淺談變壓器油箱焊接常見問題的解決辦法
2020-11-19 10:20:34張建民
裝備維修技術(shù) 2020年10期
張建民
摘要:隨著焊接技術(shù)不斷發(fā)展與進步,電力變壓器油箱與其結(jié)構(gòu)件生產(chǎn)質(zhì)量也日漸提升,長期以來成為電力變壓器油箱制造行業(yè)的滲漏問題也必然會獲得全面的解決,從而確保電力變壓器的安全運行,促進電力變壓器的持續(xù)發(fā)展。
關(guān)鍵詞:變壓器;油箱;焊接;裂紋
前言
電力變壓器油箱結(jié)構(gòu)通常分為桶式和鐘罩式結(jié)構(gòu),箱體材質(zhì)一般為碳鋼板或者低磁板,當(dāng)變壓器在運行的時候,在油箱內(nèi)部會產(chǎn)生相應(yīng)的磁場,所以,為了能夠防止磁場的產(chǎn)生,高電壓大容量變壓器選擇在箱體內(nèi)部焊接一層銅板,可以將內(nèi)部磁場進行減弱與屏蔽。
這在變壓器油箱制造過程中,不可避免進行異種鋼之間的焊接。而異種鋼焊接通常大多數(shù)情況下一旦參數(shù)選擇不當(dāng),會出現(xiàn)焊接裂紋,然后這種焊接裂紋在應(yīng)力的作用下能夠進一步擴大,導(dǎo)致滲漏油問題的發(fā)生。所以,在焊接的時候,要時刻注意避免出現(xiàn)焊接裂紋,并且一定要在焊接后將其焊接部位進行檢查,一旦發(fā)現(xiàn)其中具有裂紋,要盡可能地將裂紋所產(chǎn)生的原因進行分析,并且再針對原因來進行處理。
一、焊縫滲透裂紋的產(chǎn)生
我們在焊接變壓器油箱的時候,所利用的焊接氣體為氬氣和二氧化碳所形成的保護性氣體,并且所采用的焊接方法為熔化極氣體保護焊,根據(jù)以往的經(jīng)驗,銅與低磁板在焊接過程當(dāng)中會形成一定共晶,并且這種共晶所具有的熔點非常低,同時也因為其中熱輸入系數(shù)所出現(xiàn)的差距較大,從而使其焊接后的焊縫較為容易產(chǎn)生熱裂紋。而所謂熱裂紋,指的是在焊接過程當(dāng)中,由于其焊縫與焊接部位所在的區(qū)域內(nèi)都會形成一定的高度熱量,并且在冷卻過后會產(chǎn)生相應(yīng)的焊接裂紋,而這種熱裂紋很容易影響其焊接質(zhì)量。
而當(dāng)焊接的接頭如果冷卻至很低的溫度當(dāng)中,也會產(chǎn)生相應(yīng)的裂紋,并且這時候的裂紋便稱之為冷裂紋,冷裂紋發(fā)生在焊接之后,一般溫度在Ar3以下的冷卻過程中或冷卻以后產(chǎn)生,形成裂紋的溫度約在200℃~300℃以下,即馬氏體轉(zhuǎn)變范圍。冷裂紋可以在焊接后立即出現(xiàn),但也有些可以延遲至幾小時、幾天、幾周甚至一、兩個月之后,這種冷裂紋又叫延遲裂紋。大的冷裂紋不是一下子生成的,它的生成規(guī)律是先發(fā)生幾處小的或顯微的裂紋,然后逐步向長度或深度上發(fā)展,幾個小裂紋陸續(xù)連接起來。某些焊接結(jié)構(gòu),當(dāng)小裂紋發(fā)展到一定程度后,可能在瞬間內(nèi)迅速擴大,引起結(jié)構(gòu)整體的突然斷裂,甚至同時產(chǎn)生較大的聲響和機械振動。
二、預(yù)防焊縫裂紋所采用的工藝措施
為了能夠避免并預(yù)防在焊縫當(dāng)中出現(xiàn)裂紋,應(yīng)當(dāng)從這幾點開始入手:
2.1熱裂紋
1)為了能夠保證銅板與變壓器油箱焊接的質(zhì)量,要對所用材料進行檢測,保證材質(zhì)符合設(shè)計要求;
2)將焊接工藝參數(shù)進行調(diào)節(jié),嚴(yán)格控制焊接質(zhì)量;
3)盡量使用電流比較少,多層多道的焊接方法;
4)將焊接的工藝操作認真進行規(guī)范,并且必須選取最為合理的焊接程序,保證焊接質(zhì)量,并且盡量分層分段退焊以減少退焊過程當(dāng)中所出現(xiàn)的焊接應(yīng)力。
2.2冷裂紋
1)選用堿性低氫型焊條(圖1),以減少帶入焊縫中的含氫量;對于高強度鋼,可采用不銹鋼焊芯或者用奧氏體鎳基合金等焊條或焊絲,這些合金的塑性比較好,可抵消馬氏體轉(zhuǎn)變時造成的一部分應(yīng)力。另一方面氫在奧氏體中溶解度較高,擴散速度慢,故氫不易向熱影響區(qū)擴散聚集。
2)在焊接前必須要將焊接材料有著嚴(yán)格標(biāo)準(zhǔn)化的保管機制,并且避免焊接材料因為保管不當(dāng)?shù)纫蛩爻霈F(xiàn)受潮的現(xiàn)象;
3)選用適當(dāng)?shù)暮附訁?shù)。適當(dāng)減慢焊接速度,使焊接接頭的冷卻速度慢一些,對防止產(chǎn)生冷裂紋是有利的。焊接速度過大,焊接接頭冷卻速度高,容易產(chǎn)生淬火組織;焊接速度過小,熱影響區(qū)過熱厲害,晶粒粗大,而粗大的晶粒會增加金屬淬火的傾向。同樣,由于熱影響區(qū)增大而淬火區(qū)加寬,這都將促使冷裂紋的產(chǎn)生。因此焊接參數(shù)應(yīng)選得合適。
4)采用減少氫的工藝措施。減少焊縫金屬中氫的含量,熱影響區(qū)的冷裂傾向可大為減輕。例如焊條、焊劑嚴(yán)格烘干,隨用隨取;仔細清理坡口,去油除銹,防止環(huán)境中的水分帶入焊縫;正確選擇電源與極性,注意操作方法等。
5)選取最為合理的焊接順序,比如分段退焊法,保證可以在退焊過程當(dāng)中減少其中的焊接應(yīng)力;
6)將焊接前后的預(yù)熱處理以及焊接后的熱處理進行合理規(guī)范化操作。
三、焊縫裂紋的補焊工藝
如果在焊接過程中出現(xiàn)焊縫裂紋或變壓器經(jīng)過長距離運輸及吊運受力后,會在應(yīng)力集中部位有散開狀的開裂現(xiàn)象而導(dǎo)致滲漏,此時需進行對應(yīng)的補焊,并要滿足變壓器油箱本身密封性要求,因此,在補焊工藝當(dāng)中,應(yīng)當(dāng)注意一下兩點:
1)由于裂紋會產(chǎn)生相應(yīng)的裂紋應(yīng)力,從而使裂紋不斷地擴大,因此,要在焊接部位處先用砂輪將其進行打磨,然后利用碳弧氣刨對焊縫表面開坡口,這種坡口要呈現(xiàn)U形狀,并且將刨削深度進行合理的掌握,避免在刨削過程當(dāng)中出現(xiàn)夾碳,能夠使刨痕表面光滑平整,再利用砂輪來將破倫表面進行打磨露出金屬色,讓坡口的角度大約在50°左右即可;
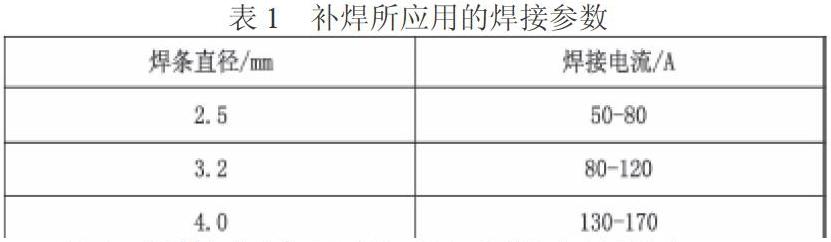
2)在補焊滲透裂紋所應(yīng)用的焊條當(dāng)中,應(yīng)當(dāng)選用鎳合金焊條進行補焊,并且選用多層多焊的補焊方式,同時在每一道焊開始前都要對前一道焊縫利用砂輪磨平,然后逐漸進行補焊,在補焊完畢后不要立刻將焊渣進行敲落。在補焊期間所應(yīng)用的焊接參數(shù)如表1所示:
四、采用無損檢測及氣壓試漏保證焊縫密封質(zhì)量
對碳鋼對接焊縫可以采取超聲波檢測,對碳鋼角焊縫可以采取磁粉檢測或著色檢測、對不銹鋼及銅焊縫可以采取著色檢測,對部分受力較大部位的對接焊縫可以進行射線檢測,通過各種檢測手段對發(fā)現(xiàn)的裂紋等缺陷及時采取措施進行修理補焊,復(fù)檢合格后對油箱要進行打壓試漏,確保所有密封焊縫不得有滲漏。
結(jié)束語
變壓器油箱焊接質(zhì)量的好壞決定著整個變壓器是否能安全正常運行,解決好焊縫裂紋這一焊接缺陷是減少變壓器漏油的一項關(guān)鍵焊接技術(shù),相信在不久的將來,隨著焊接技術(shù)的不斷進步以及自動化焊接的推廣應(yīng)用,零滲漏的目標(biāo)一定能夠?qū)崿F(xiàn)。
參考文獻:
[1]湯世松.壓力機油箱自動化焊接控制系統(tǒng)設(shè)計[J].鍛壓裝備與制造技術(shù),2014(5):51-53.
[2]劉彥麗,高金良,陳泳,等.外柴油箱機器人焊接工藝技術(shù)研究[J].新技術(shù)新工藝,2013(1):80-82.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
通信電源技術(shù)(2018年3期)2018-06-26 06:33:30
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導(dǎo)報(2016年11期)2016-06-16 15:47:07
現(xiàn)代工業(yè)經(jīng)濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(shù)(2016年3期)2016-03-26 07:13:46
