10 kV防爆電機定子繞組匝間絕緣結構研究
2020-12-07 03:58:44杜協和陳求索宋桂霞趙斯佳
絕緣材料 2020年10期
杜協和,陳求索,王 健,宋桂霞,趙斯佳
(1.湖南電氣職業技術學院,湖南 湘潭 411101;2.湖南湘電動力有限公司,湖南 湘潭 411101;3.湘潭電機股份有限公司,湖南 湘潭 411101)
0 引言
防爆電機是一種可以在易燃易爆場所使用的電機,主要應用于煤礦、石油天然氣、石油化工和化學工業等行業。由于工作環境特殊,為確保防爆電機運行的安全可靠性,其設計的絕緣結構性能與普通電機相比留有較大裕度[1]。
某公司生產的某型號防爆電機,為了提高槽滿率和電機效率,其定子線圈匝間絕緣結構采用三層聚酯薄膜補強的云母帶平包,電磁線按標準彎曲后擊穿電壓最小值不小于5.5 kV,平均值不小于6 kV。然而,在線圈制造過程中,對每個線圈進行匝間耐壓試驗時,出現了批量爬電現象。經過現場查看,發現該批問題線圈的短路點主要集中在引線端的首末匝,且匝間擊穿點位置不明顯,端部有爬穿痕跡。將匝間試驗電壓下調至普通10 kV電機試驗電壓進行復測,結果未出現匝間短路現象。分析其原因,高壓電機匝間絕緣通常是采用電磁線自身絕緣,在同一線圈中當波前時間(Tf)≥1.0 μs時,各匝間過電壓分布均勻;當Tf<1.0 μs時,各匝間過電壓分布不均勻。首末匝承受的沖擊過電壓最高,占沖擊電壓的40%以上[2-4]。參照IEC 60034-15-2009《旋轉電機 第15部分 帶定子成型線圈的交流旋轉電機的脈沖電壓耐受等級》和GB/T 22715—2016《旋轉交流電機定子成型線圈耐沖擊電壓水平》要求,對于普通的10 kV交流電機匝間試驗電壓為(4UN+5)×65%即29 kV,而對于防爆電機則為(4UN+5)×65%×105%即30.7 kV,其中UN為額定線電壓,其值為10 kV。第一個電壓峰值的波前時間應不小于0.2 μs。這樣電動機定子繞組的首末端幾匝上承擔的電壓幅值為12.4 kV以上[5-6]。本次發生匝間批量爬電擊穿現象的線圈,其電磁線規格為1.18 mm×5.6 mm,此類小線規電磁線制作過程中,由于銅線較軟,包繞絕緣時銅線跟隨繞帶頭的波動幅度較大,不利于電磁線絕緣包繞緊密。因此承受過高的電壓、電磁線絕緣層的不緊密和端部成型過程中的機械形變,是該批繞組首末匝附近匝間絕緣爬電擊穿的主要原因。
針對上述情況,本研究分析確定其定子線圈匝間絕緣結構方案,對電磁線進行常規性能檢測,并制作線圈試樣,分別進行浸漆前后的工頻耐壓試驗和匝間沖擊試驗。通過試驗數據確定最優匝間絕緣結構,提高線圈匝間絕緣性能,同時滿足防爆電機對匝間絕緣的各項要求。
1 試驗
1.1 匝間絕緣方案
試驗選用規格為1.18 mm×5.6 mm的銅扁線,匝間絕緣厚度為0.5 mm,匝間絕緣及包覆方式分為5種,如表1所示。
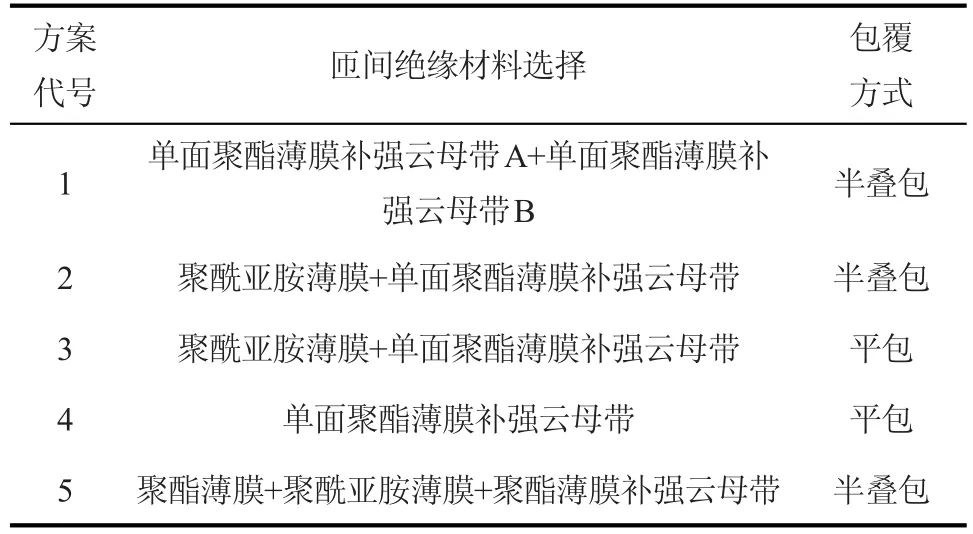
表1 匝間絕緣及包覆方式Tab.1 Interturn insulation coating method
1.2 電磁線擊穿試驗
按GB/T 4074.5—2008《繞組線試驗方法 第五部分:電性能》將5組電磁線裁成長度為350 mm的樣品,并使用圓棒卷繞試驗儀將其制成U型[7]。將樣品分組送入電磁線匝間擊穿儀中測試匝間絕緣的擊穿電壓,每組樣品測5次,記錄數據。
1.3 試驗線圈的制作和測試
按照圖紙要求制作線圈試樣,并進行匝間沖擊試驗。按照防爆電機標準,其試驗電壓為30.7 kV。拆除一個對角線方向兩個端部的白布帶,在端部每層電磁線之間墊聚四氟乙烯帶,長度大于300 mm,墊好聚四氟乙烯帶后將端部綁緊。按工藝要求將線圈進行真空壓力浸漆處理(vacuum pressure impregnating,VPI),浸漬1168H絕緣漆[8]。將線圈從聚四氟乙烯帶的中間鋸斷,并使電磁線分離開成扇形,打磨端部絕緣20 mm作為測試電極,進行匝間擊穿和起暈試驗。
1.4 試驗線棒的制作和測試
將5種電磁線,每種電磁線取18根,每根長度為600 mm,每6根為1組制成1根試驗線棒,分別標記為1#、2#、3#組。電磁線端部用粘帶固定,防止絕緣松散。將電磁線整理平直,取6根電磁線擺放整齊,從距離電磁線一端150 mm處開始半疊包玻璃絲帶或滌玻帶,至距離另一端150 mm處為止,并用貼紙標識各組。將兩端電磁線依次均勻分開,相鄰夾角為35°。在相隔的電磁線端部包扎云母帶(且保證每根電磁線只有一端包扎云母帶),云母帶包扎長度為30~50 mm,包至端部折返20~30 mm,并用6050粘帶包扎固定。剪裁適當尺寸的適形氈,填充扇形根部縫隙,并用玻璃絲帶或滌玻帶包扎緊固。從扇形根部開始包扎聚四氟乙烯帶至另一端扇形根部為止。按照10 kV級電機浸漆工藝守則進行VPI處理。將電磁線未包扎云母帶一端進行打磨,作為檢測電極,試驗線棒如圖1所示。
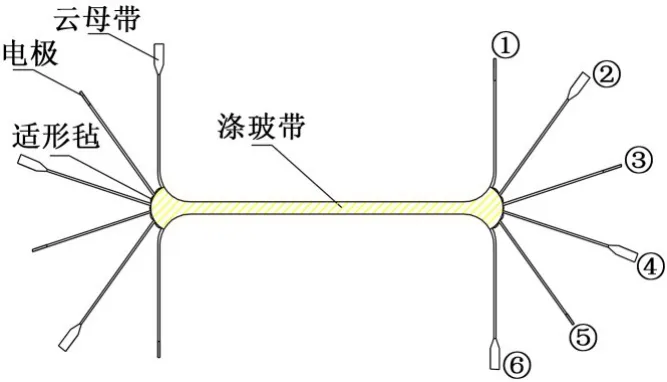
圖1 試驗線棒Fig.1 Trial stator bar
2 結果與分析
2.1 電磁線性能
表2是5種電磁線按標準折彎成U型后測得的擊穿電壓值。電磁線供需雙方參照標準NB-T 31048.3—2014和電磁線應用情況,制定了技術要求:擊穿電壓值最小值不小于5.50 kV,平均值不小于6.00 kV,5種線圈均達到了要求。從表2可以看出:①電磁線在浸漆前,其擊穿電壓值主要取決于所用的絕緣材料。聚酯薄膜有較高的擊穿電壓和良好的柔韌性,在彎曲后仍有良好的性能表現,如5號電磁線有最高的擊穿電壓;②聚酰亞胺薄膜柔韌性不如聚酯薄膜,故彎曲后性能不如聚酯薄膜,如2號和3號;③云母是一種多孔的非致密材料,很容易從中間空隙處爬電,如4號;④通過1號和2號、3號和4號的對比可知,含聚酰亞胺薄膜的絕緣結構在浸漆前的擊穿電壓優于純云母帶的絕緣結構。⑤通過2號和3號、1號和4號的對比可知,在厚度相同的情況下,云母帶采用半疊包或平包就擊穿電壓而言沒有太大區別。
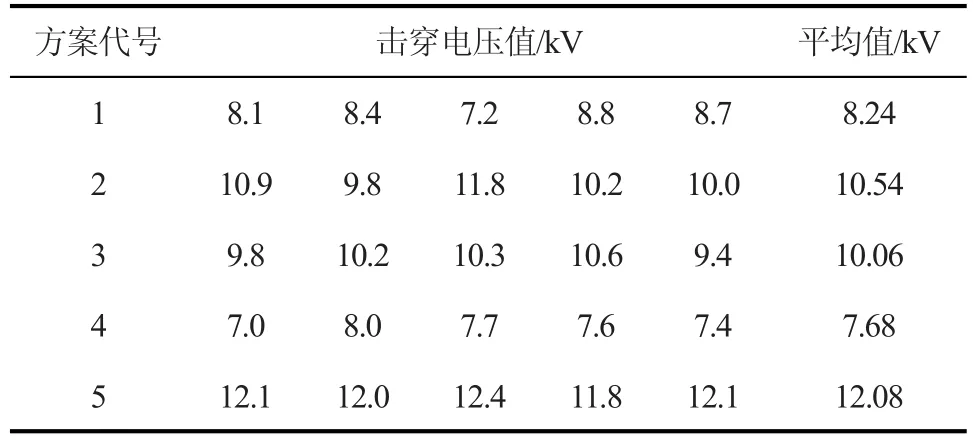
表2 電磁線擊穿電壓Tab.2 Breakdown voltage of electromagnetic wire
2.2 線圈試驗
(1)匝間沖擊試驗
按要求將線圈壓型完畢后,進行匝間沖擊試驗,試驗電壓為31 kV,5種電磁線制得的線圈均未發生擊穿或爬電。
(2)起暈試驗
線圈浸漆后進行起暈試驗。5種線圈的起暈電壓值都很低(在500 V左右),造成這種現象的原因可能是線圈匝間有大量空隙,且匝間沒有防暈結構,從而導致在電壓很低的時候就起暈了。
在很不均勻的電場中,電壓還較低的時候,場強的集中點就已經超過臨界值產生局部放電;而離該集中點稍遠處,場強已大幅減小,故放電只能局限在該集中點附近的空間而不能擴展出去。該區域由于放電激發出的離子在回歸常態時將輻射出光子,可以看見有均勻穩定的發光層籠罩在電極周圍,這就是電暈。發生電暈時在電極周圍可以看到光亮,并伴有咝咝聲,且氣體間隙的大部分尚未喪失絕緣性能,間隙仍能耐受電壓的作用[2]。
在本試驗中,線圈壓型后直接隨定子送入浸漆罐進行VPI浸漆并烘焙固化。由于缺少對地絕緣(云母帶)將線圈各匝綁緊并吸收絕緣漆形成致密的保護,在烘焙過程中,一方面絕緣漆會有部分流失,另一方面熱熔膠條在高溫下會軟化松動,導致線圈匝間產生空隙、小漆瘤等缺陷,故在電壓還較低時就產生電暈。
2.3 線棒試驗
2.3.1 起暈試驗
在線棒的一端將第1、3、5根電磁線用銅絲連接作為一極,在另一端將第2、4、6根電磁線用銅絲連接作為另一極,然后接入起暈測試儀中,在暗室內進行起暈試驗。5組線棒的起暈電壓值見表3。從表3可以看出,各線棒的起暈電壓差距不大,3號線棒有較高的起暈電壓,這可能是因為該種線棒的絕緣結構浸漆后整體性相對較好。
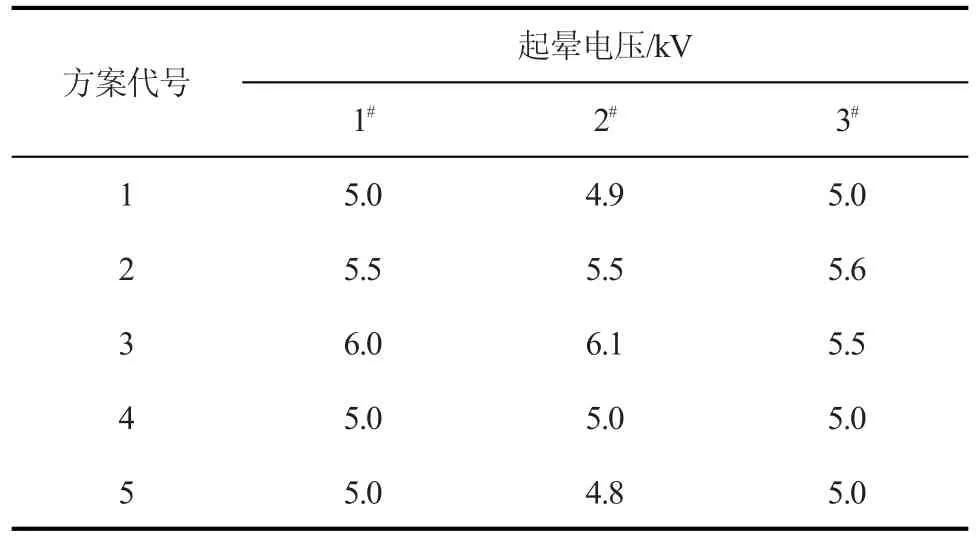
表3 試驗線棒的起暈電壓Tab.3 Corona initiation voltage of test bar
2.3.2 匝間擊穿試驗
線棒浸漆后在空氣中進行匝間擊穿試驗,結果表明,5種線棒在20~22 kV下產生嚴重的電弧放電,無法繼續升壓,故改為在油槽中進行匝間擊穿試驗。原計劃每根線棒取5個擊穿電壓值,即1-2相、2-3相、3-4相、4-5相、5-6相,然而試驗結果表明,1-2相、3-4相、5-6相擊穿后,2-3相、4-5相試驗的擊穿值(18 kV左右)明顯小于其他3項,故每根線棒僅取1-2相、3-4相、5-6相3個擊穿電壓值。試驗表明,線棒匝間擊穿的位置集中在扇形根部,如圖2所示,匝間擊穿電壓值如表4所示。

圖2 匝間擊穿位置Fig.2 Turn to turn breakdown position
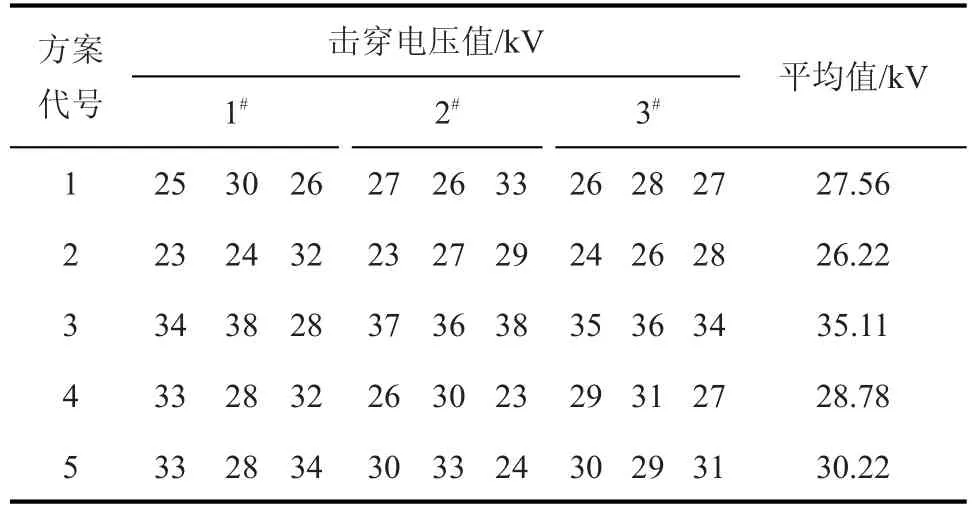
表4 試驗線棒的擊穿電壓Tab.4 Breakdown voltage of test bar
根據理論,線棒首末幾匝應承擔過電壓值的40%,即31×0.4=12.4 kV。從表4可以看出,這5種結構的擊穿電壓均值都遠超該數據,均符合要求。其中3號線棒有較高的擊穿電壓均值,這可能是因為該種線棒的絕緣結構浸漆后整體性相對較好。
2.4 參比線棒數據分析
為了便于比較,本研究還制作了兩組參比線棒,其匝間絕緣結構分別為0.09 mm×12 mm的聚酯薄膜補強云母帶平包3次(標記為“參比1”)和0.07 mm×12 mm的聚酯薄膜補強云母帶半疊包兩次(標記為“參比2”)。參比線棒的起暈電壓和擊穿電壓數據見表5。
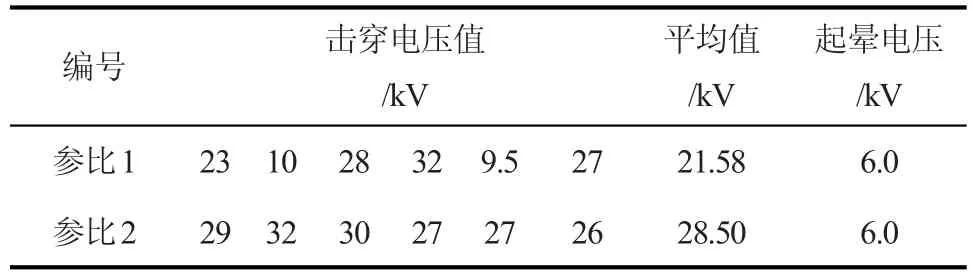
表5 參比線棒的匝間擊穿電壓和起暈電壓Tab.5 Turn to turn breakdown voltage and corona initiation voltage of bars
從表5可以看出,對于參比1,其中出現兩例擊穿電壓異常低的情況,經重復加壓檢查,仍可耐受一定電壓,這說明線棒的匝間絕緣并未完全擊穿,而是由于絕緣層內部存在空隙導致空氣擊穿,這與線圈批量生產時發現的爬穿問題一致。根據本項目試驗線棒的測試數據和使用不同規格電磁線時相同匝間絕緣結構的質量監控數據,可以判斷當線規較小時,參比1的匝間結構存在不穩定因素。
對于參比2,其數據與表4中方案代號1號和4號電磁線的數據接近。以目前所得的數據來看,在匝間絕緣厚度相同的情況下,采用半疊包和平包的工藝對浸漆后的線棒擊穿電壓影響不大。
3 結論
(1)保持絕緣厚度一定,采用相同銅扁線,使用不同絕緣材料和包扎方式,制造5種目前普遍用于高壓電機制造的線圈結構進行試驗,結果表明5種線圈結構各項電氣性能均能滿足高壓電機線圈的技術要求。
(2)采用平包方式,當電磁線規格較小時,更難保障匝間絕緣結構的均一性,從而導致其電氣性能下降,尤其是在產生機械形變后。
(3)單面聚酯薄膜補強云母帶繞包線(1號、4號)的絕緣厚度薄,耐電暈性能好。從匝間絕緣可靠性、電磁線穩定行和采購成本等因素綜合考慮,1號方案半疊包云母帶絕緣結構最優,事實也證明,采用1號方案生產后,所生產的10 kV防爆電機定子線圈均通過了匝間沖擊試驗,再沒有發生過批量爬穿現象。
