塑料面蓋注塑模具成型零件數控編程與加工
2020-09-10 18:11:36谷育紅
內燃機與配件 2020年19期
關鍵詞:數控加工
谷育紅

摘要:在進行注塑模具數控加工時,成型零件的加工極為重要,其加工質量的優劣直接影響到模具后續成型產品的質量。文章以塑料面蓋注塑模成型零件之一型腔的數控加工為例,從模具零件的數控加工工藝策略、運用CAM軟件編程加工的方法與技巧等方面進行了詳盡的論述。
關鍵詞:塑料面蓋;注塑模具;CAM編程;數控加工
0 ?引言
模具是現代化工業生產的重要工藝裝備,號稱“工業之母”。其廣泛應用于汽車、航空、工程機械、家用電器等制造業中,起著極為重要的作用。采用模具生產毛坯或成品零件,是材料成型的重要方式之一。在整個模具工業中,塑料模具發展極為迅速應用范圍極其廣泛。其中塑料注塑成型所用的模具稱為注塑模。注塑成型可以對形狀復雜的塑料產品實現一次成型,是一種高效率、大批量的生產方式,然而在模具行業,注塑模具的制造工藝復雜,工藝難度大,尤其是模具的成型零件型芯和型腔的加工難度更為突出,型芯和型腔一般都具有復雜的型面,加工精度和質量要求又高。想要加工出高精度、高質量、復雜型面的注塑模具必須借助先進的CAD/CAM軟件,通過編制合理的加工工藝規程,選擇合適的加工設備和刀具以及最佳切削參數來實現。UG和MasterCAM是當前模具設計與數控加工領域使用最為廣泛的CAD/CAM軟件。
文章以塑料面蓋注塑模成型零件之一型腔的數控加工為例,從零件數控加工工藝策略的制定、運用MasterCAM軟件數控編程加工的方法與技巧等方面進行詳盡的論述。
1 ?面蓋注塑模成型零件型腔的數控銑削加工工藝分析
1.1 零件圖樣分析
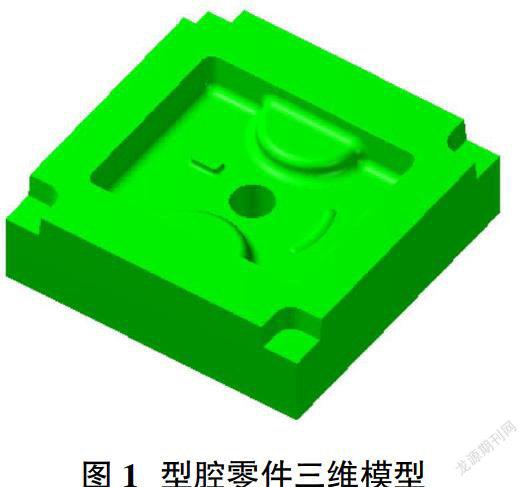
圖1所示為型腔零件三維模型,毛坯尺寸為90×90×28mm,材料為45鋼。零件的外形尺寸小,腔體型面的形狀較為復雜。采用MasterCAM X5軟件,應用其CAM功能的計算機輔助編程的方法進行CNC在線加工,能快速、高效地完成該零件的數控銑削編程加工。
數控加工的策略為:先鉆中間Ф11.8的底孔(此處的孔在后續模具裝配時需與澆口套進行配合),然后進行模具型腔的開粗,接下去對模具型腔各成型面進行精加工。
1.2 工藝路線安排、切削用量選擇等
加工設備選擇FANUC OI-MF系統立式三坐標數控銑床,零件采用精密平口虎鉗進行裝夾,經過一次裝夾在數控銑床上完成型腔所有表面的銑削加工,按工序集中原則該零件的加工確定為一道工序。
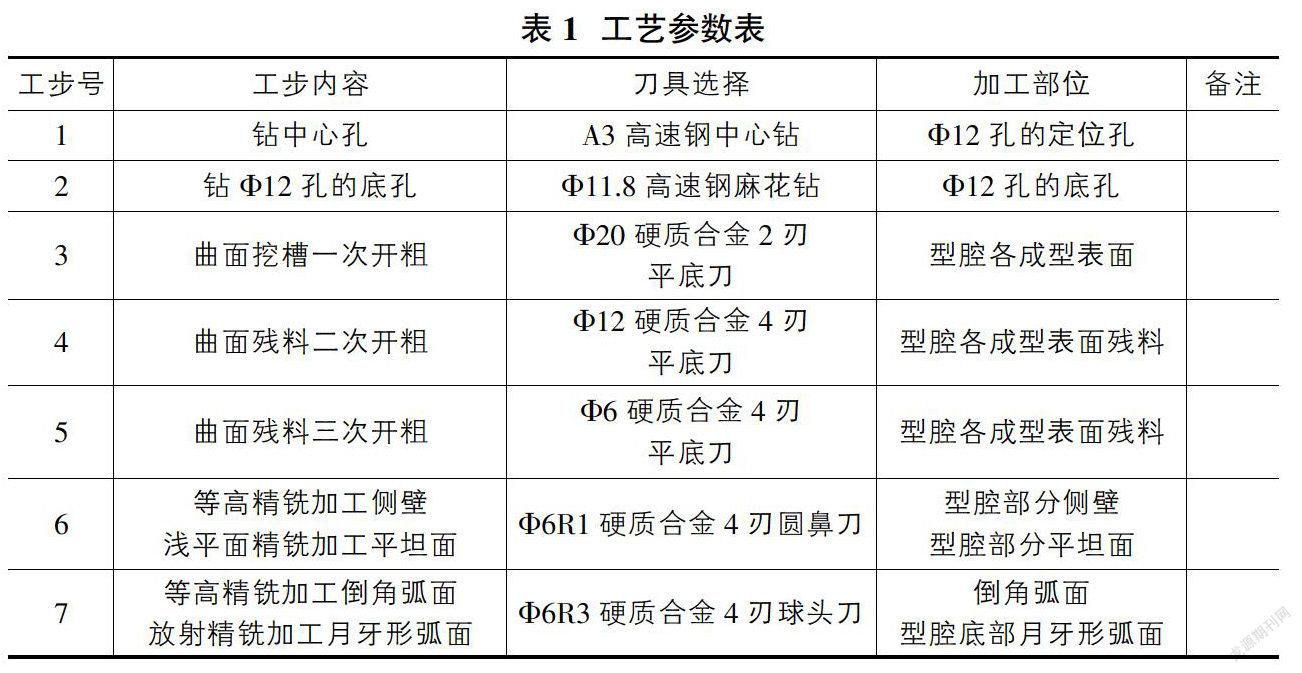
加工方法、加工階段、工步的劃分以及加工順序的安排、刀具與切削用量的選擇,參見表1和表2。
2 ?計算機輔助編程數控銑削加工的方法與步驟
應用MasterCAM X5軟件,采用計算機輔助編程的方法進行CNC在線加工的具體方法和步驟如下:
2.1 型腔一次開粗
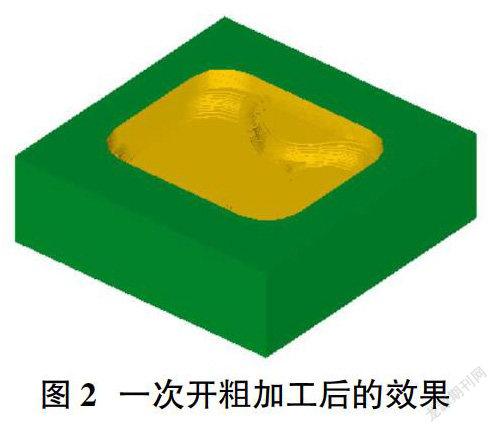
用Φ20的硬質合金2刃平刀(刀具剛性好),進行曲面粗加工挖槽切削方式,去除型腔內部大部分余量,每層切削深度控制在0.5mm,主軸轉速為1500r/min,進給速度控制在1000mm/min,留后續加工余量0.3mm。圖2為一次開粗加工后的效果圖。
2.2 型腔二次開粗
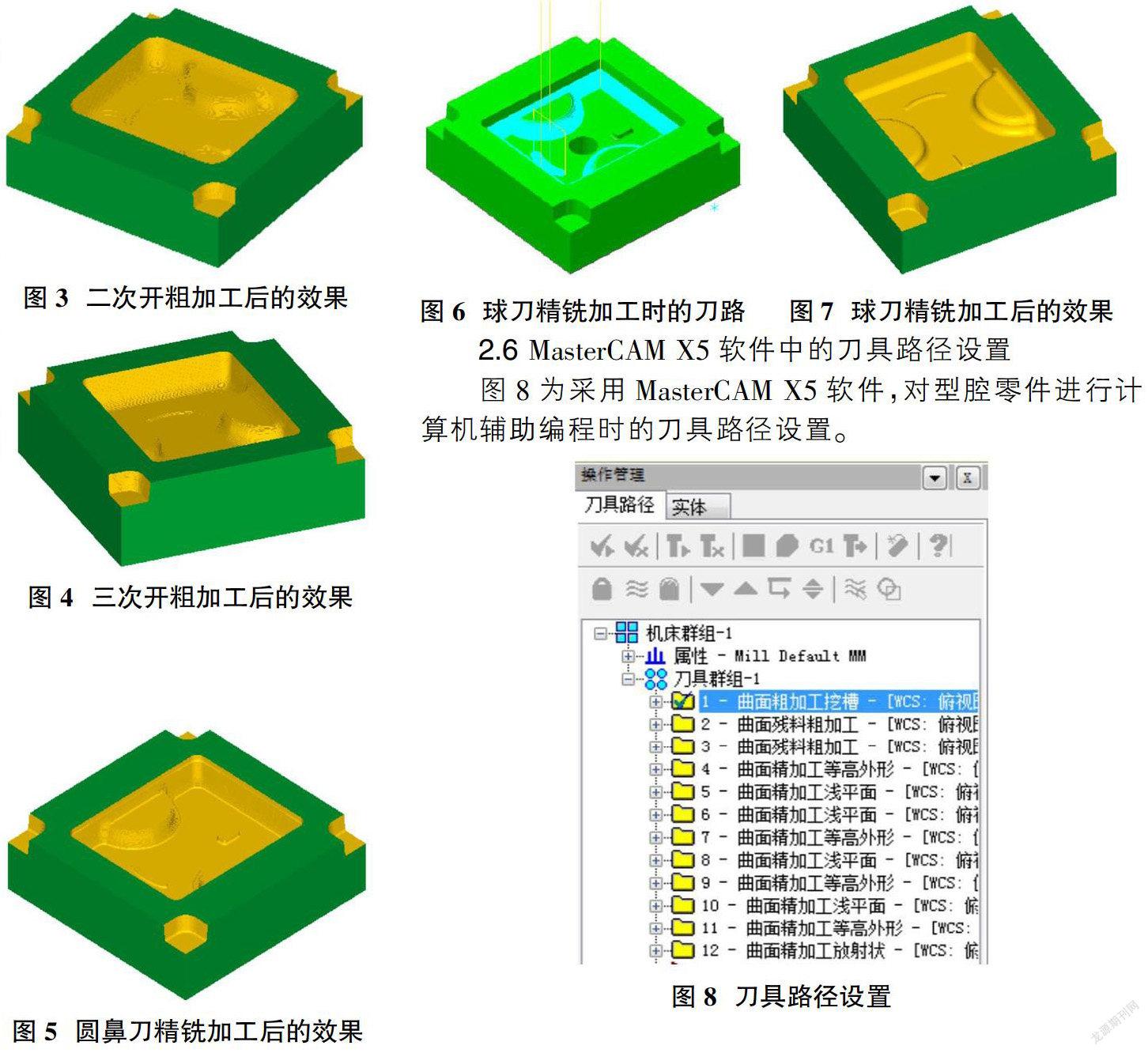
用Φ12的硬質合金4刃平刀,采用曲面殘料粗加工切削方式,去除型腔各表面殘留余量,每層切削深度控制在0.3mm,主軸轉速為2600r/min,進給速度控制在1400mm/min,留給后續加工余量0.25mm。圖3為二次開粗加工后的效果圖。
2.3 型腔三次開粗
用Φ6的硬質合金4刃平刀,采用曲面殘料粗加工切削方式,進一步去除型腔各表面殘留余量,每層切削深度控制在0.15mm,主軸轉速為5000r/min,進給速度控制在1200mm/min。留給后續加工余量0.2mm。圖4為三次開粗加工后的效果圖,經過三次開粗型腔各表面留下的余量較為均勻。
2.4 精銑型腔部分帶拔模角的側壁及平坦面
用Φ6R1的硬質合金4刃圓鼻刀,采用曲面精加工等高外形的切削方式對零件上帶有拔模角的部分側壁進行精銑加工,采用曲面精加工淺平面的切削方式對型腔平坦表面進行精銑加工,加工面預留量為0,主軸轉速為5000r/min,進給速度控制在1500mm/min。等高精銑時每層切削深度控制在0.2mm,淺平面精銑時最大切削間距控制在2mm。圖5為圓鼻刀精銑加工后的效果圖。
2.5 精銑倒角弧面及部分帶拔模角側壁和月牙形弧面
用Φ6R3的硬質合金4刃球頭刀,采用曲面精加工等高外形的切削方式對零件上的倒角弧面及部分帶拔模角的側壁進行精銑加工,采用曲面精加工放射狀的切削方式對型腔底部月牙形凸起弧面進行精銑加工,加工面預留量為0,主軸轉速為5000r/min,進給速度控制在1200mm/min。等高精銑時每層切削深度控制在0.15mm,放射狀精銑時最大角度增量控制在0.4。圖6和7為球刀精銑加工時的刀路及加工后的效果圖。
2.6 MasterCAM X5軟件中的刀具路徑設置
圖8為采用MasterCAM X5軟件,對型腔零件進行計算機輔助編程時的刀具路徑設置。
3 ?結論
通過以上分析可知,要想加工出高精度、高質量、復雜型面注塑模具的成型零件,必須借助先進的CAD/CAM軟件,選擇合適的加工設備,編制合理的加工工藝規程,合理選擇刀具,指定最佳工藝參數,規劃合理的刀具路徑,這樣才能保證高質量高效率完成模具的制作,從而贏得客戶贏來市場。
參考文獻:
[1]劉蔡保主編.Mastercam X9 數控加工與典型案例[M].化學工業出版社,2018,10.
[2]于文強主編.Mastercam數控編程[M].清華大學出版社2019,03.
[3]詹友剛主編.Mastercam X8數控編程教程[M].機械工業出版社,2018,02.
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18