回轉(zhuǎn)窯滑動(dòng)軸承機(jī)械刮研的實(shí)踐應(yīng)用
2021-01-12 09:25:30唐鋒
水泥技術(shù) 2020年6期
關(guān)鍵詞:測(cè)量
唐鋒
1 前言
眾所周知,為了實(shí)現(xiàn)回轉(zhuǎn)窯滑動(dòng)軸承襯瓦、球面瓦、軸承座各部件表面之間的良好接觸,大多是先在工廠內(nèi)人工進(jìn)行粗略的刮研,然后再在施工現(xiàn)場(chǎng)安裝過(guò)程中人工進(jìn)行精確的刮研。“粗刮”和“精刮”本身并沒(méi)有嚴(yán)格的界線,技術(shù)說(shuō)明中也沒(méi)有明確定義刮研效果與技工水平高低直接相關(guān)。對(duì)于海外EP項(xiàng)目來(lái)說(shuō),由于地域文化、技術(shù)水平等方面的不同,業(yè)主會(huì)認(rèn)為本來(lái)只需在工廠內(nèi)完成的工作,卻移到了施工現(xiàn)場(chǎng)進(jìn)行,會(huì)認(rèn)為這樣的操作增加了現(xiàn)場(chǎng)安裝的工作量,不符合合同的要求。施工單位和業(yè)主之間易產(chǎn)生分歧甚至?xí)黾宇~外費(fèi)用,發(fā)生諸多問(wèn)題。本文借助某海外EP項(xiàng)目施工中出現(xiàn)的實(shí)際問(wèn)題,對(duì)回轉(zhuǎn)窯滑動(dòng)軸承的襯瓦、球面瓦、軸承座各部件采用機(jī)械刮研的裝配工藝實(shí)踐應(yīng)用進(jìn)行介紹,供同仁參考。
2 項(xiàng)目簡(jiǎn)介
2.1 項(xiàng)目基本情況
某公司海外2 000t/d水泥生產(chǎn)線項(xiàng)目于2019年末建成投產(chǎn),此項(xiàng)目中方以EP承包模式參與,其熟料煅燒設(shè)備采用φ3.8m×56m預(yù)分解回轉(zhuǎn)窯。
2.2 回轉(zhuǎn)窯滑動(dòng)軸承機(jī)械刮研
在回轉(zhuǎn)窯滑動(dòng)軸承的安裝過(guò)程中,由于當(dāng)?shù)氐募脊?duì)滑動(dòng)軸承的襯瓦、球面瓦、軸承座各部件的刮研裝配工藝不熟練,人工刮研不僅影響了施工進(jìn)度,而且增加了施工成本。為了盡快完成工作,業(yè)主提出采用機(jī)械刮研的方法。老廠區(qū)800t/d水泥熟料生產(chǎn)線是上世紀(jì)七十年代建成投產(chǎn)的老生產(chǎn)線,在生產(chǎn)檢修搶修過(guò)程中,均采用了機(jī)械刮研的方法對(duì)回轉(zhuǎn)窯滑動(dòng)軸承各部件實(shí)施修復(fù)。之后經(jīng)過(guò)溝通討論,業(yè)主決定新建生產(chǎn)線也采用機(jī)械刮研的方法完成回轉(zhuǎn)窯滑動(dòng)軸承的安裝工作。
3 機(jī)械刮研的工藝過(guò)程
機(jī)械刮研的工藝過(guò)程分為三個(gè)方面:托輪軸頸與襯瓦內(nèi)表面接觸的檢查處理;襯瓦外表面與球面瓦內(nèi)表面接觸的檢查處理;球面瓦外表面與軸承座接觸的檢查處理。現(xiàn)以回轉(zhuǎn)窯窯頭第I檔托輪軸承組為例,對(duì)各工藝過(guò)程進(jìn)行逐一介紹。
3.1 托輪軸頸與襯瓦內(nèi)表面接觸的檢查處理
對(duì)于襯瓦內(nèi)表面與軸頸接觸的技術(shù)指標(biāo),我方有兩點(diǎn)要求:(1)軸瓦與軸徑間需要用塞尺檢測(cè);(2)軸瓦與軸頸的接觸角度為30°的接觸點(diǎn)不少于1~2點(diǎn)/cm2。
針對(duì)第一點(diǎn)要求,我們對(duì)托輪軸頸尺寸進(jìn)行了測(cè)量,測(cè)量結(jié)果見(jiàn)圖1及表1。此外,我們還對(duì)支承裝置進(jìn)行了定位,并對(duì)襯瓦內(nèi)表面情況進(jìn)行了檢查測(cè)量,測(cè)量結(jié)果見(jiàn)圖2及表2。
通過(guò)測(cè)量數(shù)據(jù)對(duì)比可知,襯瓦的內(nèi)徑比軸徑平均大1.22~1.26mm,與業(yè)主要求基本吻合。局部個(gè)別處有偏差,可通過(guò)機(jī)械加工保證其滿足要求,加工完成的襯瓦內(nèi)表面見(jiàn)圖3。
另外,為了使襯瓦側(cè)邊能夠得到充分的潤(rùn)滑,我們對(duì)瓦口進(jìn)行了加工,使得潤(rùn)滑油能夠更順利地進(jìn)入到襯瓦側(cè)邊,進(jìn)行充分的潤(rùn)滑,見(jiàn)圖4。
針對(duì)第二點(diǎn)要求,業(yè)主根據(jù)他們掌握的經(jīng)驗(yàn)未對(duì)此項(xiàng)工作做要求,故未進(jìn)行額外的加工處理。
3.2 襯瓦外表面與球面瓦內(nèi)表面接觸的檢查處理
我們對(duì)襯瓦外表面靠近瓦口的位置以及靠近瓦中心的位置進(jìn)行了測(cè)量,測(cè)量結(jié)果見(jiàn)表3。
由襯瓦外表面尺寸檢查數(shù)據(jù)對(duì)比可知,襯瓦出廠時(shí)靠近瓦口位置的直徑尺寸比靠近中心位置的直徑尺寸(見(jiàn)圖5)平均大0.267mm。這是由于合金襯瓦有一定的形變量,這樣的尺寸能夠使襯瓦與球面瓦有良好的接觸。并且襯瓦背面在出廠前已進(jìn)行過(guò)刮瓦的工作,基本能夠滿足“軸瓦背與球面瓦接觸點(diǎn)不少于3點(diǎn)/(2.5×2.5)cm2”的要求。

圖1 托輪軸頸尺寸測(cè)量示意圖
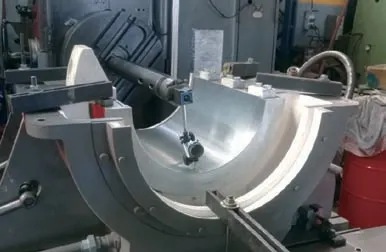
圖2 襯瓦內(nèi)表面檢查測(cè)量示意圖
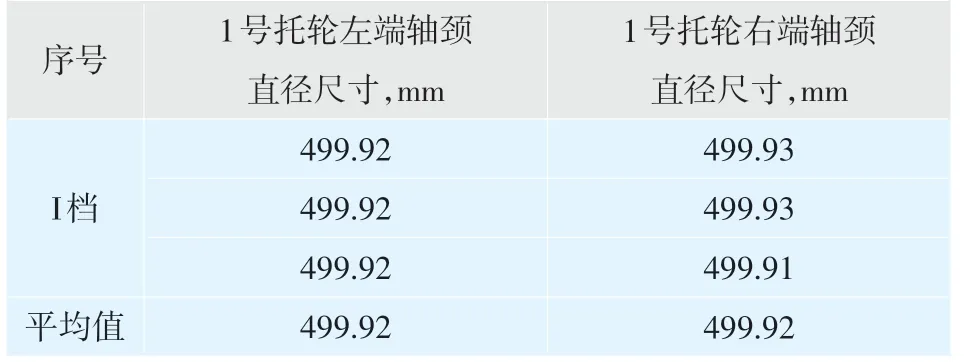
表1 托輪軸頸尺寸測(cè)量數(shù)值
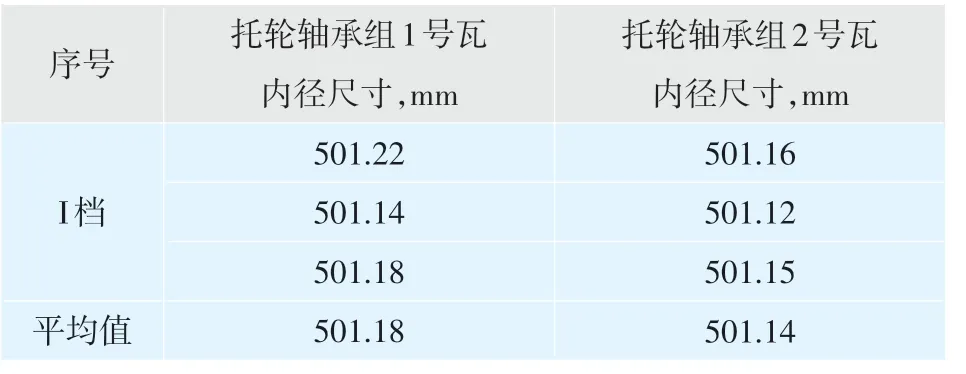
表2 襯瓦內(nèi)表面檢查測(cè)量數(shù)值

圖3 加工完成的襯瓦內(nèi)表面

圖4 瓦口加工情況

表3 襯瓦外表面測(cè)量數(shù)值
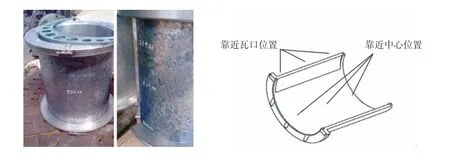
圖5 襯瓦測(cè)量位置示意圖
3.3 球面瓦外表面與軸承座接觸的檢查處理
此處的檢查我方要求:“球面瓦與軸承底座接觸點(diǎn)不少于(1~2)點(diǎn)/(2.5×2.5)cm2”。出廠前已對(duì)此接觸處進(jìn)行打磨處理,基本上能夠保證均勻接觸。
業(yè)主方認(rèn)為接觸表面雖然均勻接觸,但過(guò)于粗糙,需要進(jìn)行研磨處理。具體處理過(guò)程如下:
(1)制作“工裝”,根據(jù)軸承座實(shí)際工作情況(球面瓦與軸承座成30°角),將其固定在立式鉆床上,見(jiàn)圖6。

圖6 軸承座固定在立式鉆床上
(2)制作胎具(如圖7序號(hào)1)及彈簧限位裝置(如圖7序號(hào)2),使得鉆床開(kāi)啟時(shí),球面瓦相對(duì)軸承座做往復(fù)的搖擺運(yùn)動(dòng);在球面瓦與軸承座之間加涂研磨劑,實(shí)現(xiàn)研磨的目的。
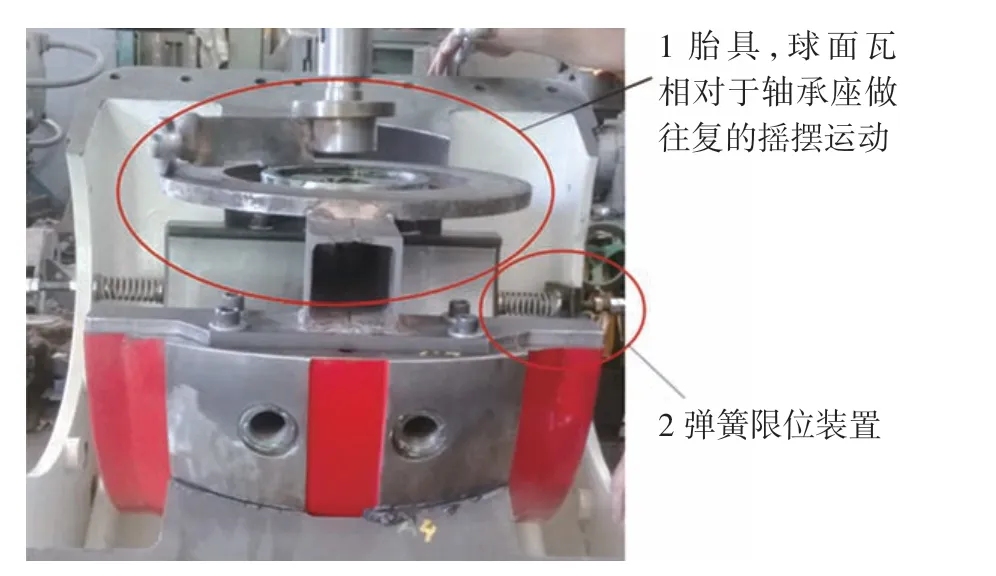
圖7 制作球面瓦研磨工具圖

圖8 球面瓦研磨過(guò)程中的檢查

圖9 支承裝置加裝的外循環(huán)供油系統(tǒng)
(3)研磨過(guò)程中,不斷進(jìn)行檢查和增加研磨劑,如圖8所示。
除了使用機(jī)械刮研的方法使滑動(dòng)軸承各部件之間有良好的接觸外,我們還給每一套支承裝置加裝了外循環(huán)供油系統(tǒng),保證給滑動(dòng)軸承提供充足的潤(rùn)滑油,見(jiàn)圖9。
4 運(yùn)行情況
項(xiàng)目建成后滿負(fù)荷考核階段,回轉(zhuǎn)窯十二套滑動(dòng)軸承的瓦溫,除了第II檔的2號(hào)瓦的溫度達(dá)到52.5℃、3號(hào)瓦的溫度達(dá)到54.3℃外,其他各檔托輪支承裝置的瓦溫均保持在35℃~45℃,見(jiàn)圖10。
通過(guò)對(duì)托輪位置進(jìn)一步調(diào)整,將第II檔的2號(hào)瓦、3號(hào)瓦瓦溫降到50℃以內(nèi),見(jiàn)圖11。
在生產(chǎn)線考核通過(guò)并移交業(yè)主后,所有支承裝置的滑動(dòng)軸承溫度均保持在55℃以內(nèi)運(yùn)行,滿足滑動(dòng)軸承的瓦溫控制在“瓦溫監(jiān)測(cè)報(bào)警值為60℃”以內(nèi)運(yùn)行的要求。
5 結(jié)語(yǔ)
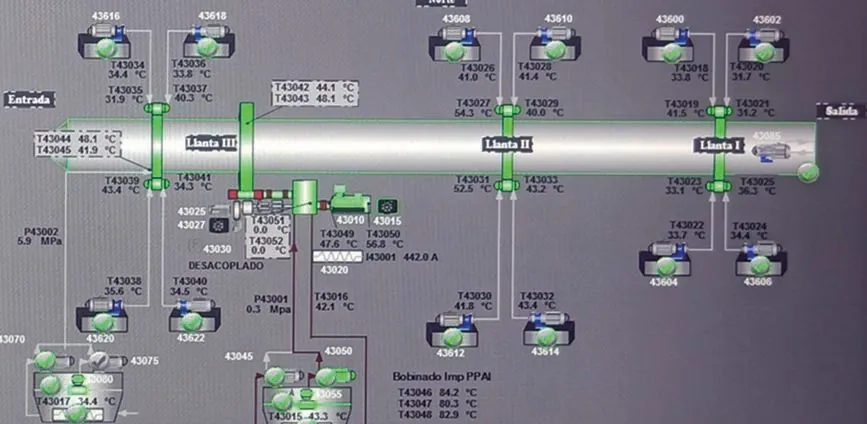
圖10 回轉(zhuǎn)窯運(yùn)行階段滑動(dòng)軸承瓦溫?cái)?shù)據(jù)(1)
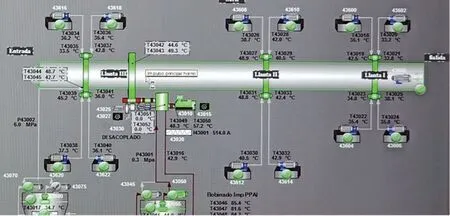
圖11 回轉(zhuǎn)窯運(yùn)行階段滑動(dòng)軸承瓦溫?cái)?shù)據(jù)(2)
大多海外EP項(xiàng)目業(yè)主沒(méi)有刮研瓦裝配工藝概念,國(guó)外技工的刮研水平也不高,人工刮研不僅增加了施工成本,而且影響了工程的進(jìn)度。通過(guò)采用機(jī)械刮研代替手工刮研,可以實(shí)現(xiàn)回轉(zhuǎn)窯滑動(dòng)軸承襯瓦、球面瓦、軸承座各部件的刮研裝配工作,滿足回轉(zhuǎn)窯正常生產(chǎn)運(yùn)轉(zhuǎn)的要求。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00