TP321H不銹鋼再熱裂紋試驗研究
2021-01-19 09:06:18卜華全任明皓
壓力容器 2020年12期
卜華全,任明皓,周 煜
(合肥通用機械研究院有限公司,合肥 230031)
0 引言
近年來,由于資源和環境問題的日益嚴峻,工業裝置呈現出高參數、大型化的發展態勢,壓力管道也逐漸向大口徑、超厚壁方向發展,給其設計制造和安全保障提出了更高的要求。迄今為止,國內已采用TP347H,TP321H等穩定化奧氏體不銹鋼制造了大量厚壁壓力管道,但由于缺乏對高溫下的材質損傷、碳化物演化規律、殘余應力松弛等現象的深入研究,致使管道在穩定化處理過程中經常發生再熱開裂現象[1-3]。特別是隨著管道壁厚增大,這些問題變得更加突出,2007年,國內某煤制油工程的大口徑厚壁不銹鋼管,材料為TP347H,在焊后進行900℃穩定化處理時約有1/3的焊接接頭出現再熱裂紋,最大裂紋長度可達上百毫米[4]。近年來,國內對穩定化奧氏體不銹鋼的再熱開裂進行了一些研究,但對其機理仍缺乏了解。為避免產生再熱裂紋,目前針對TP321,TP347管道一般都不再進行焊后穩定化處理,但這又會帶來管道服役過程中產生腐蝕開裂的風險。文中通過對TP321H鋼進行再熱裂紋敏感性試驗,探索穩定化不銹鋼產生再熱裂紋的機理。
1 試驗用材料和試驗方法
1.1 試驗用材料
試驗用材料為TP321H,厚度為12.7 mm,其化學成分見表1,高溫力學性能見表2,部分試樣 從厚度為26 mm的管件上取樣。

表1 試驗用材料TP321H的化學成分 %

表2 TP321H高溫(900℃)力學性能
試驗用焊條為直徑3.2 mm的GES-347焊條,符合GB/T 983—2012《不銹鋼焊條》和AWS A5.4中E347-16的要求,其化學成分見表3。

表3 試驗用焊條的化學成分 %
1.2 試驗方法
1.2.1 焊接熱影響區的模擬
本次試驗選擇對母材進行1 200℃×15 min的熱處理工藝來模擬焊接熱影響區的組織,選擇該工藝可以在保證晶粒尺寸的同時,也兼顧晶界碳化物的溶解量[5]。

圖1 熱處理法制作的模擬HAZ試樣的金相組織與實際HAZ對比

圖2 模擬HAZ的熱處理工藝及實測曲線
試樣的金相組織如圖1(a)所示,實際焊接接頭熱影響區的組織如圖1(b)所示。從金相組織對比看,兩種試樣的晶粒尺寸相近。熱處理工藝和實際模擬的熱處理曲線見圖2。采用熱處理法而不是熱模擬方法,主要是考慮在較長的標距范圍內能得到均勻的熱影響區組織,確保高溫試驗部位是均勻的模擬HAZ組織。
1.2.2 焊接試板的制作
采用TP321H鋼管制作焊接試件,試件規格為:?168 mm×12.7 mm,采用如圖3(a)所示的V形坡口,手工電弧焊,焊條為直徑3.2 mm的GES-347焊條,焊條焊前經350℃×1 h烘干。
焊接工藝如下:焊前不預熱,層間溫度≤100℃,焊接電流90~110 A,電弧電壓22~24 V,焊接速度7~10 cm/min。制作完成的試件接頭宏觀照片見圖3(b)。
焊接接頭各區的金相組織見圖4。文中焊接接頭試樣均取自焊態下的焊接試板。

圖3 制作的焊接試件

圖4 焊接試板焊接接頭金相組織
1.2.3 再熱裂紋恒載試驗
高溫恒載試驗用于測量試樣在試驗溫度下的臨界斷裂應力[6],其是對模擬HAZ或焊接接頭試樣在試驗溫度下施加恒定的載荷,測量相應的斷裂時間。通過不同載荷的系列試驗,再熱裂紋試驗有開裂和斷裂兩種判據,本文采用斷裂判據,即當載荷低于一定值時,試樣在一定的時間內不發生斷裂,此載荷定義為試驗溫度下的臨界斷裂應力,在此載荷下,規定的熱處理時間內不會發生開裂。試驗溫度均為900℃。
1.2.4 高溫緩慢拉伸試驗
高溫緩慢拉伸試驗是評價材料再熱裂紋敏感性的一種試驗方法[6],分別對采用熱處理法模擬HAZ的試樣和實際焊接接頭試樣進行試驗,試驗程序如圖5所示。
試驗在蠕變試驗機上進行,先不施加載荷的情況下,將試樣加熱到900℃,保溫15 min后,以恒定的應變速率(5×10-4/s)進行拉伸、直至試樣斷裂,待試樣拉斷后冷卻到室溫,測量斷面收縮率(ROA)。

圖5 高溫緩慢拉伸試驗程序
2 試驗結果和討論
據相關文獻報道[7-8],TP321H鋼的再熱裂紋敏感溫度在900℃左右,而穩定化處理的溫度一般也選擇900℃,為此,本次試驗采用的試驗溫度均為900℃。
2.1 模擬HAZ試樣恒載試驗
模擬HAZ在900℃的恒載試驗結果如圖6所示。可以看出,TP321H鋼HAZ在900℃下的再熱裂紋臨界斷裂應力約為57 MPa。

圖6 模擬HAZ在900℃下的恒載試驗結果
模擬HAZ試樣在900℃,76 MPa恒載試驗前后的金相組織如圖7所示。試樣拉伸變形部位未發現裂紋,只是由于拉伸的作用晶粒都被拉長了,晶粒在如此大的變形下晶界仍未發生開裂,說明其不易產生再熱開裂。

圖7 模擬HAZ試樣恒載試驗前后的金相組織
2.2 模擬HAZ試樣高溫緩慢拉伸試驗
對熱處理法模擬HAZ的試樣進行900℃下的高溫緩慢拉伸試驗,其斷面收縮率為88%左右,一般認為高溫緩慢拉伸試驗中,斷面收縮率大于20%時,則其對再熱裂紋不敏感[9]。說明TP321H的HAZ對再熱裂紋不敏感。
2.3 焊接接頭恒載試驗
焊接接頭在900℃下的高溫恒載試驗結果如圖8所示。可以看出,TP321H 鋼焊接接頭在900℃下的再熱裂紋臨界斷裂應力約為35 MPa。該應力已遠低于80%母材高溫屈服強度,說明焊接接頭的再熱裂紋敏感性較高。

圖8 焊接接頭在900℃下的恒載試驗結果
焊接接頭高溫恒載試驗中試樣均斷在焊縫位置,900℃,76 MPa的高溫恒載試驗的試樣斷后的金相照片如圖9所示,可以看出,在斷口附近的焊縫上存在裂紋,裂紋走向為沿焊縫柱狀晶的晶界擴展,具有典型的再熱裂紋特征,HAZ和母材未見裂紋。說明焊接接頭在穩定化處理過程中,焊縫是發生再熱裂紋的敏感部位。

圖9 900℃,76 MPa高溫恒載試驗斷后金相照片
2.4 焊縫高溫緩慢拉伸試驗
對焊縫金屬進行900℃下的高溫緩慢拉伸試驗,測得焊縫金屬在900℃下的斷面收縮率為7.27%,可見,焊縫金屬在900℃下有較高的再熱裂紋敏感性,斷后試樣的金相照片如圖10(a)所示。從試樣的斷裂形貌來看,焊縫金屬在沒有明顯變形就發生了斷裂,而兩端的母材雖然已發生了很大的變形,但并沒有發生斷裂。說明在緩慢拉伸過程中,焊縫在900℃下的強度高于母材,所以在拉伸過程中試樣發生的變形基本都集中在母材上,但焊縫的晶界強度較低,雖然其晶內強度高于母材,但晶界上由于析出的碳化物高溫強度較低,在高溫緩慢拉伸過程中因蠕變而發生斷裂,印證了TP321H鋼的再熱裂紋屬于蠕變斷裂機制。

圖10 焊縫金屬900℃高溫緩慢拉伸試樣斷后照片
高溫緩慢拉伸試樣斷口掃描電鏡照片如圖10(b)所示,一排排柱狀晶清晰可見,斷口上有韌窩,可見其開裂都是沿柱狀晶的晶界擴展的。
2.5 TP321H鋼產生再熱裂紋的機理探討
高溫恒載試樣斷后的金相照片如圖11所示。
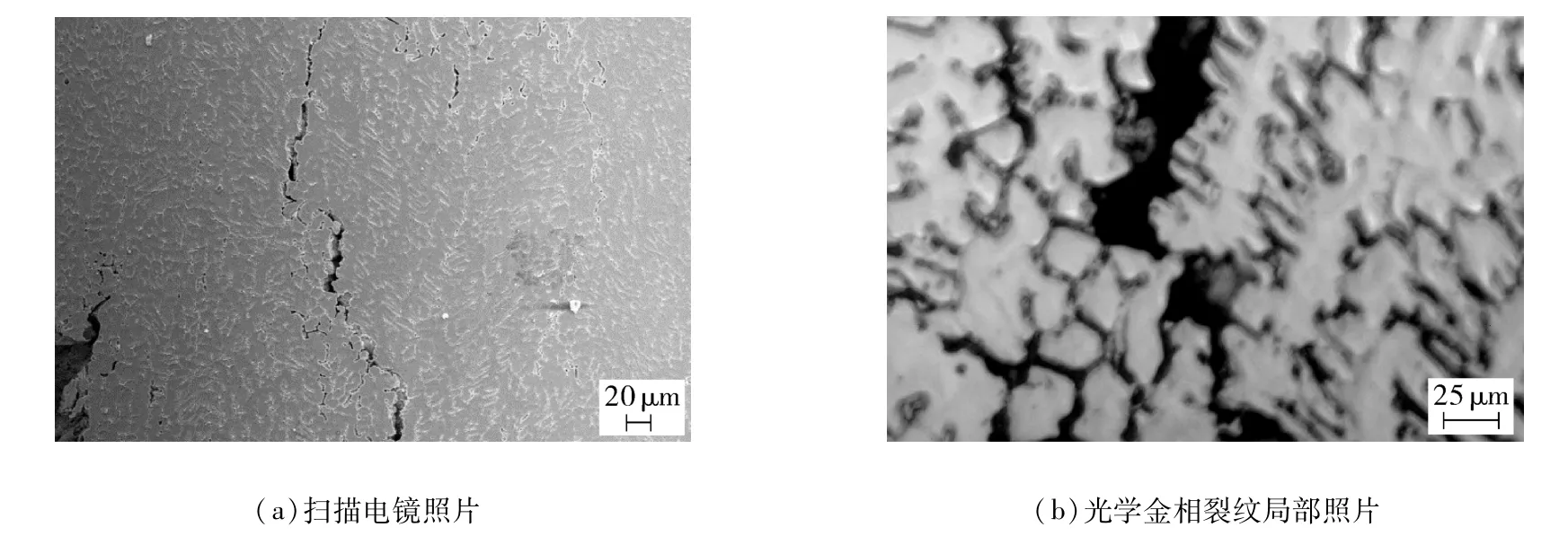
圖11 高溫恒載試樣斷后的金相照片
從圖11可以看出,焊縫上的裂紋是沿原奧氏體柱狀晶的晶界擴展的,由于試驗時加載的應力與柱狀晶方向有一定夾角,沿柱狀晶擴展的裂紋會跨過柱狀晶與柱狀晶另一側的裂紋連接起來,形成更長的裂紋。
對該試樣進行掃描電鏡觀察,其電鏡照片如圖12所示。可以看出,裂紋形貌為沿晶界分布的微孔韌窩(見圖12(a)),微孔相互連接形成裂紋。在未發生開裂的晶界上可以看到析出的碳化物(見圖12(b)),能譜分析發現有Nb元素(見圖12(c)),說明焊縫上產生再熱裂紋與高溫下NbC的析出相關。

圖12 斷裂試樣的掃描電鏡照片
從圖11(b)可以看出,開裂部位有明顯的晶界滑移現象,而且是在較低的應力作用下出現的,其機理屬于晶界蠕變開裂機制。CHABAUDREYTIER等[5]曾用321不銹鋼進行晶界滑動的觀察試驗,驗證了這種機制。在這種機制中,晶界滑移有助于形成孔洞,再熱裂紋與蠕變斷裂具有相似的裂紋形態,且開裂機制也都是孔洞的形成和聚集。文獻[5]中通過裂紋表面的掃描電鏡照片,可看到樣品內存在韌窩和斷裂平面。
在TP321H焊接熔池冷卻過程中,焊縫金屬由于Nb等碳化物形成元素的彌散析出導致晶內強化,在隨后的穩定化處理過程中,由于Nb在晶界析出,導致晶界脆化,且由于殘余應力的存在,穩定化處理過程中殘余應力釋放產生的蠕變必然集中在晶界上,當脆弱的晶界延性耗盡時,就產生了裂紋。
3 關于TP321H鋼厚壁管道焊后穩定化熱處理的討論
奧氏體不銹鋼一般不會產生再熱裂紋,但是對含穩定化元素的不銹鋼進行焊后穩定化處理時有可能產生再熱裂紋。含有Nb并生成NbC的347型不銹鋼對這種裂紋敏感[8]。國內外加氫裝置高溫部分的管道均選用穩定化型不銹鋼,主要為含鈦的ASME A312 TP321或含鈮的ASME A312 TP347兩種奧氏體不銹鋼。采用穩定化型不銹鋼主要是防止在連多硫酸應力腐蝕環境下,可能產生連多硫酸應力腐蝕開裂。由于高溫許用應力的差異,加氫裂化裝置反應器之間的管道若采用TP347,其管道壁厚和重量均比采用TP321小,總價格約低12.9%[10]。但TP347焊后穩定化處理過程中更容易產生熱裂紋和再熱裂紋[11]。一般認為,Nb元素的存在是造成這一現象的主要原因。由于Nb是強烈的碳化物、氮化物形成元素,容易形成低熔點的共晶體,增加焊縫金屬的開裂傾向。
對奧氏體不銹鋼是否進行焊后熱處理存在爭議,ASME 規范中已經刪除了強制性要求。SH/T 3523—2009《石油化工鉻鎳不銹鋼、鐵鎳合金和鎳合金焊接規程》中規定:焊接接頭的焊后熱處理應按設計文件規定執行,也沒有強制性要求。NB/T 10068—2018《含穩定化元素不銹鋼管道焊后熱處理規范》規定:壁厚大于等于40 mm的管道,為避免熱處理過程中產生再熱裂紋的風險,一般不進行焊后穩定化熱處理。但321,347類不銹鋼在一定的使用條件下,設計傾向于進行穩定化熱處理,NACE RP0170標準也規定:當有連多硫酸應力腐蝕(PTA SCC)風險時,可以采用穩定化處理來提高抗敏化性。在TP321H的安裝制造現場,應考慮現場穩定化處理是否能夠起作用、是否能夠實現設計意圖、會有什么壞的影響、是否可以不進行穩定化處理[12]。
4 結論
對TP321H鋼模擬HAZ和焊接接頭分別進行900℃的高溫恒載試驗和高溫緩慢拉伸試驗,得到主要結論如下。
(1)恒載試驗結果表明,模擬HAZ的900℃下的臨界斷裂應力為57 MPa,焊接接頭900℃下的臨界斷裂應力為35 MPa,焊縫在穩定化處理時更容易產生再熱裂紋。
(2)高溫緩慢拉伸試驗結果表明,模擬HAZ在900℃下的斷面收縮率為88%左右,再熱裂紋敏感性較低;而焊縫在900℃下的斷面收縮率為7.27%,再熱裂紋敏感性較高。
可見,TP321H鋼焊接接頭具有較高的再熱裂紋敏感性,發生的開裂主要集中在焊縫上。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24