm的待檢接頭,其管材的尺寸比為17、厚度為18.7 mm,通過工藝驗證,選擇相同檢測方案進行檢測。上述檢測方案進行工藝驗證,試塊由公稱直徑為315 mm的熱熔接頭切割而成,并于熔合界面處設置4個直通孔作為孔洞缺陷,如圖3所示;驗證結果存在清晰且明顯的4個孔洞缺陷反射信號和下方的卷邊信號,如圖4所示。因此,上述檢測方案滿足公稱直徑為315 mm待檢接頭的檢測要求。2.3 檢測結果
2.3.1 電熔接頭檢測結果
根據GB/T 29461—2012中的超聲圖譜和GB/T 29460—2012中缺陷的表征,電熔接頭檢測樣本中存在正常電熔接頭和含電阻絲錯位、孔洞、熔合面缺陷、過焊或冷焊缺陷的電熔接頭。其中,正常電熔接頭的檢測圖如圖5所示,圖中電阻絲均勻排布,電阻絲下方帶有明顯逐漸衰弱的拖尾現象;特征線的反射信號明顯,且特征線與電阻絲間距合理;拖尾現象下方存在管壁的反射信號。

圖5 正常電熔接頭檢測圖
含電阻絲錯位、孔洞、熔合面缺陷、過焊或冷 焊缺陷的電熔接頭檢測圖如圖6所示。

圖6 含缺陷電熔接頭檢測圖
電阻絲錯位的檢測圖如圖6(a)所示,第2根與第3根電阻絲的水平間距為2.5 mm,第4根與第5根電阻絲的正常水平間距為1.2 mm,電阻絲在水平方向上發生了位移。孔洞的檢測圖如圖6(b)所示,第4根電阻絲旁邊存在一個無拖尾的反射信號,且該信號使第4根電阻絲的拖尾現象消失,電阻絲附近存在孔洞。熔合面缺陷的檢測圖如圖6(c)所示,電阻絲下方出現明顯反射信號,特征線與電阻絲接近,熔合界面未熔合。過焊的檢測圖如圖6(d)所示,存在孔洞缺陷和電阻絲錯位,熔區材料發生裂解,可以看出,第5根與第6根電阻絲中間存在無拖尾的反射信號,且該信號使第6根電阻絲的拖尾現象消失,電阻絲附近存在孔洞;第4根與第5根電阻絲的水平間距為4.54 mm,第6根和第7根電阻絲的水平間距為2.23 mm。冷焊缺陷的檢測圖如圖6(e)所示,特征線與電阻絲的間距L′=1.85 mm,正常焊接相同型號電熔接頭的電阻絲間距平均值L=2.6 mm,焊接界面已經熔合,但是強度不足。根據GB/T 29460—2012中冷焊程度計算公式(見式(3))計算得冷焊程度H=28.8%,小于30%,該冷焊缺陷為可以接受缺陷。

2.3.2 熱熔接頭檢測結果
根據熱熔接頭在超聲相控陣檢測中的成像規律,熱熔接頭檢測樣本中存在正常熱熔接頭和含疑似孔洞、裂紋或熔合面夾雜缺陷的熱熔接頭。正常的熱熔接頭檢測圖如圖7所示,深度19 mm處存在明顯的卷邊信號,且卷邊上方的焊縫檢測區域中無其他明顯反射信號。

圖7 正常熱熔接頭檢測圖

圖8 含缺陷熱熔接頭檢測圖
疑似孔洞、裂紋和熔合面夾雜缺陷的熱熔接頭檢測圖如圖8所示。孔洞缺陷檢測圖如圖8(a)所示,焊縫檢測區域中存在一個明顯的反射信號且邊緣較為圓潤,接頭內部疑似存在孔洞。裂紋的檢測圖如圖8(b)所示,焊縫檢測區域中存在兩個明顯的反射信號且在同一垂直線上,位于上方的反射信號強度高于下方的反射信號,熔合面局部區域疑似存在縫隙。熔合面夾雜缺陷如圖8(c)所示,焊縫檢測區域內存在較弱的反射信號,且其邊緣較為模糊,熔合面上疑似存在外來夾雜物。
3 分析與討論
3.1 燃氣管道缺陷情況
操作人員預先被告知所焊接接頭將進行無損檢測,且現場使用的焊機具有焊接時間記錄與報警功能,因此,檢測結果應當體現了現有聚乙烯燃氣管道較好的焊接質量水平。根據檢測結果,對56個電熔接頭和54個熱熔接頭按不同公稱直徑、缺陷類型進行統計分析。
3.1.1 電熔接頭缺陷情況
電熔接頭樣本中共存在35個含缺陷的電熔接頭,其統計結果如圖9所示(圖中,不同公稱直徑含缺陷接頭的概率如點線圖所示,相同公稱直徑中含有不同缺陷的接頭數量如柱狀圖所示)。由圖9可以看出,公稱直徑較大的電熔接頭、缺陷出現概率較大。其中,2個公稱直徑為90 mm的彎頭電熔接頭未出現任何缺陷;1個公稱直徑為250 mm的直通電熔接頭,同時出現電阻絲錯位和孔洞缺陷。不同缺陷類型中,電阻絲錯位、孔洞缺陷和過焊缺陷出現的概率較高,熔合面缺陷出現的概率較低。樣本中共存在23個含電阻絲錯位缺陷的電熔接頭,概率為41.1%;24個含孔洞缺陷的電熔接頭,概率為42.9%;14個含過焊缺陷的電熔接頭,其概率為25.0%;1個含熔合面缺陷的電熔接頭,概率為1.8%;1個冷焊缺陷的電熔接頭,概率為1.8%。
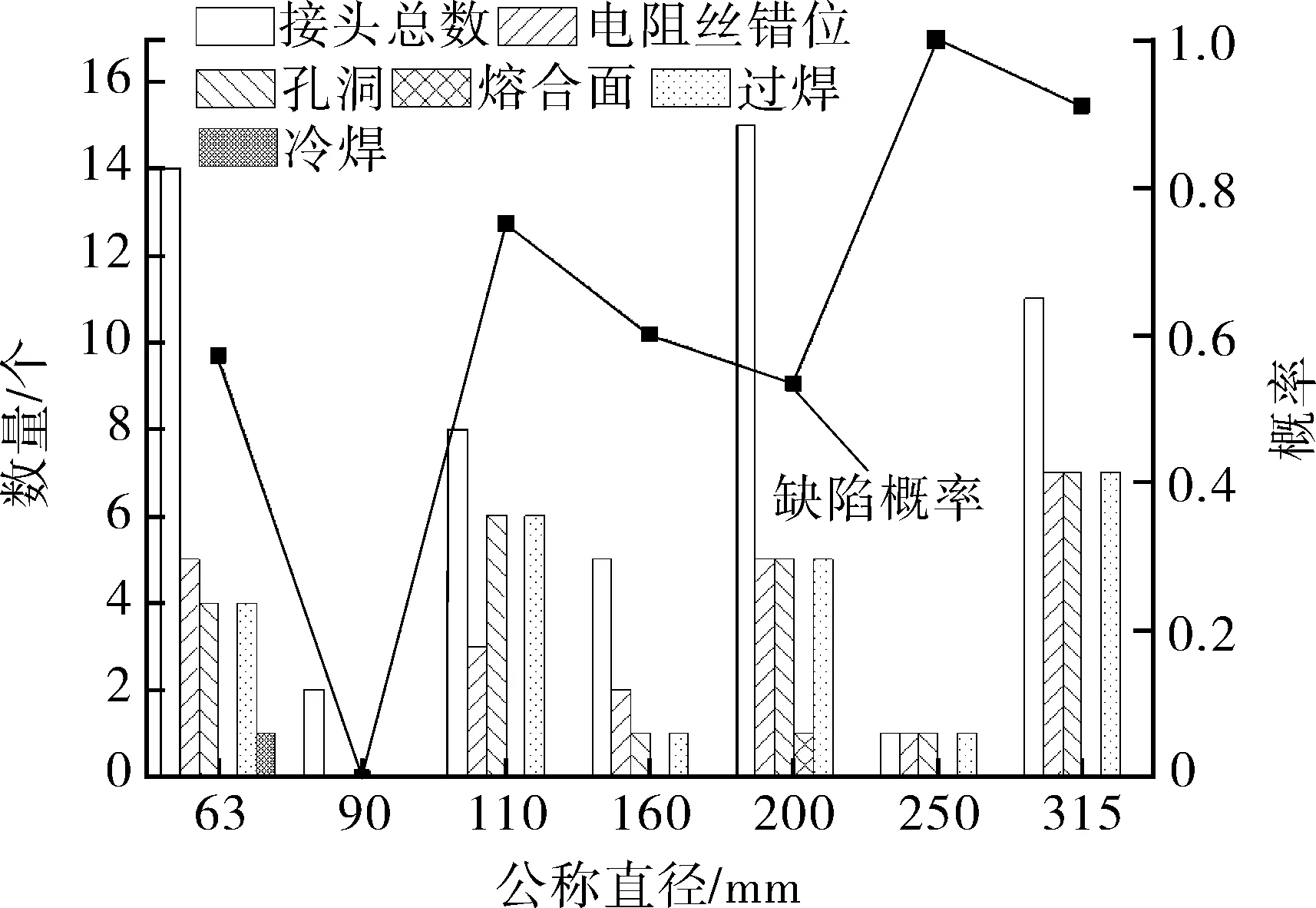
圖9 電熔接頭的統計結果

圖10 不可接受缺陷的檢測圖像
根據GB/T 29460—2012,含缺陷電熔接頭通過安全評價得出共存在4個含有不可接受缺陷的電熔接頭,危險缺陷概率為7.1%。4個缺陷分別為1個電阻絲錯位、2個孔洞和1個熔合面缺陷。含不可接受電阻絲錯位的直通電熔接頭,第1根電阻絲與第2根電阻絲相互接觸,如圖10(a)所示;含不可接受孔洞的直通電熔接頭,第5~7根電阻絲之間存在長度為6.70 mm的單個孔洞,該孔洞長度大于熔合區長度的10%,如圖10(b)所示;另一個含不可接受孔洞的直通電熔接頭,第2~4根電阻絲之間存在長度為6.93 mm的孔洞,孔洞長度大于熔合區長度的10%,如圖10(c)所示。其中,上述2個含不可接受孔洞的電熔接頭熔合區長度都為40 mm。含不可接受熔合面缺陷的直通電熔接頭,電阻絲下方全部為未熔合信號,熔合面完好區域的長度為零,小于GB 15558.2—2016中規定熔合區的標稱長度,如圖10(d)所示。此熔合面缺陷是焊接時間過短造成的未熔合,現場檢出后進行重新焊接,修復了該熔合面缺陷。
3.1.2 熱熔接頭缺陷情況
熱熔接頭樣本中共存在10個含缺陷的熱熔接頭,其統計結果如圖11所示(圖中,不同公稱直徑含缺陷接頭的概率如點線圖所示,相同公稱直徑中含有不同類型缺陷的接頭數量如柱狀圖所示)。公稱直徑較大的熱熔接頭缺陷出現概率較大。公稱直徑為200 mm熱熔接頭的缺陷出現概率為13.3%;公稱直徑為315 mm熱熔接頭的缺陷出現概率為20.5%。不同缺陷類型中,孔洞和熔合面夾雜缺陷出現的概率較高,裂紋缺陷出現的概率較低。樣本中,含孔洞缺陷的熱熔接頭共存在4個,含夾雜缺陷的熱熔接頭共存在5個,含裂紋缺陷的熱熔接頭僅存在1個。

圖11 熱熔接頭缺陷概率統計
3.2 焊接缺陷的產生原因
焊接過程中,人員操作、焊接機器、管材管件、焊接工藝和焊接環境等因素容易導致焊接接頭處出現缺陷。
電熔接頭樣本中,由于電熔焊接主要應用于燃氣改道工程,埋地管道被切割后存在預彎曲應力,導致重新接上的管材在彎曲段焊接,造成管件和管材之間局部配合間隙過大或過小。管道預彎曲應力或者焊接時間過長將導致電阻絲錯位缺陷;焊接接頭的焊接熱量不足或管件與管材的間隙過大將導致冷焊缺陷或熔合面缺陷;焊接時間過長將導致孔洞或過焊缺陷。檢測結果中冷焊缺陷和熔合面缺陷出現較少,主要由于焊接程序的嚴格控制、焊機的報警反饋功能和預設的焊接時間為合適焊接時間范圍中的較高值[18]。
熱熔接頭樣本中,由于熱熔接頭主要應用于主管網的管路新建工程,管材公稱直徑和壁厚較大,而壁厚較大將導致冷卻時管壁各處散熱速度不一致,從而造成對接面出現縮孔,并且熱熔焊接的焊接環境較為雜亂,泥土、水、油污等微小顆粒可能附著在管件端面。較大的縮孔將形成孔洞缺陷;管件端面不平整和未完全冷卻便卸除夾具都可能導致裂紋缺陷的產生;管件端面不潔凈將導致熔合面夾雜缺陷。
4 總結與建議
本文對深圳市10個燃氣管道工程的聚乙烯管道進行現場不停氣檢測,檢測出電熔與熱熔接頭的各類焊接缺陷,排查了聚乙烯燃氣管網中存在的安全隱患。本次對在役城市燃氣聚乙烯管道的無損檢測與安全評定可為聚乙烯管道無損安全評價的進一步推廣提供示范。
4.1 總結
(1)超聲相控陣檢測的檢測標準、檢測設備和檢測方法已經成熟,可實現公稱直徑為32~315 mm聚乙烯燃氣管道的現場不停氣檢測,檢測精度和靈敏度均可達到國家標準。
(2)10個聚乙烯燃氣管道工程的檢測數據顯示,電熔接頭中不可接受缺陷的概率為7.1%,熱熔接頭的缺陷出現概率為18.5%。從管徑分布上分析,聚乙烯管道的公稱直徑越大,焊接接頭出現缺陷的概率越高。
(3)電熔接頭檢測出電阻絲錯位、孔洞、熔合面缺陷、過焊和冷焊缺陷,其中電阻絲錯位、孔洞和過焊缺陷為常見缺陷;熱熔接頭檢測出孔洞、裂紋和熔合面夾雜缺陷,其中孔洞和熔合面夾雜缺陷為常見缺陷。
4.2 建議
(1)含缺陷聚乙烯燃氣管道接頭大多能滿足燃氣工程的驗收要求,但缺陷可能在使用過程中發生擴展,導致燃氣管道泄漏。建議將聚乙烯燃氣管道的無損檢測納入施工驗收規范中。
(2)電熔焊接工藝雖然強度和自動化程度高,但不同管件生產廠家的熔區長度、焊接電阻、焊接時間各不相同,產品標準化程度低,出現焊接缺陷的概率高。建議全面地對相關規格產品的焊接工藝、焊接質量進行檢測與驗證。
(3)建議加快聚乙烯管道熱熔接頭的無損檢測與安全評定的國家標準建設。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48