30CrMnSiA鋼螺栓斷裂原因
2020-11-29 14:32:38
理化檢驗(物理分冊) 2020年11期
(北京星航機電裝備有限公司, 北京100074)
螺栓連接是金屬材料鉚接、焊接之外的一種重要連接方式,具有操作簡單、可拆卸等優點[1],被廣泛應用在航空、機械、交通、能源等行業[2-8]。由于30CrMnSiA鋼在調質狀態下具有較高的強度和足夠的韌性,在航空行業被廣泛應用于制造對接接頭、軸、齒輪和螺栓等[9]。
某30CrMnSiA鋼螺栓規格為M5 mm×16 mm,按照航空工業標準HB 1-130—2002《十字槽90°沉頭螺栓》的技術要求制造。在采用該螺栓對某航空結構壁板進行連接裝配時螺栓發生了斷裂,現場使用的20件螺栓中有4件發生了斷裂。為查明30CrMnSiA鋼螺栓的斷裂原因,筆者對斷裂螺栓進行了檢驗和分析,便于采取相應措施避免類似失效事故再次發生。
1 理化檢驗
1.1 斷口分析

圖1 斷裂螺栓斷口的宏觀形貌Fig.1 Macro morphology of fracture of fractured bolts:a) sample 1; b)sample 2
取兩件斷裂螺栓,分別編號為試樣1,2,對斷裂螺栓的斷口進行觀察,宏觀形貌如圖1所示,可見斷裂位置均位于螺紋根部,斷口較為平齊,成纖維狀,有明顯的塑性變形,瞬斷區表面粗糙,斷口為典型的扭斷斷口[10-11]。
采用掃描電鏡(SEM)進一步對試樣1,2的斷口進行觀察,可見斷口均呈韌窩形貌,瞬斷區均為等軸韌窩形貌,如圖2所示。瞬斷區以外的區域均為拉長的韌窩形貌,其韌窩具有明顯的方向性,如圖3所示。
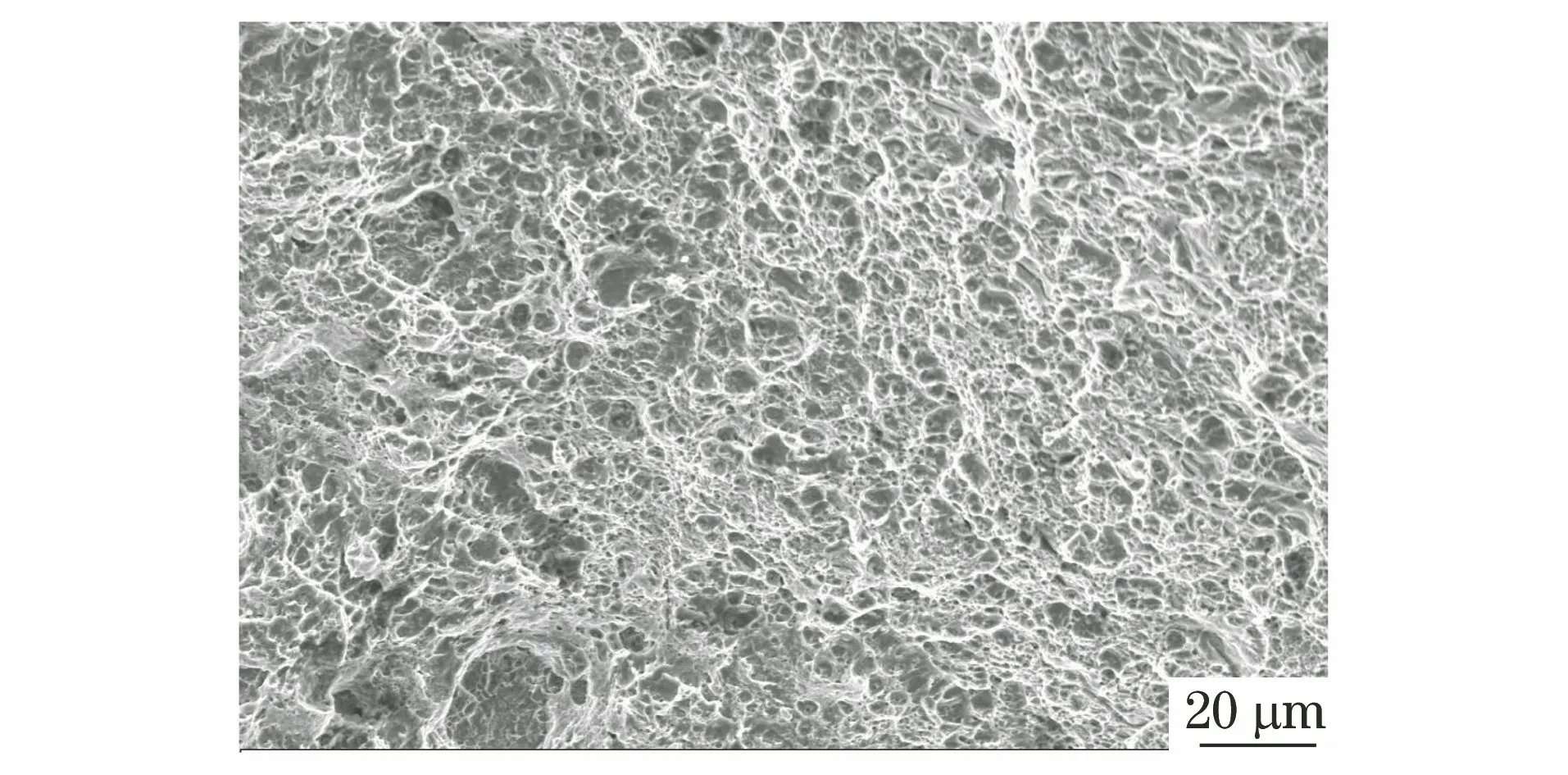
圖2 瞬斷區的等軸韌窩SEM形貌Fig.2 SEM morphology of equiaxed dimples intransient fracture region
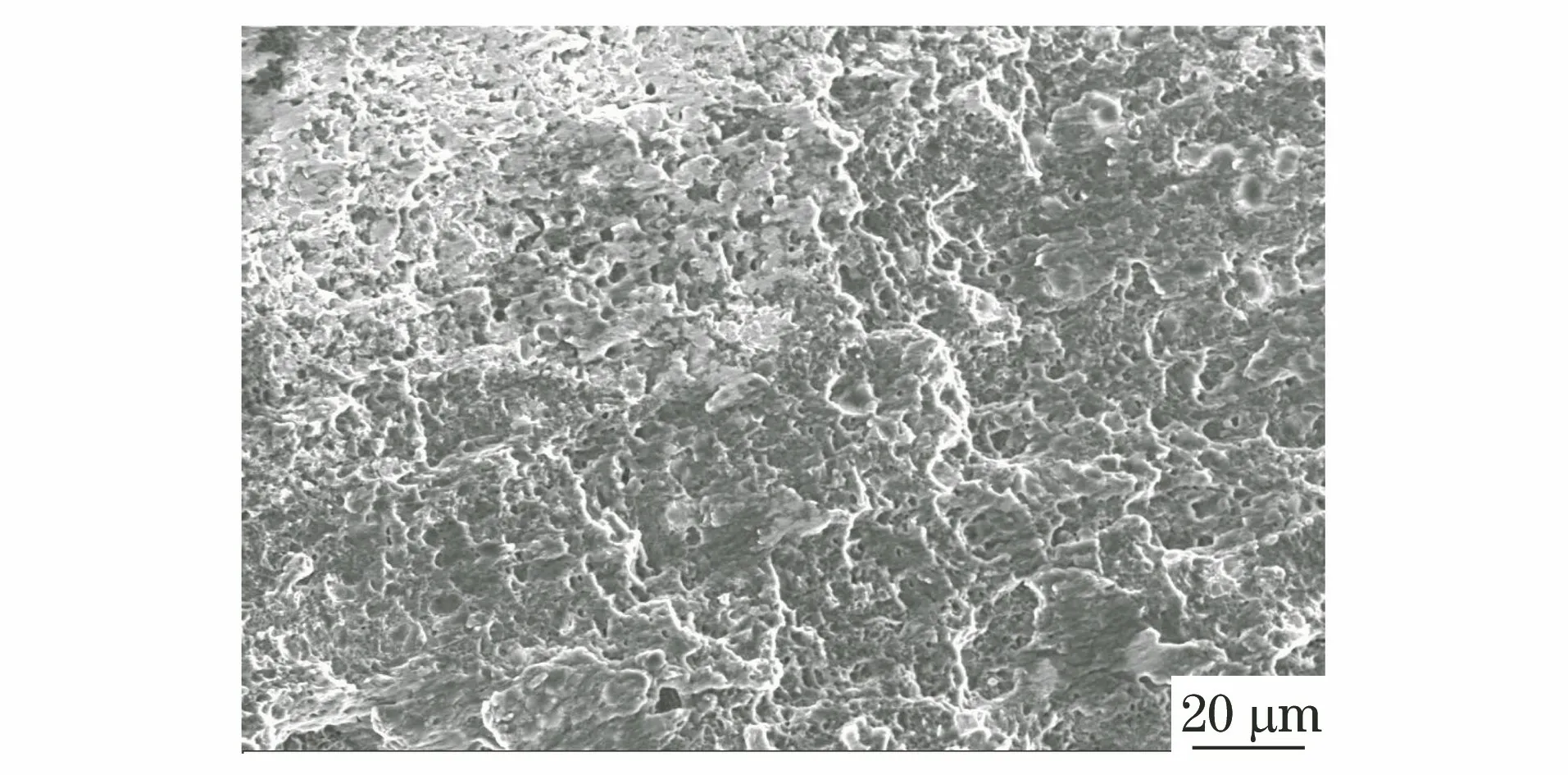
圖3 瞬斷區之外的拉長韌窩SEM形貌Fig.3 SEM morphology of elongated dimples outside thetransient fracture region
1.2 硬度測試
在試樣1,2的斷口上取點進行維氏硬度測試,結果如表1所示,可知試樣1,2硬度的平均值分別為358,361 HV10,根據GB/T 1172—1999《黑色金屬硬度及強度換算值》轉換為強度可得螺栓材料的抗拉強度分別為1 164,1 174 MPa,進一步轉換可得螺栓的破壞拉力分別為16 530,16 670 N。根據HB 1-130—2002的要求,螺栓材料的強度應在1 080~1 280 MPa,破壞拉力應不低于14 500 N,可見螺栓材料的強度和破壞拉力均符合制造標準的要求。

表1 螺栓維氏硬度測試結果Tab.1 Vickers hardness test results of bolts HV10
1.3 金相檢驗
在試樣1,2的斷口附近取樣制備金相試樣,采用光學顯微鏡對其顯微組織進行觀察,可見其顯微組織均為正常的回火索氏體,試樣1顯微組織形貌如圖4所示。將螺栓沿軸向剖開,對螺紋根部顯微組織進行觀察,可見螺紋根部無裂紋,為正常的滾制螺紋變形組織,螺紋表面也未發生脫碳,試樣1螺紋根部顯微組織形貌如圖5所示。
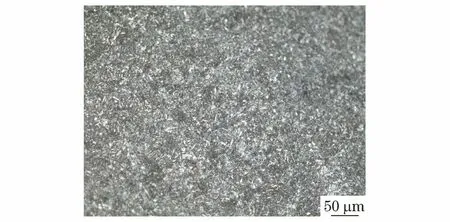
圖4 斷裂螺栓試樣1的顯微組織形貌Fig.4 Microstructure morphology of sample 1 of fractured bolt
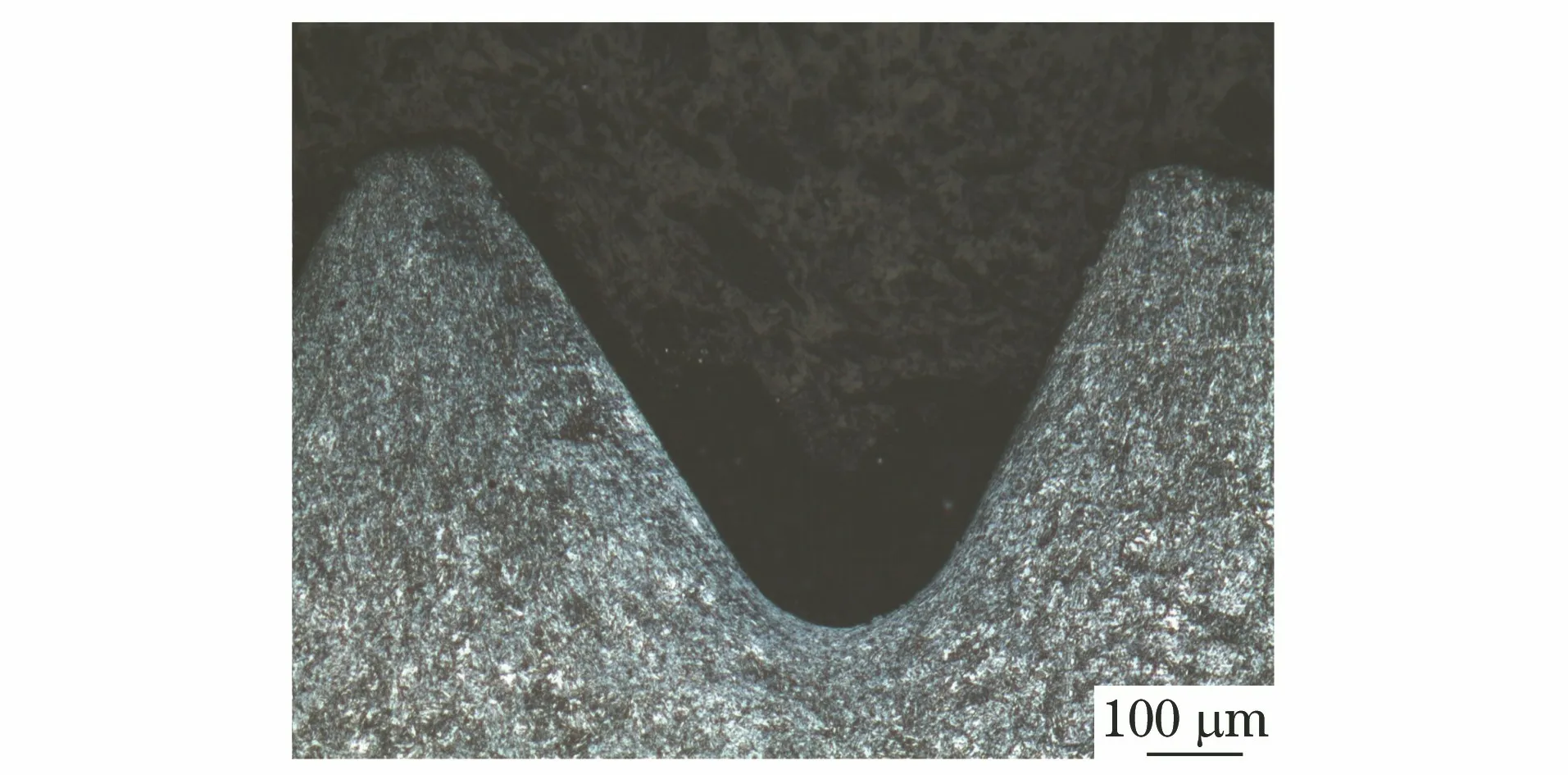
圖5 斷裂螺栓試樣1螺紋根部顯微組織形貌Fig.5 Microstructure morphology of the root ofsample 1 of fractured bolt thread
2 分析與討論
理化檢驗結果表明,斷裂螺栓的強度和破壞拉力符合標準對30CrMnSiA鋼的技術要求。螺栓的顯微組織正常,螺紋根部無裂紋,為正常的滾制螺紋變形組織。
斷口分析結果表明,螺栓斷口較為平齊,成纖維狀,有明顯的塑性變形,瞬斷區表面粗糙,斷口呈典型的塑性材料扭轉斷裂形貌特征。整個斷口均呈韌窩形貌,表明其斷裂模式為韌性斷裂。
對于塑性材料,在超過材料強度極限的扭轉載荷作用下,其會在切應力作用下發生切斷,形成的斷口與材料的軸線垂直,且斷口較為平齊,有回旋狀塑性變形痕跡[12]。螺栓在裝配過程中承受扭轉應力載荷,螺栓材料在其制造標準條件下表現出明顯的塑性變形,且其斷口呈典型的塑性材料扭轉斷裂形貌特征,結合螺栓的強度、顯微組織均符合制造標準要求,判斷螺栓斷裂是由于其在裝配過程中承受的載荷過大而導致的過載扭轉斷裂。
在采用螺栓和螺母配合對構件進行裝配緊固時,是采用扭轉力矩將其擰緊,扭轉使得螺栓因受力而發生微量變形,并因抵抗變形而產生軸向力,該軸向力起到緊固的作用。由于扭轉在螺栓的螺紋根部形成了切應力,使得螺栓斷裂所需的扭轉力低于軸向拉伸時把螺栓拉斷所需的拉力,約為軸向拉力的80%[10],因此在裝配緊固小尺寸螺栓、螺釘時,應防止施加的扭轉載荷過大而導致其斷裂。螺栓在裝配過程中,兩名操作工用套筒扳手各在一側對螺栓和螺母分別擰緊,兩人同時快速用力,這種裝配方式難以控制施力大小,容易瞬時施加較大的扭轉力,使得螺栓因過載而斷裂。
3 結論及建議
螺栓斷裂模式為韌性斷裂,螺栓的材料不存在質量問題,是裝配過程中工作人員操作不當,施加的扭轉載荷過大導致螺栓因過載而斷裂。
為避免因裝配應力過大導致螺栓扭轉斷裂,需制定合適的裝配工藝,并控制好裝配扭力。建議兩名操作工在裝配時,一人不轉動扳手,僅負責用扳手將螺母固定即可,另一人則負責用扭矩扳手將螺栓擰緊,且嚴格控制擰緊力矩使其不會導致螺栓過載。采取以上措施后,幾乎沒有發生過螺栓過載扭轉斷裂事故。