淺析660MW超超臨界機組鍋爐受熱面部件制造工藝
2020-09-26 11:26:21劉俊麟宋建
機電信息 2020年23期
劉俊麟 宋建
摘要:介紹了某燃煤電廠660 MW超超臨界機組鍋爐受熱面部件制造工藝,以水冷壁、蛇形管、集箱部件為主,分析了產品結構及制造工藝難點,提出了相應的工藝處理措施。
關鍵詞:超超臨界機組;電站鍋爐;受熱面制造工藝
1 鍋爐概述
本文以河北大唐蔚縣電廠660 MW超超臨界機組鍋爐為例,介紹其受熱面零部件制造工藝。該電廠使用的鍋爐型號為HG-1988/29.3-YM5,額定蒸發量為1 988 t/h,額定蒸汽壓力為29.3 MPa,鍋爐采用π型布置方式,為單爐膛、一次中間再熱、平衡通風、緊身封閉、固態排渣、全鋼構架、全懸吊結構,燃料為煙煤,燃燒方式為前后墻布置的對沖燃燒。
2 鍋爐受熱面部件制造工藝
2.1? ? 水冷壁主要部件特點、制造難點及控制措施
2.1.1? ? 水冷壁總體結構介紹
爐膛上部水冷壁為垂直管屏,中、下部水冷壁為螺旋管圈,采用中間混合集箱實現螺旋管至垂直水冷壁管的過渡,垂直管屏、螺旋管圈的管子均為光管。鍋爐燃燒方式為對沖燃燒,燃燒器噴口為“花籃”結構。水冷壁延伸包墻由水冷壁管片和水平煙道入口集箱組成,二者在制造廠內對接后整體發貨。
2.1.2? ? 水冷壁上部結構、制造難點及解決措施
(1)結構特點。前、側水冷壁上部管屏均為直管片結構,管子規格為?準31.8 mm×6.2 mm,材質為12Cr1MoVG;扁鋼規格為6 mm×25.7 mm,材質為12Cr1MoV。
(2)制造難點。根據標準要求,12Cr1MoVG材質的管子壁厚大于6 mm,焊后需要進行去應力退火熱處理。水冷壁管屏的尺寸較大,熱處理時易產生變形。
(3)工藝措施。水冷壁管屏采用整體進爐熱處理的方式。管屏裝爐前,先在管屏熱處理支架上擺放平穩,確保管屏兩端懸空長度小于500 mm。管屏疊放及裝爐時,管屏之間用槽鋼支墊,槽鋼和管屏熱處理支架的支點要與支座在同一截面上。支墊高度大于500 mm,支座間距小于1.5 m,使用鋼板支墊保證管屏熱處理支架與各支座接觸。控制熱處理爐裝爐量,管屏疊放高度不超過2 m,以確保管屏不變形。熱處理保溫結束后,管屏應冷卻到100 ℃以下,方可吊離熱處理爐臺車,吊離時吊運管屏熱處理支架。
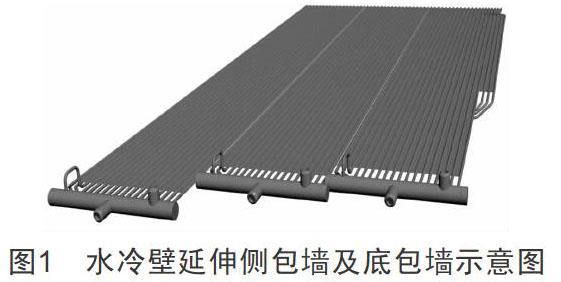
2.1.3? ? 水冷壁延伸側包墻及底包墻結構、制造難點及解決措施
水冷壁延伸側包墻及底包墻示意圖如圖1所示。
(1)結構特點。水冷壁延伸側包墻為直管片廠內與水平煙道入口集箱對接的結構。管子規格為?準44.5 mm×8 mm,材質為12Cr1MoVG;扁鋼規格為6 mm×70.5 mm、6 mm×13 mm,材質為12Cr1MoV。
(2)制造難點。水冷壁延伸側包墻為直管片與集箱對接結構。集箱管接頭為雙排結構,直管片與集箱焊后外形尺寸較大,采用整體熱處理方式很難保證其不發生變形。直管片與集箱對接后的擺放、起吊、轉運等都為制造過程增加了難度。
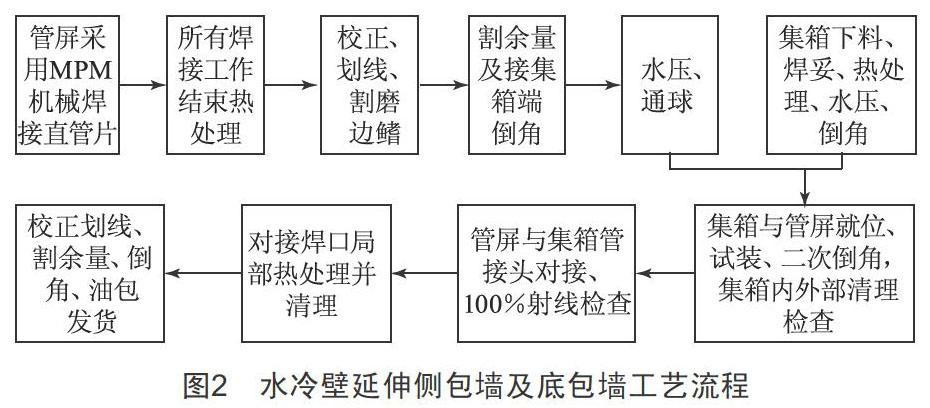
(3)工藝措施。合理制定水冷壁延伸側包墻及底包墻工藝流程(圖2),直管片與集箱制成后分別整體進行熱處理再對接,對接焊口進行局部熱處理,局部熱處理時對直管片部分每隔3 m用槽鋼或木方支墊,保證管屏擺放平穩,以免發生變形。
管屏與集箱組裝后,由于其結構的特殊性,擺放時集箱無管接頭的一面朝下,直管片每隔3~4 m用方木支墊,保證管屏擺放平整、安穩,集箱向上管接頭側不得疊放任何工件及物品,防止管接頭變形。
管屏組件吊運時應使用專用吊梁,集箱無管接頭的一面朝下,起吊前估計管屏組件的重心,采用低位試吊方法逐步找準管屏組件的重心,管屏組件的重心應接近吊梁重心,以免吊運過程中管屏傾斜而引起脫鉤,造成安全事故。吊運結束后,管屏擺放平穩后才能摘除吊鉤。
管屏組件側吊和翻身前應估計管屏組件的重心,采用低位試吊方法逐步找準管屏組件的重心,側吊和翻身的吊點位于管屏組件重心兩側且至重心距離基本相等。側吊或翻身時必須采用翻身起吊裝置和吊梁,或采用專業廠家的可翻身吊鉤,或采用S型吊鉤加吊索固定管屏。采用S型吊鉤加吊索摟緊管屏起吊和翻身時,吊索與管屏邊鰭間用專用繩套隔開,以免邊鰭變形或磕斷吊索。管屏組件翻身后應擺放在有一定高度的裝焊架上,使集箱管接頭不得與地面相碰。
2.1.4? ? 下部螺旋管圈結構、工藝要點
(1)結構特點。
水冷壁中部為螺旋管圈,側墻帶螺旋彎頭。前后墻中部水冷壁管屏中,布置有燃燼風噴口和燃燒器噴口管屏,前后墻共有20只燃燼風噴口管屏、30只燃燒器噴口管屏。管子規格為?準38 mm×7.3 mm,材質為15CrMoG;扁鋼規格為6 mm×15 mm,材質為15CrMo。
(2)工藝要點。
側中螺旋彎頭采用臥式成排彎彎制;斜角管屏采用聯屏下料的工藝方法;前中、后中水冷壁存在噴口的管屏采用預留孔、補貼等工藝方法,以提高材料利用率;為防止起吊變形,對于預留孔的管屏邊部采用槽鋼固定;“花籃”式噴口管屏,采用通用裝配胎具進行整體組裝。
2.2? ? 蛇形管受熱面主要部件特點、難點及控制措施
2.2.1? ? 總體結構特點
蛇形管高溫受熱面采用垂直懸吊結構,低溫段管屏為水平布置垂直懸吊結構,其中高溫段蛇形管管屏需要在制造廠內裝焊小集箱。
2.2.2? ? 屏式過熱器、末級過熱器、后屏再熱器、末級再熱器結構及制造難點
(1)主要結構。
屏式過熱器、末級過熱器、后屏再熱器、末級再熱器結構,均為蛇形管+小集箱結構,蛇形管管子材質為SA-213TP347HFG內噴丸、SA-213S30432內噴丸、SA-213TP310HCbN。
(2)制造難點。
管屏制造工藝與常規產品類似,難點在于管屏完工后與小集箱的裝焊,管屏與小集箱對接時管子中心線橫向間距為108 mm,縱向間距為115 mm,施焊困難,因此建立合理的裝配順序,確定合適的尺寸結構,對產品制造難度有著重要影響。
(3)工藝措施。
為避免對接焊口的熱處理,在集箱管接頭端部增加一段不銹鋼過渡管,該過渡管與集箱進行整體熱處理后再與管屏對接。
管屏全部為不銹鋼材質,附件焊接后可不進行熱處理,因此,為方便裝焊小集箱,在裝焊小集箱之前,管屏靠近小集箱端的活動夾塊先不進行焊接,可進一步增大管子的活動范圍,待管屏與小集箱裝焊完畢,再焊接活動夾塊。在管屏與小集箱對接時,可將影響焊接的管子先墊起再實施焊接,依次類推,直至焊接完成。在焊接過程中應嚴格注意避免產生折口。
2.2.3? ? 水平低溫再熱器結構及制造難點
水平低溫再熱器管屏由SA-213T91及12Cr1MoVG兩種材質組成,兩種材質均存在小R擠壓結構。制造工藝與常規產品類似,不做詳細介紹。
2.3? ? 集箱
2.3.1? ? 結構特點
該鍋爐折焰角入口集箱、省煤器入口集箱及水冷壁中間集箱為長管接頭結構,在制造廠內生產難度較高。
2.3.2? ? 長管接頭集箱結構、制造難點及解決措施
(1)結構特點。
折焰角入口集箱:筒身材質為15CrMoG,規格為?準273 mm×65 mm,長度10 863 mm,一端敞口;管接頭材質為12Cr1MoVG,規格為?準44.5 mm×8 mm,共193根,長度為2~2.8 m。
省煤器入口集箱:筒身材質為WB36,規格為?準508 mm×85 mm,長度13 224 mm,兩端敞口;管接頭材質為SA-210C,規格為?準44.5 mm×7 mm,共368根,長度為1.3~1.8 m。
水冷壁中間集箱:筒身材質為15CrMoG,規格為?準219 mm×60 mm,長度11 185 mm,一端敞口;管接頭材質為12Cr1MoVG,規格為?準31.8 mm×6.2 mm,共194根,長度為628 mm、1 057 mm;管接頭材質為15CrMoG,規格為?準38 mm×8 mm,共64根,長度為321 mm。
(2)制造難點。
集箱管接頭超長、結構復雜,熱處理時變形較大,熱處理后管接頭倒角困難;集箱結構復雜,外形尺寸大,起吊轉運難度大。
(3)工藝措施。
集箱熱處理前,在管排直段區域裝焊防變形槽鋼,并將不同區域的多孔板利用槽鋼連接在一起,增加管排整體剛性,防止熱處理時發生變形,同時避免管排倒角時管接頭的晃動,固定槽鋼在集箱整體熱處理及管接頭倒角后去除。
集箱起吊時,采用鋼絲繩纏繞筒身的方式,由1臺吊車或2臺吊車配合起吊,吊點位置距管端距離為集箱總長1/5左右。當采用1臺吊車時,保證鋼絲繩的最大打開角度不大于120°;當采用2臺吊車配合起吊時,保證鋼絲繩豎直。起吊提升前做試吊,直到集箱獲得平衡為止,防止提升時集箱發生滑動或滾動。
2.3.3? ? 屏過小集箱
(1)結構特點。
屏過小集箱筒身材質為12Cr1MoVG,規格為?準219 mm×50 mm,長度為1 446 mm;管接頭材質為12Cr1MoVG+SA-
213TP310CHCbN,規格為?準44.5 mm×8.5 mm,共25根。
(2)制造難點。
管接頭與筒身焊接采用全焊透坡口型式,長管接頭在裝配定位時難度較大;集箱部分管接頭接管屏端內鏜尺寸較大,熱處理后倒角困難。
(3)工藝措施。
管接頭彎制時逐根在平臺上對樣檢查,保證形狀尺寸與圖紙一致。裝配過程中在管接頭端部拉線定位,通過筒身開孔及基準線的約束來保證管接頭的準確裝配。
針對部分內鏜尺寸較大的管接頭,采用裝焊前先內鏜的方式,減少熱處理后內鏜的難度。
2.3.4? ? 水冷壁上下集箱、省煤器出口集箱、包墻下集箱等其他集箱
其他集箱與常規鍋爐集箱類似,不做詳細介紹。
3 結語
在上述工藝措施的保證下,蔚縣電廠的鍋爐各受熱面部件順利產成,驗證了上述工藝措施的可行性和有效性,同時也為今后類似產品的生產制造積累了寶貴的經驗。
收稿日期:2020-07-21
作者簡介:劉俊麟(1989—),男,吉林梨樹人,助理工程師,從事鍋爐及壓力容器制造工藝研究及項目管理工作。
