雙脈沖無阻高頻電源的應用研究*
2020-11-11 07:01:52劉雨蘭
科技與創新 2020年21期
關鍵詞:單片機
劉雨蘭,何 宇
(江蘇信息職業技術學院 智能工程學院,江蘇 無錫214153)
國內電火花加工高頻脈沖電源經歷了張弛式RC 脈沖電源,晶體管式高頻脈沖電源和開關型高頻脈沖電源[1-3]。隨著研究的深入發展,發現這些有阻電路電能浪費嚴重[4],能源利用效率只有28%左右,且短路大電流加工會損傷加工件表面材質結構[5]。隨之開發出更具優勢的無阻高頻脈沖電源[6-8],其優點是具有響應速度快、能源利用率高,效率可達80%以上,通過恒流、恒壓的控制方法可提高加工效率;缺點是無阻脈沖電源仍采用等頻的矩形或分組脈沖波形,放電擊穿能力弱,加工精度效果變差。為此,本文設計了一種數控線切割雙脈沖無阻高頻電源,為提高引弧能力,采用高、低壓兩組波形組合加工模式,采用閉環跟蹤檢測間隙放電狀態,實現了放電信號隨放電加工中的間隙狀態而自適應的控制方法,滿足了高精度、高光潔度、高效率加工的要求。
1 高頻脈沖調節機理
由于電極絲與工件放電時的諸多參數影響,會發生過壓、過流、欠壓、欠流現象,其一在放電間隙狀態中會出現過電流,形成正離子溢出,產生拉弧,造成燒絲和加工面損傷問題;其二高壓引弧后低壓脈沖電流過小,不能維持放電間隙中燒蝕進給空間,會出現粘連和短路現象;其三高頻脈沖電源所包含的脈寬、脈間、功率等參數,由于加工參數的設定與加工間隙放電狀態不匹配,不能發揮應有的加工效果。
輸入加工時必須滿足工件加工條件,即高頻脈沖電源輸出量應等于電極絲與加工件端面動態阻抗所需放電量,如果兩者之間不等時就不能維持穩定的間隙正常放電狀態,所以,恰當的參數輸入量是良好加工狀態的基本必備條件,只有端面間隙動態阻抗吸收量與輸入量相等時,才能達到最好的加工狀態。
通過以上分析,維持放電間隙電壓是端面放電加工所表現的基本放電形態,基于這一要素,單片機通過閉環采樣電路對放電間隙電壓、間隙電流進行采樣,分析運算處理后,發出新的加工參數指令,使脈沖波形與加工放電吸收能量始終保持一種平衡狀態,使放電過程中的每個脈沖波形都能得到科學、有效的控制。
2 雙脈沖無阻高頻電源總體設計
基于以上分析,雙脈沖無阻高頻電源的整體架構如圖1所示,由低壓回路、高壓回路與單片機電路三部分組成。
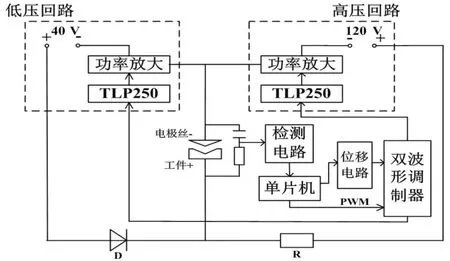
圖1 雙脈沖無阻高頻電源的整體架構
為了滿足雙脈沖無阻高頻電源正常工作,供電電源設置為2 組,低壓回路供電電源為40 V,峰值電流為50 A,作為加工主電源。為提高引弧能力,增設一組高壓回路,供電電源設置為120 V,功率20 W,高壓回路中設有R=180 Ω無感限流電阻,通過高壓脈沖引入,使引弧放電的擊穿能力得到可靠的保證,波形放電時間更為正確。
通過單片機設定脈寬、脈間、頻率及功率管數量,作為初始參數設定狀態,工作時設定的PWM 波形信號送給雙波形調制器工作。信號經雙波形調制器后分兩路輸出,一路將信號放大后直接送低壓回路的前置驅動電路TLP250,驅動6 只低壓功率管IRP250 工作,此時6 只功率管由單片機信號決定其輸出狀態;另一路信號經雙波形調制器進行積分后整形放大其占空比為5%~12%的波形,送高壓回路的前置驅動電路TLP250,驅動2 只高壓功率管。
電路設計中間隙放電兩端設置了電流、電壓檢測電路,單片機經檢測電路采集間隙放電兩端的電流、電壓動態變量信號,經運算比較后,發出指令信號送位移電路,微調高壓脈沖波形初始角觸發時間,實現高壓脈沖波形初始角的超前和滯后輸出狀態。同時雙波形調制器可在單片機指令下改變PWM 波形5%~12%占空比,從而輸出一個合適的高壓脈沖,滿足加工端面間隙放電條件的電量參數,使間隙放電在一個良好的狀態下進行。
3 雙脈沖高頻波形分析
電火花線切割機床是利用高頻脈沖放電形成電火花進行燒蝕加工的,掃描儀在線檢測雙脈沖工況波形如圖2 所示,本文所設計的雙脈沖波形組合,是指正常情況下低壓脈沖與高壓脈沖在同一時間出現即初始角相同,其占空比不在同一時間消失的脈沖波形,但根據工件材料的不同厚度,高壓脈沖波形的出現可與低壓脈沖波形進行移位調整,以適應不同材料的引弧時間。
加工時,當電極絲與工件接近時高壓脈沖擊穿放電,同時低壓脈沖在高壓引弧狀態下一同進入放電狀態,從而實現了高壓引弧,低壓燒蝕的電火花線切割放電加工狀態。
通過掃描儀可以發現,加工回路產生的不同負載阻抗波形,如空載、短路、正常加工、欠負載,這4 種工作狀態的波形如圖3 所示。第一個波形為雙脈沖組合在加工端面的空載波形,線5 為雙脈沖高壓,線4 為雙脈沖低壓。第二個波形為欠負載加工波形,線3 為欠負載加工電壓,輸入加工電流過大,加工件不能完全吸收,進給速度過慢絲損嚴重。第三個波形為正常加工波形,線2 所表示的各項參數指標都滿足加工工藝的配置要求,即高頻雙脈沖電源輸出量等于加工放電間隙吸收量,在自適應功能狀態下,通過對每個波形在間隙放電過程中的采樣、分析、比較控制狀態下,實現了普通開環難以控制的逐波控制的加工方法。第四個波形為過載或短路加工波形,線1 所表現為電流、電壓都處在短路狀態,此時加工間隙放電呈拉弧或短路狀態,加工件表面有嚴重燒傷和微細裂紋,同時進給反常,會出現燒絲、斷絲和短路現象。
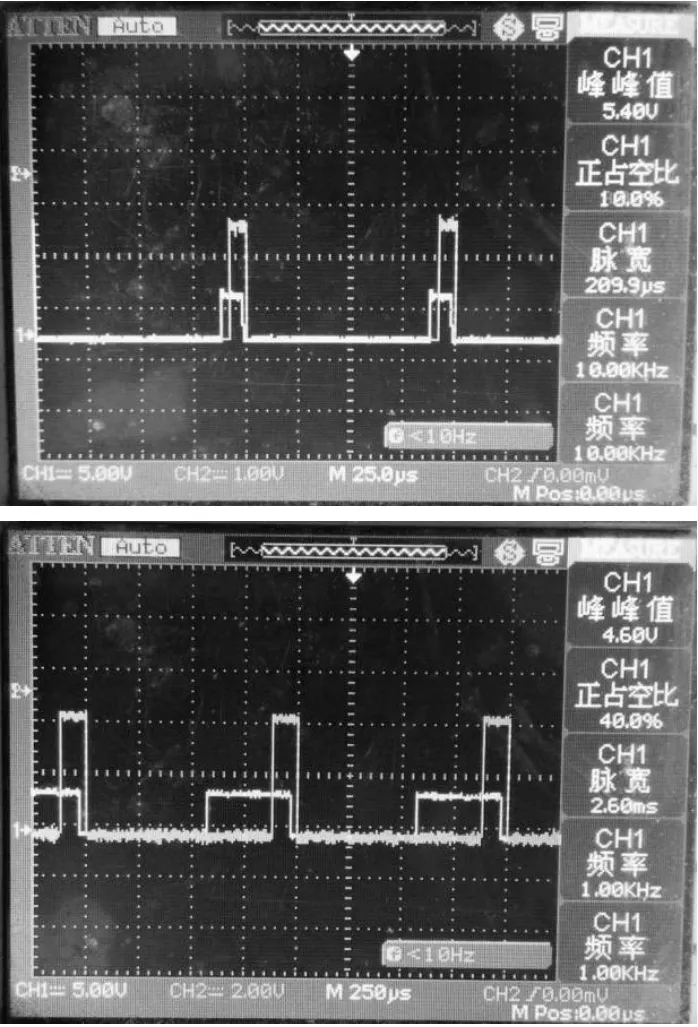
圖2 掃描儀在線檢測雙脈沖工況波形
4 應用測試
雙脈沖無阻高頻電源與單脈沖無阻高頻電源加工效率等有明顯差距,數控線切割加工時進行了兩種電源的切割加工對比,在實際動態測試中,鉬絲以13 m/s 速度運動,被加工板材厚度為40 mm 時其動態阻值0.6~1.4 Ω,當板材改為80 mm 時其動態阻值0.41~0.85 Ω,基于這一動態變量,則以厚度為40 mm 和80 mm 的45#鋼和45#淬火鋼進行試驗,其參數對比如表1 所示,該表參數為實際現場記錄。

表1 雙脈沖無阻電源與單脈沖無阻電源加工對比表
當使用單脈沖無阻高頻電源加工時,電壓在40 V 左右,加工過程中隨著工件厚度的增加其放電狀態變差,效率下降,易造成顫型放電,損傷鉬絲和加工面光潔度下降,擊穿能力變差。如表1 所示,當提高單電源電壓60 V 時,放電得到改善,其加工效率為7 800 mm2/h 左右,耗電量為1.2 kW·h 左右,但鉬絲損傷嚴重。采用雙脈沖無阻高頻電源加工時,加工效率得到了明顯提升,每小時提升了1 500 mm2以上,能源利用率上升8%以上,加工性能也有所改善。
5 結束語
本文設計的雙脈沖波形組合加工可使電火花數控線切割加工的工藝性能得到極大改善和提升,同時,本高頻電源設計中采用了閉環采樣控制設計,實時調整高壓脈沖的初始角和占空比,較好地解決了間隙放電中出現的過流、欠壓等異常放電狀態,為進一步提升切割質量打開了新局面。
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36
