渣油加氫反應進料泵預熱階段泄漏原因分析與處理
2021-01-14 06:06:46董飚
石油化工技術與經濟 2020年6期
董 飚
(中國石化上海石油化工股份有限公司煉油部,上海 200540)
中國石化上海石油化工股份有限公司(以下簡稱上海石化)3.9 Mt/a渣油加氫裝置是該公司煉油改造工程中的主體裝置,采用中國石化工程建設有限公司開發的固定床渣油加氫技術。為了提高渣油加氫裝置的脫雜質率,選擇中國石油化工股份有限公司石油化工科學研究院開發的脫硫催化劑RMS-30、脫金屬催化劑RMS-35等新一代RHT系列渣油加氫催化劑。裝置的反應部分流程是:濾后渣油原料經反應進料泵升壓后,與循環氫、新氫的混合氫混合,混氫油先后與熱高分氣、反應產物換熱后,進入反應進料加熱爐加熱,再進入加氫反應器,在催化劑的作用下,進行加氫反應,反應產物進入熱高分分離器。主要設備包括反應進料泵、循環氫壓縮機、反應進料加熱爐、加氫反應器、熱高分分離器、熱低分分離器等。反應進料泵設置了液力透平,回收從熱高分分離器到熱低分分離器的能量,用于驅動反應進料泵。
1 泵在預熱階段出現泄漏問題
反應進料泵P-1802是渣油加氫裝置的核心設備,是保證裝置長期安全生產的關鍵,該泵為BB5型雙殼體泵。其操作條件為:介質為渣油,流量為300 m3/h,入口壓力為0.6 MPa,出口壓力為19.95 MPa,揚程為2 342 m,操作溫度255 ℃,軸功率為2 339 kW。
反應進料泵P-1802的結構見圖1所示。泵分兩段,每段6個葉輪,背靠背布置。在泵芯殼體有1段泵芯和2段泵芯:1段泵芯包括入口殼體、1~6級殼體、段間殼體,由螺栓連接在一起,在驅動端的固定塊和頂絲的作用下,與泵殼體的入口端貼合在一起;2段泵芯包括7~12級殼體,由螺栓連接在一起,在1、2段泵芯之間的彈簧作用下,2段泵芯與泵大蓋貼合在一起。在驅動端的固定塊和頂絲的作用下,與泵殼體的入口端固定在一起。介質在泵內的流動方向是:從驅動端的泵入口進入,經過6級葉輪的升壓,從段間殼體的1段出口流出,經過2段與泵殼體間的空間流道非驅動端的2段入口,再經過6級葉輪的升壓,從段間殼體的2段出口流出到泵出口。
反應進料泵P-1802最初的故障是流量偏低、軸位移偏大。原因是泵體內部密封件和零部件損壞、沖刷嚴重。更換相應零部件,泵體組裝后,進行了性能測試。對試驗數據進行核算,該泵在300 m3/h的額定流量下,揚程達到2 389 m(原泵2 342 m),效率為74%(原泵70%),性能良好。
泵體在現場進行安裝、管線連接、對中找正、潤滑油投用后,開始預熱。隨著預熱溫度的上升,泵的入口端殼體開始泄漏,泄漏部位見圖2所示。預熱溫度達到150 ℃時,泄漏呈線流狀。為了檢查泄漏發生的部位,對雙端面機封的緩沖罐的情況進行了檢查,還對驅動端軸承進行了解體,判斷機械密封的墊片是否泄漏,均良好。圖2中,高、低壓墊片均為石墨材質。高壓墊片承受的是泵進、出口壓差,若發生泄漏,是從泵出口向泵入口泄漏,并且在性能測試時,已經經受了高壓的考驗;低壓墊片承受的是泵進壓力,若發生泄漏,是從泵入口向大氣泄漏,并且在性能測試時,沒有經受壓力的考驗。因此,可以斷定泄漏應該是圖2的低壓墊片存在問題。為了判斷是不是低壓墊片存在壓縮不足的情況,導致泄漏的發生,對泵芯頂絲進行緊固后,泄漏狀況沒有解決。
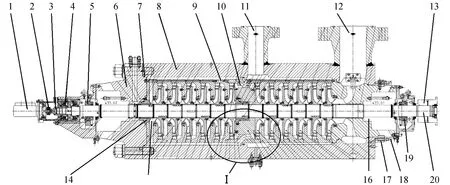
1-軸頭泵;2-聯軸節;3-軸承螺母;4-推力軸承;5-支撐軸承;6-泵蓋;7-泵蓋墊片;8-泵殼體;9-泵芯組件;10-二段出口;11-泵出口;12-泵入口;13-聯軸器;14-減壓襯套;15-二段入口;16-機械密封;17-固定塊;18-頂絲;19-支撐軸承;20-軸
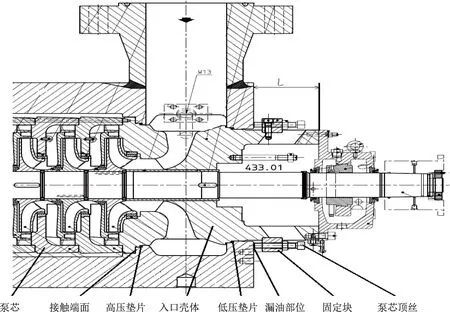
圖2 泵體入口部位結構
2 泄漏原因分析
為了解決泵體泄漏的問題,將泵體重新進行解體。結合內部件的損傷情況,分析泄漏原因如下。
(1)低壓墊片的內圈有損傷:這是不是泄漏的原因呢?答案是否定的,這個損傷應該是泵芯拆卸過程中發生的,其原因一是安裝的時候,首先將高、低壓墊片套在泵芯上,再將泵芯裝入泵殼體,安裝過程中石墨墊片內圈不可能受到損傷;二是如果這個損傷已經存在的話,在性能試驗時,不可能承受0.21 MPa 的入口壓力。
(2)低壓墊片壓縮量問題:低壓墊片壓縮量不足是不是泄漏的原因呢?答案是否定的。比較第一次安裝的石墨墊片和新進口的石墨墊片厚度,數據見表1。
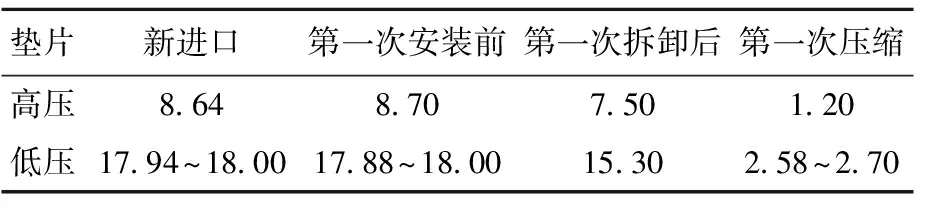
表1 石墨墊片厚度 mm
從表1可以看出:第一次安裝的高、低壓墊片的原始厚度與新進口的石墨墊片厚度相差無幾,壓縮量足夠,在性能測試時,高壓墊片可以承受20 MPa的壓力,該泵在第一次檢修前也已經運轉了6年。
(3)低壓墊片是不是有質量問題?掰開拆下來的低壓墊片的漏油部位,發現石墨墊片明顯有分層,層與層之間有油;高壓墊片的截面不分層,比較干燥。說明低壓墊片在制作過程中,局部存在未壓實的情況,在常溫下可以承受0.21 MPa的水壓,在性能測試時沒有發生泄漏。但是在現場預熱時,油溫到達100 ℃以上,油壓達到0.5~0.6 MPa 時,油的滲透性好,通過低壓墊片的夾層,發生泄漏。
3 墊片緊固方法與密封機理
現場緊固為什么沒有解決低壓墊片的泄漏呢?這是由泵的結構決定的。在圖2中,泵芯的入口殼體上,均勻地安裝了4個固定塊,由螺栓固定,每個固定塊又有4條頂絲,頂在泵的殼體端面上,頂絲的力矩越大,泵芯伸出殼體越多,L尺寸越大,高、低壓墊片就被壓縮的越多。但是石墨墊片也不能無限制地被壓縮,采取的手段是:圖2中,泵芯的入口殼體與泵殼體有一個接觸端面,起到限制高、低壓墊片壓縮量的作用,也就是說,入口殼體與泵殼體接觸端面接觸,石墨墊片就不再被進一步壓縮。因此,現場通過增加頂絲的力矩解決不了低壓墊片的泄漏。
如何確保高、低壓墊片壓縮量到位了呢?緊固方法如下:
(1) 將泵芯、泵殼體直立;
(2) 泵芯先不裝墊片,將泵芯裝入殼體內,殼體大蓋也在不裝墊片的情況下安裝到位;
(3) 泵體水平放置;
(4) 安裝固定塊和頂絲,逐步增加頂絲的力矩。反復測量L值,尺寸L會隨著力矩的增加而逐步增加,直到再增加頂絲力矩,L值不再增加為止。這時可以認為,入口殼體與泵殼體接觸端面已經緊密貼合,記錄下此時的L值;
(5) 拆卸大蓋,抽出泵芯;
(6) 將高、低壓墊片裝在泵芯上,大蓋石墨墊片裝在大蓋上;
(7)將泵芯裝入殼體內,殼體大蓋也安裝到位,泵體水平放置;
(8)重復過程(4),直到L值達到剛才的數值為止。
高、低壓墊片是如何同時實現密封的呢?高壓墊片承受的是泵進出口的壓差,近20 MPa;低壓墊片承受的是泵進口的壓力,近0.65 MPa。它們承受的壓力不同,又都是通過增加泵芯頂絲的力矩而被壓縮的,同時達到密封的效果。這些應該是泵的設計者根據石墨材料的特性,設計了石墨墊片不同的厚度、壓縮量。與低壓墊片相比,高壓墊片承受的壓力高,發生泄漏不易覺察,雖然壓縮量沒有低壓墊片大,但是應該承受更大的壓力,所以高壓墊片設計得比低壓墊片薄。
為了確保泵體組裝后,低壓墊片不再發生泄漏,對泵體進行了氣密實驗,并在性能測試時,通過提高泵入口壓力,進一步檢驗低壓墊片是否泄漏。這樣,泵體順利地進行了現場安裝、管線連接、對中找正、潤滑油循環、預熱和投產。
4 結論
(1)泵在預熱階段,低壓墊片發生泄漏的原因是有分層,局部未壓實,雖然在常溫下承受了0.21 MPa的水壓,但不能承受溫度到達100 ℃以上、壓力達到0.5~0.6 MPa的渣油,發生泄漏。
(2)由于泵殼體與入口殼體之間接觸端面的存在,進一步緊固了泵芯頂絲,因此不能繼續加大墊片的壓縮量。
(3)高、低壓墊片能在同一個作用力下實現壓縮,達到密封的效果,是因為設計成不同厚度、不同壓縮量。
(4)為了確保泵體組裝后能夠運行良好,高壓墊片通過性能測試檢驗是否泄漏;低壓墊片通過氣密實驗和性能測試時提高入口壓力檢驗是否泄漏。