超高分子量聚乙烯材料的研究進展
2020-09-23 09:31:24王新威張玉梅孫勇飛鞏明方王原茆漢軍王萍
化工進展 2020年9期
王新威,張玉梅,孫勇飛,鞏明方,王原,茆漢軍,王萍
(1 聚烯烴催化技術與高性能材料國家重點實驗室,上海200062;2 上海市聚烯烴催化技術重點實驗室,上海200062;3 上海化工研究院有限公司,上海200062)
超高分子量聚乙烯(UHMWPE)一般指黏均分子量在100萬以上的線性長鏈聚乙烯材料,具有高強度、耐沖擊、耐磨損、自潤滑、耐化學腐蝕、耐低溫等優異性能,主要制品有纖維、薄膜、管材、板材、棒材、多孔材和異型材等,廣泛用于航空航天、國防軍工、海洋工程、軌道交通、市政建設、石油化工、礦山冶金電力、新能源材料等領域。
近年,由于UHMWPE 催化、聚合工藝技術的提升,產品質量逐步可調可控;同時UHMWPE 加工各種制品的能力也不斷改進、創新,下游的應用領域和數量逐年提高。本文系統介紹了UHMWPE催化聚合以及下游纖維、隔膜、管材、型材等制品的加工、應用和發展趨勢。要說明的是,文中涉及的UHMWPE 也包括分子量在100 萬以下的樹脂及制品,這類材料與分子量在100萬以上的樹脂及制品具有類似的優異性能和加工方法。同時,那些以UHMWPE 為基材,進行物理、化學改性的樹脂及下游制品材料均為本文討論的范圍。
1 UHMWPE樹脂的催化聚合
1.1 催化技術
用于UHMWPE 聚合的催化劑按照不同的發展階段分為三類:Ziegler-Natta(Z-N)催化劑、茂金屬催化劑和非茂過渡金屬催化劑。
(1)Z-N催化劑
Z-N催化劑具有制備簡單、成本低、對雜質敏感性低等優點,是目前國內外工業化制備UHMWPE 應用最多的催化劑,用于生產板材、管材、纖維、電池隔膜、人工關節等各種類型專用樹脂。其發展經歷了僅由主催化劑(鹵化鈦)與助催化劑(烷基鋁)組成的雙組分催化劑(第一代催化劑)、添加了第三組分給電子體路易斯堿(第二代催化劑)、使用了結構高度無序MgCl2載體(第三代催化劑),其催化活性不斷提高,催化乙烯聚合活性已經超過100000g PE/g cat。近年來,為提高Z-N 催化劑在生產UHMWPE 上的催化性能,研究方向主要是在催化劑載體結構的優化、給電子體的優選以及載鈦量和鈦分布的調節上[1]。目前,美國Celanese、日本三井油化、巴西Braskem、荷蘭DSM、韓國油化等國際公司以及包括上海化工研究院有限公司在內的國內樹脂生產企業均采用Z-N催化劑為主生產UHMWPE樹脂[2-4]。
盡管現階段Z-N 催化劑在UHMWPE 樹脂產業中仍然發揮著主導作用,然而存在一定的局限性:①Z-N催化劑具有多活性中心特點,所得聚合物分子量分布較寬,影響樹脂的力學性能提升;②Z-N催化劑對共聚單體的響應性偏低,共聚能力欠佳,聚合物微觀結構不易調控。因此,Z-N催化劑在開發更高性能、高功能的UHMWPE 樹脂方面受到限制。
(2)茂金屬催化劑
針對Z-N 催化劑體系的不足,在研究烯烴聚合過程機理的同時,茂金屬催化劑得以問世。茂金屬催化劑骨架含有至少一個環戊二烯基(Cp)或其衍生物的配體,金屬中心是以ⅣB 族過渡金屬(如Ti、Zr、Hf)元素為主。茂金屬催化劑具有以下優點[5]:①茂金屬催化劑的催化活性更高;②茂金屬催化劑為真正意義上的單活性中心催化劑,所得聚合物的分子量分布具有單分散特點,能夠制備窄分子量分布的聚合物,從而賦予產品更高的力學性能;③茂金屬催化劑具有優異的共聚合能力,對α-單體的共聚能力高,能夠開發出性能更為優異的聚烯烴新材料。
以助催化劑MAO 的發現為標志,茂金屬催化劑加速蓬勃發展,目前已經投入商業化生產HDPE和LLDPE[6]。Exxon Mobil、Dow、UCC、BP 和三井化學等跨國企業在全球范圍內處于技術領先地位,但還未有茂金屬催化劑用于工業化生產UHMWPE的報道。主要原因是:①茂金屬催化乙烯聚合過程中β—H鏈消除反應概率較高,所制備的聚乙烯分子量偏低,通常黏均分子量不超過100萬;②茂金屬催化劑的成本、負載化以及知識產權等問題尚未完全解決。商業化茂金屬聚乙烯分子量適中、分子量分布窄、短支鏈均勻,在透明性、拉伸強度、沖擊性能、熱封溫度、熱黏性和耐穿刺等方面優于傳統聚乙烯,產品主要用于高端包裝薄膜、運輸管道以及中強纖維材料等。
(3)非茂過渡金屬催化劑
非茂過渡金屬催化劑不含環戊二烯基,配體是含有氧、氮、硫和磷等配位原子的有機基團,中心金屬包括所有的過渡金屬元素。與茂金屬相比,非茂催化劑不但保持了茂金屬催化劑的所有優點,還有其獨特的優勢[7-9]:①非茂類配體的合成更為簡單,成本相對較低,其價格僅為茂金屬催化劑的1/10;②骨架易于修飾,配體靈活,容易在位阻效應和電子效應方面對催化劑進行修飾,可實現分子的自由設計;③對雜原子基團耐受性更強,具有活性聚合特征和良好的極性單體共聚能力,可定制聚合物的性能。因此,非茂過渡金屬催化劑具有廣闊的應用前景,世界各大石油化學公司在非茂催化劑的研究和開發方面投入了大量的人力、財力,目前已在實驗室規模取得一定突破,但核心的負載化過程還未解決,距離批量應用還有一段距離。近年來,本文作者課題組在非茂絡合物結構優化、均相催化乙烯聚合、催化劑負載化和負載型催化劑制備高性能UHMWPE等方面做了一系列基礎研究和應用開發,目標是實現非茂催化劑在工業生產裝置中的應用[10-11]。表1 列出不同類型催化劑在結構特征、催化機理以及性能優缺點等方面的對比情況。
1.2 聚合技術
乙烯聚合主要有高壓聚合、氣相聚合、淤漿聚合與溶液聚合等工藝,目前生產UHMWPE 樹脂的工業裝置大多采用淤漿聚合,淤漿工藝主要包括攪拌釜工藝與環管工藝。
(1)釜式聚合工藝
釜式聚合包括Hostalen 工藝和三井CX 工藝,目前絕大多數的UHMWPE 聚合采用Hostalen 攪拌釜工藝。此工藝最早是由德國Hoechst 公司(現Basell 公司)為高密度聚乙烯所開發,它可通過串聯或并聯生產出單峰或雙峰的HDPE 產品。而UHMWPE 和HDPE 淤漿工藝最主要的差別還是在工藝條件的優化、助催化劑/鈦含量的配比上[12]。
Hostalen 工藝流程[13]包括兩個反應器,在第一反應器中加入乙烯、氫氣和催化劑,生產較高熔融指數的樹脂,得到的聚合物漿液進入第二反應器,在第二反應器中完成剩余乙烯的聚合反應。隨后,聚合物漿液進入干燥單元進行干燥處理。該工藝裝置的操作壓力和操作溫度低、操作彈性高、生產靈活且穩定性較好,而且使用該工藝,催化劑耐雜質能力強,對乙烯氣原料的純度要求低。目前全球超過三分之二的UHMWPE 聚合采用Hostalen 釜式工藝。
CX 工藝裝置[14]包含原料精制、催化劑配制、進料、產品輸送、儲存、己烷回收和公用工程等單元。乙烯、氫氣等原料先從反應器底部鼓入反應器的己烷中,開啟攪拌以實現原料的充分混合,用己烷將催化劑和助催化劑送入反應器內,從離心機分離出的母液和冷凝回收的己烷也一并加至反應器。隨著催化劑的不斷注入,乙烯聚合生成聚合物并形成一定濃度的淤漿溶液。
與Hostalen 工藝相比,CX 工藝聚合反應熱由釜內聚合介質的蒸發、夾套水的冷卻和進料氣、液兩相物流熱焓的增加帶走,其中使用己烷的揮發潛熱來撤除聚合反應熱是CX 工藝的主要撤熱方式,撤除總聚合反應熱的50%以上,而且聚合反應熱越多,需要氣化的己烷量越大。這種獨特的撤熱方式限制了該工藝的單線生產能力。
(2)環管聚合工藝
環管工藝主要有Phillips 公司的Phillips 單環管工藝和Ineos公司的InnoveneS雙環管工藝。這兩種工藝均采用異丁烷為反應介質。
環管工藝不同于Hostalen 工藝和CX 工藝的釜式攪拌,其物料依靠軸流泵的推動在環管中高速流動來撤除聚合反應熱。Phillips 公司利用改性后的二氧化硅或氧化鋁固定催化劑來生產UHMWPE,聚合中不需要加入氫氣,投資少,但對催化劑的要求較高[15]。InnoveneS 工藝也較成熟,布局緊湊,產品質量控制穩定,特點是物料停留時間短,牌號切換快,切換牌號的過渡時間通常小于4h,因此需要對反應器的溫度精確控制。由于該工藝一般使用低沸點的異丁烷為聚合介質,溶解在介質中的低聚物含量低,介質中需要脫除的低分子量聚乙烯少,有利于裝置長周期運行[16]。表2列出不同聚合工藝在流程、優缺點等方面的對比情況。
2 UHMWPE纖維
UHMWPE 纖維是目前已工業化纖維材料中比強度和防彈性能最高的纖維。其紡絲工藝根據使用溶劑及脫除方式不同,可分為干法路線和濕法路線,目前國內外可生產不同旦數、纖維強度17~43cN/dtex 的高、中、低端纖維產品。而隨著樹脂聚合技術及螺桿擠出技術的提升,科技人員對UHMWPE 樹脂的大分子鏈解纏能力獲得提高,熔融紡絲技術用于制備中等以上強度(強度≥10cN/dtex)的UHMWPE 纖維受到越來越多的關注。

表1 不同類型催化劑性能對比
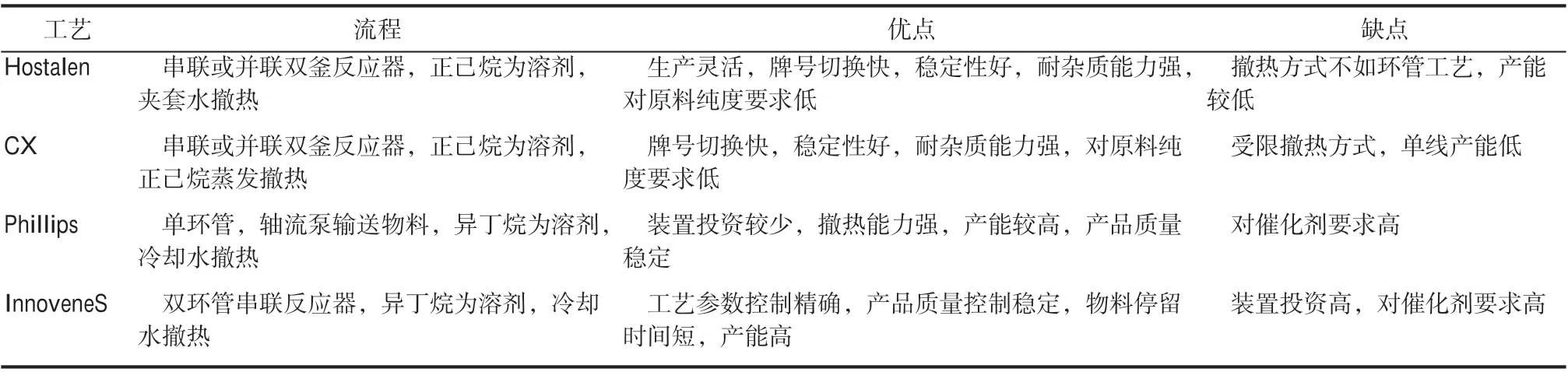
表2 淤漿聚合工藝對比
2.1 干法路線紡絲
(1)工藝特點
干法路線制備UHMWPE 纖維如圖1 所示。主要以十氫化萘為紡絲溶劑,與UHMWPE 樹脂混合后,經過雙螺桿擠出機高溫混煉、噴絲板擠出成熔體細流,通過惰性氣體等方式吹掃使溶劑脫去,同時熔體固化成原纖可收卷成型。原纖再經過多級多次的超倍熱拉伸可得到強度較高的UHMWPE纖維。
相較于濕法路線紡絲,干法路線工藝流程短、經濟環保[17],其制備的纖維表面平整、缺陷少、柔軟、結晶度高、纖維密度大、熔點高、熔程短、溶劑殘留低[2]。
(2)國內外最新研究進展
干法路線以荷蘭DSM 公司為代表,生產的Dyneema系列纖維針對不同的應用領域,力學性能優良,產品質量穩定。據報道[18],Dyneema?SK99纖維斷裂強度可達到43cN/dtex,比SK78 高15%~20%。除此之外還有功能型纖維,如抗蠕變纖維Dyneema-20,其蠕變率比常規的UHMWPE 纖維降低100%;高防切割纖維Dyneema Diamond 2.0,最高可達3 倍于標準UHMWPE 纖維的抗切割性,且在相同的切割保護等級下,其厚度比普通纖維薄40%,減輕30%。近年來,得益于UHMWPE 纖維良好的導熱性能,東洋紡公司推出了更多涼感織物方面的產品,其ICEMAX系列織物產品的接觸涼感達到了普通纖維材料織物的兩倍以上。國內該技術最早由中國石化儀征化纖公司實現產業化,產品強度可達到30cN/dtex 以上。近年來,上海化工研究院有限公司研發建成干法紡絲中試線,在進料系統、溶劑脫除系統、超倍拉伸以及溶劑回收等方面具有一定特色,纖維強度目前可達到38cN/dtex 以上;2019 年,該技術在國內實現了產業化轉化。近年,隨著各地環保要求的提升,特別是UHMWPE 纖維軍民融合發展,高功能產品的需求增大,干法路線的優勢日益增強。
(3)干法路線關鍵工藝技術
UHMWPE 樹脂的分子量、粒徑分布是影響紡絲的關鍵技術參數[19]。樹脂分子量高、粒徑分布窄、溶脹比大,所得纖維力學性能好;樹脂在十氫萘溶劑中溶脹過程對于紡絲溶液均勻溶解至關重要,樹脂不同溶脹狀態喂入擠出機,對擠出機的壓力、扭矩及熔體最終擠出的狀態有較大影響[20]。

圖1 典型的干法路線工藝流程
紡絲溶液均勻下料是影響纖維纖度的關鍵[21],由于十氫萘黏度較低,常規的溶劑-溶質懸浮液體系容易引起聚乙烯樹脂的沉降,這在連續化的工業生產上更為突出,嚴重影響產品的穩定性[22]。研究人員通過改進溶液進料攪拌和溶液循環形式等提高紡絲溶液的均勻性[23-24]。
初生纖維中溶劑的充分揮發是影響溶劑回收和纖維力學性能的關鍵,干法路線中,凍膠纖維經過噴絲板擠出,利用惰性氣體將溶劑帶走,實現溶質與溶劑的兩相分離[25],然后凍膠纖維在甬道內進一步拉伸,繼續溶劑分離和大分子鏈結晶[26-27]。與濕法路線相比,目前國內產業化的干法路線凍膠過程不充分,這是導致干法纖維性能與濕法纖維存在差異的關鍵點。本文作者課題組通過設計兩段式的氣體吹掃,使熔體凍膠化,保留纖維內部的解纏結構,保證了纖維后紡拉伸的有效性[28]。
超倍拉伸溫度、拉伸比和拉伸速度是影響纖維結晶和力學性能的關鍵因素[29],隨著纖維拉伸倍數的提高,纖維的取向趨于完善,其力學性能也隨之提升[30]。但拉伸倍數不能太高,過高的拉伸倍數反而會破壞纖維的結晶結構從而導致纖維強度的下降,通過剖析纖維在拉伸過程中微觀結構的變化,調節拉伸倍數,纖維強度可達35cN/dtex以上[31-32]。
目前,干法路線在國內還有較大的發展空間,一方面工藝路線可繼續優化升級,如通過改善凍膠形式進一步提高纖維的力學性能和穩定性,通過提高紡絲溶液濃度和紡絲速度增大單線產能,同時通過簡化流程降低產線的投資和運營成本;另一方面,干法纖維具備的光澤好、手感柔軟、溶劑殘留低等優勢也將為纖維在醫用、家紡、個體防護等領域的應用拓寬道路。
2.2 濕法路線紡絲
(1)工藝特點
目前常見的濕法路線流程如圖2所示,與干法路線相比,濕法路線采用的紡絲溶劑為高沸點不易揮發溶劑,如白油、礦物油、煤油等,紡絲加工溫度可調節范圍大。紡絲溶劑需要在紡絲后期進行萃取和干燥,常用萃取劑主要有碳氫清洗劑、二氯甲烷、二甲苯等,紡絲溶劑回收工藝經十余年的產業化發展,相對簡單成熟,但環保、安全的壓力較大。
(2)國內外最新研究進展
濕法路線是目前國內外纖維企業用得更多的一種工藝技術路線,最早是1985 年由美國Honeywell公司購買DSM 專利后進行產業化生產,推出的纖維牌號有Spectra-HT、Spectra900、Spectra1000 等系列產品,其中Spectra-HT 牌號斷裂強度可達40cN/dtex。另外日本三井公司于1988 年正式商業化生產UHMWPE 纖維,牌號為Tekmilon,產品重點放在作業手套、釣魚線和纜繩市場。我國于20世紀80 年代開始相關研究,并于2000 年左右實現產業化生產,目前國內濕法生產企業有同益中、愛地、九九久、中泰等十余家公司,可生產不同旦數、強度的軍民用纖維產品,占全球產銷量的60%以上,但以中低端產品為主,產品價格競爭激烈。
傳統的濕法路線由于工藝的先天性缺陷,導致產品質量的穩定性受到影響,特別是纖維旦數的偏差率普遍較高,優化現有的工藝路線,進一步提高纖維的力學性能、穩定性、功能性是目前濕法路線研究的重點。

圖2 典型的濕法路線工藝流程
(3)新型濕法路線
國內傳統的濕法路線前紡止于凍膠纖維落入盛絲桶處,稱為凍膠斷點,新型濕法路線前紡則止于初生絲萃取后的一級或二級拉伸之后,稱為干燥斷點[33],如圖3 所示。凍膠斷點的優勢在于凍膠纖維進入盛絲桶后,一部分溶劑析出,減輕了后續萃取的壓力;前紡過程短,操作方便;然而由于盛絲桶凍膠絲堆積等原因導致纖維各段粗細偏差大,對后紡纖維的超倍拉伸、成品纖維力學性能提升等均有較大影響。干燥斷點有效避免了凍膠斷點法的缺陷,雖然其對裝備精度要求高,萃取壓力較大,但隨著加工技術的進步和纖維行業對更高性能纖維的追求,干燥斷點法將成為后續濕法路線研究和產業化的熱點。
(4)濕法路線凍膠纖維萃取工藝
凍膠纖維的萃取是基于雙擴散機理,當凍膠纖維置于萃取劑中時,由于溶劑與萃取劑之間存在明顯的濃度梯度,這就為相互擴散和滲透提供了動力。萃取劑屬于小分子、低沸點結構,很容易滲透進入凍膠纖維的大網絡結構,與原溶劑形成互溶混合體系。
目前常用的萃取劑有碳氫清洗劑、二甲苯、二氯甲烷等,國內傳統的萃取劑多以碳氫清洗劑為主。碳氫清洗劑毒性低,然而閃點也低,容易引發火災,近些年來使用開始減少。有研究表明[34],不同萃取劑對凍膠纖維的萃取效率依次為:正己烷>二氯甲烷>汽油>二甲苯>二氯乙烯>四氯化碳,如表3 所示。適當的增加超聲處理,萃取速率會提高。

表3 不同萃取劑中凍膠纖維溶劑的萃取擴散系數[34]
2.3 熔融路線紡絲
(1)工藝特點
UHMWPE 熔融路線是將聚乙烯或改性聚乙烯原料直接熔融后通過噴絲孔擠出并冷卻得初生絲,再對初生絲進行多級拉伸提高纖維的分子鏈取向度和結晶度以制備高強或中強纖維。工藝技術路線如圖4所示。
(2)國內外最新研究進展
熔融路線具有工藝簡單、不需要大量溶劑、生產成本低等優勢,備受國內外研究者及企業關注。據報道,日本東洋紡公司已于2008 年成功研發高強防切割熔融紡聚乙烯纖維TsunoogaTM并實現工業化生產,目前東洋紡公司具有3 條TsunoogaTM纖維生產線,總產能約1500t/a。TsunoogaTM 纖維與芳綸、聚酯、尼龍纖維的性能對比如表4所示。

圖3 新型濕法路線工藝流程

圖4 UHMWPE熔融紡絲工藝流程

表4 不同類別纖維密度及斷裂強度性能對比
針對熔紡的研究主要集中在紡絲原料改性、紡絲工藝技術等方面。美國Honeywell[35]、北京化工大學[36]、中國石化集團公司[37]等機構先后公開了UHMWPE 與HDPE 共混進行熔紡的研究報道,上海化工研究院有限公司[38-40]運用新型的改性樹脂,優化紡絲取向及拉伸工藝,實驗室制備了熔紡纖維。當然,國內關于UHMWPE 熔紡還處于技術開發階段,距國外還有一定差距。
(3)紡絲原料改性
采用新型催化劑體系或原位聚合法從催化聚合階段對UHMWPE 樹脂改性,可制備滿足熔紡的具有特定分子鏈結構的樹脂或在分子尺度上混合均勻的復合改性樹脂[38-41]。東洋紡公司采用重均分子量為30 萬以下、Mw/Mn<4.0 的支鏈的聚乙烯進行熔紡,制備出強度為15cN/dtex 的聚乙烯纖維[42]。當然,在UHMWPE 樹脂中添加流動性好的中低分子量聚烯烴或者流動改性助劑是方便且實用的方法[43],往往相容性好的體系具有較好的可紡性和纖維綜合性能[44]。
(4)紡絲裝備及工藝改進
熔紡制備的UHMWPE 纖維強度只有干法或濕法路線紡絲纖維的50%左右,一方面是熔紡采用樹脂原料分子量相對偏低,末端缺陷較多;另一方面是熔紡纖維的大分子鏈沒有充分伸直,而且伸直鏈的結晶度低,單斜晶取向度低,纖維結構不夠致密[45]。
冷卻速度、紡絲速度、熱牽伸加熱介質等工藝參數是影響UHMWPE 熔紡的關鍵因素[46]。有研究發現在85℃條件下是較適宜的拉伸溫度,且加入一定量的HDPE樹脂,可提高共混纖維的結晶度、晶體取向度和分子鏈取向度,使晶粒更加細長,起到了改善共混纖維微觀結構的作用[47]。
3 膜材料
UHMWPE 膜可為無孔膜和微孔膜兩種,其中無孔膜可應于阻隔包裝材料、耐磨墊等,而UHMWPE 微孔膜又可分為濕法鋰電池隔膜、廢液分離過濾平板膜、中空纖維膜等。根據成孔機理,制備方法主要有熱致相分離(TIPS)法、粉末燒結法和熔融拉伸法三種。
3.1 濕法鋰電池隔膜
UHMWPE 制備濕法鋰電隔膜具有以下優勢:①優異的抗刺穿性能,能夠防止正負極間的短路;②耐化學腐蝕性;③耐熱性好,高溫下尺寸穩定,微孔能夠收縮自閉合切斷電流傳輸,提高電池的安全性能[48]。
(1)工藝特點
濕法路線成膜的制備流程如圖5所示。與干法路線通過聚合物熔融拉伸使得片晶分離形成微孔結構的成孔機理不同,濕法路線是TIPS 法,需用高沸點的溶劑,如白油、礦物油等,膜拉伸經萃取劑除去溶劑后形成微孔結構。與干法路線相比,濕法路線工藝穩定性好,孔結構更加均勻,且孔隙率和孔徑更容易控制。
(2)研究進展
隨著動力鋰電池對高能量密度、高功率以及大容量等性能的需求越來越高,對隔膜的微孔結構一致性、穩定性、耐熱和對電解液的浸潤性、保持率等提出了更高的要求。近些年來,國內外研究者針對隔膜的工藝技術改進和功能化改性做了大量的工作。
(3)制備工藝改進

圖5 濕法鋰電池隔膜的制備工藝路線
目前,國內隔膜的生產工藝、裝備主要依賴進口,隔膜微孔結構的一致性和穩定性有待提高,原材料樹脂需要國產化,特別對工藝技術與設備的引進、消化、吸收、再創新能力需要盡快提升。有研究表明,UHMWPE 的固含量影響微孔的結構和孔隙率,進而影響離子的滲透性[49];淬火溫度影響UHMWPE/石蠟油體系相分離機理和孔結構,較高淬火溫度對應的是液-液相分離,形成花邊狀多孔結構,而較低淬火溫度對應的是結晶誘導相分離,形成樹葉狀多孔結構。此外,對于UHMWPE/環烷油的體系,二氧化硅引入后有助于提高UHMWPE基體含油率,從而使基體結晶度增加[50]。本文作者課題組研究了UHMWPE 樹脂結晶態和非結晶態的溶脹、溶解機理,優化預溶脹過程,減少溶液內的凝膠粒子,制備的隔膜缺陷少,結晶度和孔隙率增大[51],另外,通過鑄片兩面貼輥同步降溫流延等方式有效提升膜兩面微孔結構的均勻性。
(4)功能化改性
近些年來,鋰電隔膜逐步從單一的聚烯烴基膜向功能化的復合膜發展。主要通過與相容聚合物共混、PE/PP多層復合、無機涂覆、有機物涂覆、有機/無機涂層隔膜、表面接枝和交聯等方式對基膜進行復合改性,改善隔膜的力學性能(穿刺強度高)、耐熱性能(更高溫下熱收縮率低、低閉孔和高破膜溫度)和電學性能(電解液浸潤性和保持率好、電循環和充放電性能優等)。
目前工業化主要采用無機涂覆(氧化鋁陶瓷為主)提升基膜的耐熱性能。當然,也有報道采用聚偏氟乙烯或芳綸等聚合物涂覆基膜[52-53],并實現量產。對于陶瓷涂覆,陶瓷的熱阻大,可以防止隔膜高溫時熱失控。而且,陶瓷表面的極性基團親液性較強,使得隔膜在電解液的浸潤性得以提升;但涂層與基膜的界面結合差,容易造成陶瓷顆粒脫落,導致安全問題,同時,陶瓷涂層增加了隔膜比重和厚度,不利于鋰電往高能量密度發展。而聚合物涂覆,涂層薄,相對密度小,具有更優的吸液保液性能、離子電導率和耐熱性能,有利于提高電池的能量密度和安全性;但同樣,極性的聚合物層與非極性的基膜界面結合難度大,容易降低基膜孔隙率。另外,表面化學接枝、交聯改性等技術提升隔膜功能性的方法,由于工藝復雜、生產周期長、成本高,目前還沒有實現規模化應用。
開發新的改性工藝也是今后發展的趨勢,比如將硬度低、相對密度小和功能化的陶瓷顆粒與UHMWPE 共混摻雜制膜[如圖6(a)所示]。本文作者將不同粒徑的勃姆石摻雜改性UHMWPE 隔膜,研究發現,勃姆石的粒徑越細,對改性隔膜的耐熱性能提升幅度越大,且所需的摻雜量越低。由于勃姆石表面含有羥基,摻雜改性后的隔膜對電解液的保持率提升20%,電解液在其表面的接觸角降低50%。對摻雜改性隔膜再進行勃姆石涂覆[如圖6(b)所示],熱收縮率可再降低40%。

圖6 勃姆石共混摻雜制備鋰電池隔膜和勃姆石涂覆隔膜的SEM截面
在大力開發薄且輕質化、與基膜結合力強、高孔隙率功能性涂層的同時,新型耐溫親液的基體材料制備鋰電隔膜的研發及試用也已開始。比如,杜邦公司已開發出聚酰亞胺(PI)隔膜,提高安全性的同時,延長了電池的使用壽命;日本東麗與東燃化學公司開發出了具有優異耐熱性以芳綸樹脂為基材的多孔質薄膜。
3.2 蓄電池隔板
(1)工藝特點
UHMWPE 蓄電池隔板的制備工藝如圖7 所示, 制備蓄電池隔板的原材料一般包括UHMWPE 樹脂、二氧化硅和礦物油等。已成型的隔板中樹脂所占質量分數約20%,二氧化硅所占質量分數為60%~65%,同時殘留礦物油約15%;其中二氧化硅一方面作為隔板的骨架,另一方面加工過程中作為隔板的成孔劑;礦物油在加工過程中起到增塑的作用,加工時加入量占物料總量的60%左右,隔板成型后殘留的礦物油也可起到抗氧化的作用。

圖7 UHMWPE蓄電池隔板的制備工藝
(2)研究進展
相比傳統隔板,UHMWPE 隔板因其具有電阻低和孔隙率高的特點,增加了蓄電池的體積比能量,在大電流需求的蓄電池中得到廣泛應用。UHMWPE 隔板的孔徑小,使得抗鉛枝晶穿透性能也較好;但在高溫條件下,UHWMPE 隔板的抗氧化性較差,氧化后的UHMWPE 隔板會變成灰色,力學性能有明顯的降低,隔板上出現大的孔洞或縫隙甚至粉化。提高隔板中UHMWPE 的分子量和結晶度有利于改善隔板的抗氧性和抗刺穿性能;另外,提高隔板中UHMWPE 及礦物油的含量,一定程度上也可提高隔板的抗氧化性能。
3.3 燒結膜
UHMWPE 分子量高,當加熱到溫度高于微晶熔點時,不能形成自主流動的流體,而變為極高熔體黏度的黏彈態,作為粉末或粒狀材料,UHMWPE 顆粒間的接觸點將熔化形成所謂的接觸頸縮并形成三維多孔體,如圖8所示。

圖8 UHMWPE燒結工藝流程
(1)工藝特點
UHMWPE 燒結工藝主要包括填充、加熱、冷卻、成型等四個過程,如圖8所示。其中填充過程是將原料裝入模具中,根據不同過濾條件的需求,模具可以具有不同的形狀和功能;加熱是在一定溫度和壓力下使原料發生粘連的過程,原料在此過程有一定膨脹;冷卻過程可以采用加速冷卻或自然冷卻等不同方式,一般需要保持一定的壓力狀態,使燒結材料定型;成型主要是指脫模以及后續的處理過程。
UHMWPE燒結膜的結構特點是孔與孔間相通,而且通路之間呈現出一種曲折的軌跡,具有分形結構。網絡通孔的大小與分布,與UHMWPE 粉料的分子量大小及其分布、粒徑大小及分布有關。另外,也可變化燒結參數壓力、溫度和燒結時間以影響多孔體的性質。圖9為本文作者課題組制備的不同形狀UHMWPE 燒結過濾材料,該材料制備成膜組件,可應用于污水處理、精細化工、油水分離、食品原料過濾和白酒過濾等領域。

圖9 不同形狀的UHMWPE燒結過濾材料
(2)研究進展
燒結法制備微孔濾膜不需要使用溶劑、綠色環保、方法簡單且成本低,但受限于UHMWPE 顆粒分布等原因,孔徑較大而且有一定分布,目前以微濾級產品為主。當然,調節加工工藝可改善燒結膜的性能,研究發現[54]燒結膜的拉伸強度隨燒結溫度的升高而增大;增加燒結時間、提高燒結溫度,樣品平均孔徑及孔隙率減小、壓縮強度增大。Leal等[55]通過對燒結UHMWPE 膜的等離子體改性,改善膜表面的孔徑和孔徑分布,提高了水通量。下一步,需要通過對燒結設備的升級、工藝的優化,將粗獷的作坊式生產向精細化、集成化生產改進,需要開發不同功能、性能的樹脂及燒結工藝來滿足不同應用領域的高端化需求。
3.4 中空纖維膜
(1)工藝特點
聚烯烴中空纖維膜通常有兩種制備方法,即熔紡-拉伸法與相轉化法。其中,熔紡-拉伸法制備UHMWPE中空纖維膜是將UHMWPE與低分子量聚合物熔融共混,而后熔體經過噴絲口擠出進入紡絲甬道固化,形成初紡中空纖維,經拉伸致孔、熱定型,得到中空纖維膜;而相轉化法需用溶劑,在高溫下形成均相UHMWPE 溶液,經噴絲口擠出后,進入凝固浴發生相變,卷繞成絲,最后脫除溶劑形成UHMWPE中空纖維膜材料。
(2)研究進展
UHMWPE 中空纖維膜具有價格低廉、孔結構容易控制、機械強度高、耐氧化性、耐酸堿性好等特點,可用于反滲透膜、超濾膜、微孔過濾膜、醫用分離膜、氣體分離膜等領域。
作為疏水性材料,UHMWPE 中空纖維膜在分離過程中易出現膜污染,吸水性差等缺點,故需要對UHMWPE 微孔膜進行親水改性。目前親水性改性大致分為兩大類:①共混法,將親水性聚合物或者低聚物或小分子物質與UHMWPE 共混,制得親水性膜;②表面處理法,包括表面涂覆、接枝等[56]。UHMWPE 中空纖維的膜組件具有能耗低、裝置體積小、易操作、效率高等特點,隨著膜親水改性技術的不斷提升,有望在海水淡化、污水處理等方面獲得批量應用。
4 UHMWPE管材
UHMWPE 管材以其突出的耐腐蝕性、耐熱、耐磨、對輸送介質無污染性、使用壽命長、制造安裝費用低等優異性能,在石油化工、河海疏浚、尾礦輸送、海洋浮標等領域得到了廣泛的應用,圖10列出幾種UHMWPE管材的典型應用領域。
表5 對比了UHMWPE 管材與其他幾種常用管材的性能,其耐磨性比HDPE 高4倍,是碳鋼、不銹鋼的7~10 倍,摩擦系數僅為0.07~0.11,自潤滑性優異;沖擊強度高,特別是在低溫條件下,仍有相當高的沖擊強度;其還具有優良的抗內壓強度、耐環境應力開裂性等。
4.1 擠出技術
由于UHMWPE 分子量高、分子鏈高度纏結,熔體黏度高達108Pa?s 以上,無法應用常規的塑料加工方法。UHMWPE 的擠出加工主要包括柱塞擠出、單螺桿擠出和雙螺桿擠出等擠出成型方法。
柱塞擠出成型為一種準連續的成型方式,可認為是一種高效的壓制燒結成型方法。UHMWPE 管柱塞擠出具有不受UHMWPE 分子量大小的約束、成型過程中物料受到的剪切作用小、材料氧化降解程度小的優勢,然而屬于非連續性加工,制品的性能不均一。

圖10 UHMWPE管材及應用

表5 幾種常用管材性能對比
UHMWPE 在單螺桿中的運動可看作是固體輸送過程,即粉末固體→半固體→高黏彈固體的變化過程,是典型的“塞流”輸送。單螺桿擠出機螺桿尾部的止推軸承能承受高的背壓,料筒內壁開軸向槽,槽的斷面為拋物線狀,可阻止料塞形成。2012年以來,本文作者所在公司與國內研究單位合作,突破常規單螺桿擠出技術在管徑方面的限制,制備的最大管徑可達800mm;同時配合樹脂解纏結技術,大大提高了擠出效率,擠出速率最快可以達到15m/h。
雙螺桿擠出機有同向及異向旋轉兩類,物料在其中受到的作用和輸送原理與單螺桿是不同的。對于UHMWPE 而言,采用具有連續通道的同向旋轉的雙螺桿擠出將更為有利。雙螺桿的正向輸送作用能克服UHMWPE 粉料在螺桿中的打滑現象,大大提升進料能力。然而,熔融狀態下的UHMWPE 黏度極高,輸送阻力很大,對螺桿的軸向推力要求較高。國外對UHMWPE 雙螺桿擠出機進行了大量的改進,并配以先進的電控設備,于80 年代后期實現了連續擠出生產。國內開發了錐形同向雙螺桿擠出技術制備UHMWPE 管材,具有擠出力大、塑化性能好、效率高、比功率小等特點,目前處于應用推廣階段。近年,有研究采用體積拉伸形變為主導的偏心轉子擠出機加工UHMWPE 材料,為今后開發新型的高效擠出技術提供了思路。
4.2 改性技術
除了黏度大、流動性差,UHMWPE 還具有表面硬度低和熱變形溫度低、彎曲強度和蠕變性能較差等缺點,影響了管材使用效果和應用范圍。
(1)物理改性
目前常用的物理改性方法主要有用低熔點、低黏度樹脂共混改性、流動劑改性、液晶高分子原位復合材料改性和無機填料改性等。
與高流動性的聚烯烴、聚酯等聚合物共混,當加熱到熔點以上時,UHMWPE 樹脂就會懸浮在這些共混劑的液相中,形成可擠出、可注射的懸浮體物料[57-61]。固體石蠟或者石蠟提取物、聚乙烯蠟以及脂肪族聚酯等流動改性劑可以促進長鏈分子的解纏,并在大分子鏈間起潤滑作用,從而改善聚合物的流動性。熱致液晶高分子在熔融加工過中由于其分子結構的剛直性,在力場作用下可自發地沿流動方向取向,產生明顯的剪切變稀行為,并在基體樹脂中原位就地形成具有取向結構的增強相,從而起到增強熱塑性樹脂和改善加工流動性的作用。用熱致液晶高分子對UHMWPE 進行改性,不僅可以提高加工時的流動性,而且采用通常的熱塑加工工藝及通用設備就能方便地進行加工,可保持較高的拉伸強度和沖擊強度,耐磨性也有較大的提高。
用于改性UHMWPE 的無機填料主要有:層狀硅酸鹽、三氧化二硅、炭黑、玻璃微珠、三氧化二鋁、二氧化硅等。填料在UHMWPE 基體中成為應力集中點和物理交聯點,前者導致沖擊強度下降,后者則提高了樹脂的耐磨性(高達40%),同時也限制了分子的熱運動,提高了熱變形溫度。利用層狀硅酸鹽片層之間的滑動,可提高UHMWPE 的流動性,而內部結構的特點則在二維方向上對UHMWPE 起到增強作用。但是,利用納米級硅酸鹽改性的缺點是不易分散均勻。本文作者課題組[62]采用復配陽離子交換劑對MMT 進行有機化處理,通過固相接枝技術對UHMWPE 進行表面改性,然后采用熔融插層法制備UHMWPE/MMT納米復合材料。分析表明,MMT在UHMWPE基體中達到了納米級分散,同時有機MMT 能較大幅度改善UHMWPE 的流動性能,少量有機MMT 可使UHMWPE的力學性能有所提高。
(2)化學改性
化學改性主要包括化學交聯改性和輻射交聯改性兩種方法。化學交聯改性又分為過氧化物交聯和偶聯劑交聯等方法。
過氧化物交聯是指UHMWPE 經過氧化物交聯后有體型結構卻不是完全交聯,因此具有熱可塑性和優良的硬度、韌性以耐應力開裂等性能。沈若冰[63]采用過氧化二苯甲酰(DCP) 為交聯劑對UHMWPE 進行交聯改性研究,DCP 的用量一般控制在1%以內。當DCP 用量為0.25%時,沖擊強度可提高48%,隨著DCP 用量的增加,熱變形溫度也提高。
偶聯劑交聯所使用的偶聯劑主要有乙烯基硅氧烷和丙烯基硅氧烷兩類。硅烷交聯UHMWPE 的成型過程首先使過氧化物受熱分解為化學活性高的游離基,這些游離基奪取聚合物分子中的氫原子使聚合物主鏈變為活性游離基,然后與硅烷產生接枝反應,接枝后的UHMWPE 在水及硅醇縮合催化劑的作用下發生水解縮合,形成交聯鍵即得硅烷交聯UHMWPE,交聯后的UHMWPE 熔點、結晶度有所提高,力學性能和耐磨性能有一定改善[64]。
輻射交聯改性是采用電子射線或γ射線直接對UHMWPE 制品進行照射使分子發生交聯。輻射交聯反應主要發生在制品表面,不影響其內部結構和性能。用γ 射線對UHMWPE 進行輻射交聯,可增強UHMWPE的硬度和親水性,同時提高耐蠕變性,延長使用壽命。
4.3 復合技術
UHMWPE 復合增強管材可用于各種腐蝕性、磨損性、黏附性、結垢性介質的中、高壓輸送,如石油、天然氣、粉煤灰、水煤漿、礦物質等的長距離輸送。UHMWPE 復合增強管分為三層,內層為具有耐腐蝕、耐磨等功能的UHMWPE;中間層為鋼絲、鋼帶、玻璃纖維、碳纖維等多層纏繞形成的增強層;外層則采用抗刮傷、耐老化的HDPE作為保護層。
復合成型工藝可分為一步法和兩步法。一步法是使用纏繞機或編織機將高強度纖維直接纏繞或編制在內管上形成增強層再包覆外層;兩步法則是用高強度纖維或鋼絲先制成增強帶或者繩,纏繞在內管上再包覆外層。復合成型工藝特點是既能承受較高的工作壓力,同時還保持了塑料管道質量輕、耐腐蝕及一定柔韌性的優點。
還有近年廣泛應用的UHMWPE 鋼襯復合管,以鋼管作為外層保護基體,內襯UHMWPE 管,該產品具有耐壓、耐磨、耐腐蝕、抗沖擊、保溫性好等優點[65]。這種剛、柔結合的產品既解決了UHMWPE 裸管受溫差影響易變形、接口易開裂等問題,又滿足工業管道的高壓力、長距離輸送,并可防外力破壞。UHMWPE 鋼襯復合管代替礦用鑄鋼管材,在包鋼鋼鐵集團用于鐵精粉、稀土、鈮、釷等礦物輸送,使用壽命長達5年,而之前應用鑄鋼鋼管的使用壽命只有8個月。
5 UHMWPE板材、型材
UHMWPE 板材廣泛應用于各類護舷板、車廂滑板、煤倉襯板、旱冰滑板、鐵路公路橋梁支座墊片等領域;UHMWPE 型材可通過對板材的機加工制備,也可通過注塑成型獲得。板材與型材的典型應用案例如圖11所示。
5.1 模壓成型
(1)模壓成型工藝
模壓成型是UHMWPE 最早采用的加工方法,工藝流程如圖12 所示[66]。該方法不受樹脂原料分子量、流動性等的影響,生產的制品內應力和翹曲變形小,且設備簡單、生產成本低,缺點是生產效率低。

圖11 UHMWPE板材、型材的應用圖示

圖12 UHMWPE模壓成型工藝流程
除傳統的模壓成型工藝外,板材的制備方法還有:①擠出成型。利用柱塞擠出機進行往復間歇式擠出或螺桿擠出機進行連續擠出;②氣輔擠出成型。螺桿擠出過程中,在模具與熔體物料之間注入穩定氣體,提供壁面全滑移邊界條件,降低熔體與流道間摩擦阻力;③超聲粉末模壓法。利用超聲振動使粉末自身快速加熱塑化后再模壓成型;④高速沖擊模壓成型。在近熔點溫度下,對充滿粉料的模具進行高速沖擊后進行燒結成型。上述方法均可提高板材生產效率,但都不易成型較大制品,在實際生產中受到了限制。
(2)板材改性技術
UHMWPE 板材表面硬度低、易疲勞磨損、耐熱性與抗蠕變性差,制約了其在某些特定環境下的應用。為了改善這些不足,國內外學者對模壓樹脂或產品改性做了大量研究,主要方法有聚合改性、填充改性、交聯改性等。
利用新型催化劑[67]或原位聚合法[68]從催化聚合階段對UHMWPE 樹脂改性可以制備特定分子鏈結構的樹脂或在分子尺度上混合均勻的復合改性樹脂,但技術壁壘較高;填充改性簡便易行,不過存在填料團聚或相容性差的問題[69-76];交聯改性可較好的改善耐磨及耐熱性[77-80],其中,化學交聯對交聯劑用量較為敏感,而輻射交聯后殘余的不穩定自由基與氧化性組分發生氧化反應而降解對復合材料的性能影響。
本文作者課題組[81-82]通過固相接枝、有機無機雜化等方法制備了具有良好的自潤滑性、導熱性、耐磨性、抗蠕變性和抗承載能力的UHMWPE 復合材料,克服了重載高速摩擦過程中產生的大量摩擦熱積聚無法傳導和發生塑性變形而帶來安全隱患的問題,成功制備了可滿足公路、鐵路橋梁支座等用途的高耐磨、高承載、可承受長累積位移的UHMWPE型材。
5.2 注塑成型
(1)注塑成型工藝
注塑成型是大規模制備各種UHMWPE 耐磨型材最高效的生產方式。與普通塑料相比,UHMWPE 注塑成型存在以下難點:樹脂難進料、難塑化;熔體黏度大、易堵塞;注塑充模難壓實;產品冷卻易變形。
日本三井石油化學公司于20 世紀70 年代實現了UHMWPE 的注塑成型并商業化,其注塑技術實際上是柱塞注射與壓縮模塑相結合,存在塑化差、傳熱慢、成型周期長的缺陷;后來又開發了往復式螺桿注塑技術,利用往復式螺桿對熔體進行剪切和拉伸,解決了塑化差等問題。80 年代北京塑料研究所改進往復式螺桿利用高壓高速注射技術完成了UHMWPE 注塑,但由于國產注塑機鎖模力不高、操作系統落后,注塑的產品穩定性差。另有采用柱塞推壓注射機、多聯柱塞式注射機、柱塞沖壓注射機進行UHMWPE 注塑成型,但存在塑化效果差、成型周期長、熔膠量小等缺點。近些年,有企業利用往復式螺桿注塑機對流動改性的UHMWPE 進行注塑生產,但到目前為止,注塑技術依然沒有在UHMWPE領域大規模應用[83]。
研究表明,加料段螺槽等深,壓縮段螺槽深度漸淺,均化段分為深螺槽和淺螺槽兩段,噴嘴分為圓柱腔、錐形腔、噴嘴孔和倒錐形腔的設計,可促使物料在機筒內逐步塑化并實現順利注射[84],采用動模腔技術,充模時模腔擴大,鎖模時壓緊模腔,使熔體壓實可有效改進制品收縮問題。螺桿注塑機各工藝參數對制品拉伸性能影響的順序為注射壓力>注射速度>計量段溫度>螺桿轉速[85]。
本文作者認為,UHMWPE 易打滑,可采用深螺槽設計進料;合理的螺桿與筒體間距可實現高黏度熔體充分剪切熔融并避免螺桿抱死;合適的噴嘴直徑可提供充分的剪切且避免出料不暢;合適的射膠壓力、鎖模力,可保證充滿模腔而不溢料;高模溫充模、漸降模溫保壓的變模溫技術也可有效解決產品縮水問題。
(2)注塑原材料改性技術
對注塑級樹脂改性的焦點多集中在改善流動性上,包括聚合改性和共混改性。如采用新型催化、聚合工藝制備雙峰聚乙烯、含溶劑油樹脂、含潤滑改性劑樹脂等;再者就是采用與具有改善基體流動性的組分進行共混改善UHMWPE材料的加工性能。
HDPE 與UHMWPE 有較好的相容性,UHMWPE/HDPE 共混是UHMWPE 流動改性較為便捷有效的方法;納米粒子使復合材料兼具有機、無機、納米材料的特點,利用原位聚合引入納米粒子,可制備分散均勻的注塑級復合材料[86];利用單活性中心等新型催化聚合技術開發具有兼具窄分子量分布和長鏈支化結構、具有低纏結度的新型樹脂,可解決加工性能與力學性能之間的矛盾,也是一個值得期待的研究方向。
提高樹脂流動性可避免熔膠、注射困難等問題,充模方式還要解決制品結構不緊密、縮水嚴重等問題。流動性改性與注塑工藝、設備的配套,才能最終形成綜合性能穩定、優良的注塑件制品。
5.3 人工關節
目前市場上超過90%的人工關節材料中的襯墊為UHMWPE 材料,全球每年約有三百萬次的關節置換手術,UHMWPE 部件的磨損和損壞是影響人工關節壽命的主要因素。
(1)制備工藝
UHMWPE 人工關節可采用柱塞擠出和模壓成型兩種方式制備基材,然后改性機加工后得到人工膝關節、髖關節等制品。模壓成型的UHMWPE 具有各向同性的晶體取向,而柱塞擠出的材料晶體形態隨著距中心線的距離而略有變化[87],這些晶體形態的不同可能會導致疲勞裂紋擴展行為方面的細微差異,從而對骨溶解現象產生影響[88]。因此,使用模壓UHMWPE成型是目前制造人工關節的主流。
(2)研究進展
UHMWPE 于1960 年被首次應用于制作人工關節襯、墊。目前,UHMWPE 基礎樹脂的耐磨性能還不能完全滿足關節的長時間使用,美國麻省總醫院等研究機構和企業開發了交聯UHMWPE,大幅降低了關節磨損,于1998 年首次獲得食品藥品監督管理局(FDA)批準進入臨床應用[89]。隨后,歐美國家又發明了維生素E聚乙烯,兼備抗氧化和耐磨性能,于2009年獲得FDA批準進入臨床使用[90]。我國從1990 年起逐漸使用UHMWPE 制作關節襯墊,但國產UHMWPE 的分子量、成型加工工藝以及關節制造工藝等都較落后,人工關節臨床使用壽命短(平均五年左右),磨損等導致的并發癥嚴重[91]。
通過熔融退火增加UHMWPE 的纏結密度可改善其非晶區微觀結構,從而減少UHMWPE 的骨溶解(即因磨損產生的磨渣)[92];但是,熔融退火的效果有限,不能有效維持較高的纏結狀態,采用輻照交聯降低大規模塑性變形所需的鏈遷移率,可減慢表面碎屑的形成[93];然而,輻照后或輻照過程中的二次熱加工熔化會導致材料的氧化降解,引起結晶度和強度的下降,使用維生素E 作為醫用級UHMWPE的抗氧化劑可消除高交聯UHMWPE人工關節中殘留自由基[94]。近期,研究人員發現黃酮類天然抗氧化劑蘆丁、槲皮素[95]和茶多酚[96]比維生素E的抗氧化性好。
本文作者課題組與國內人工關節的重點研究單位和企業合作,首先獲得分子量及分布和粒徑及分布合理、金屬殘留和綜合性能符合植入級標準要求的UHMWPE 樹脂;同時開展模壓成型、輻照交聯及抗菌、抗氧化等方面的改性研究。
6 UHMWPE專利申請
本文作者課題組通過關鍵詞與分類號結合的方法,選擇智慧芽數據庫對UHMWPE 相關的國內外專利進行檢索。 通過國際專利文獻中心(INPADOC)同組去重,共檢索到專利29665 組。其中,發明專利25233組,實用新型4421組,外觀設計專利11組。其中纖維相關專利11083組,膜相關專利7930 組,催化劑相關專利2524 組,人工關節相關專利1782 組,板材相關專利1549 組,管材相關專利1355組及其他專利。
自2001年以來UHMWPE 專利申請呈不斷上升趨勢,尤其是2017 年及2018 年,每年申請量將近3000 件,從側面說明UHMWPE 研發與應用處于快速上升階段。從UHMWPE專利的主要申請人來看,申請最多的為DSM 公司,其次為日本住友、中國石化、巴斯夫、日本東麗等公司。國內企業專利申請及布局上落后于國外企業,需大力加強知識產權保護意識,增加專利申請及布局;從應用領域的申請來看,生物醫用方面申請的專利最多,主要為關節材料,另外還有防彈材料、面料、纜繩等方面,表明醫用材料技術含量高,關注度日益提升,同時傳統的防彈材料等仍然處于快速發展中;從專利申請國家來看,申請數量最多的是中國,其次為美國、印度,表明中國的UHMWPE 研發及應用最為活躍,競爭最激烈,但是在中國申請的專利中,申請人多是外企,本土企業及研究院所在專利申請及布局方面還需進一步提升。
7 結語
目前全球UHMWPE樹脂的產量約20萬噸,我國UHMWPE 的產量約5 萬噸,到2025 年,國際及國內的產量均有望提升50%。但在聚烯烴材料領域中UHMWPE 還屬于小眾產品,究其原因,主要還在于加工條件的苛刻導致其高的生產成本,不適用于大眾化推廣;另外一些性能上的劣勢,如耐熱性差、產品容易蠕變等也限制了其在某些高端領域的應用。
隨著樹脂解纏結聚合技術與功能化改性技術的提升,UHMWPE 制品加工裝備與工藝技術的不斷升級,UHMWPE 的發展將越來越好。我國UHMWPE 材料的應用與研發均處于國際前列,在未來幾年,有效落實產研結合,實現技術突破與創新,引導產業健康發展將有利于推動我國UHMWPE材料的更大進步。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
中國塑料(2016年12期)2016-06-15 20:30:07
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
銅業工程(2015年4期)2015-12-29 02:48:39
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17