14Cr1MoR鋼焊接工藝性研究及其在石油化工裝置中的應(yīng)用
2020-09-10 07:22:44陳昌軍林立王文濤
電焊機 2020年5期
陳昌軍 林立 王文濤
摘要:14Cr1MoR鋼因具有較好的耐熱強度及抗氧化、抗氫、抗硫腐蝕性能以及廉價性,在石油化工行業(yè)的氨合成塔、焦炭塔、加氫反應(yīng)器等重要裝置中得到廣泛應(yīng)用。綜述了14Cr1MoR鋼的化學(xué)成分和力學(xué)性能,重點分析了其焊接性、焊接工藝要點、存在的焊接問題及處理方法、復(fù)合焊接等,指出了其與不銹鋼復(fù)合鋼板是實現(xiàn)材料兼具熱強性與高耐蝕性的有效方法,為14Cr1MoR鋼得到更好的應(yīng)用提供了理論參考。
關(guān)鍵詞:14Cr1MoR鋼;焊接性;焊接工藝要點;復(fù)合鋼板
中圖分類號:TG47文獻(xiàn)標(biāo)志碼:B文章編號:1001-2303(2020)05-0094-04
DOI:10.7512/j.issn.1001-2303.2020.05.19
0 前言
隨著石油工業(yè)產(chǎn)業(yè)的不斷發(fā)展,高溫、高壓、高腐蝕的工況環(huán)境對石油化工裝置提出了更為苛刻的要求,所采用的鋼材必須具有優(yōu)異的常溫機械性能、常溫塑性、韌性和抗回火脆性及耐蝕性。早期,這類設(shè)備所需鋼材只能通過進(jìn)口,如SA387 Gr11 C12等材料,但是此類鋼材價格昂貴、供貨周期長,不適宜工業(yè)生產(chǎn)。近年來,國產(chǎn)14Cr1MoR鋼因高溫性能穩(wěn)定、價格便宜、加工性能優(yōu)異等優(yōu)點逐漸進(jìn)入石化行業(yè),在降低成本的同時縮短了生產(chǎn)周期,為大眾所青睞。
1 14Cr1MoR鋼的化學(xué)成分及力學(xué)性能
1.1 14Cr1MoR鋼的化學(xué)成分
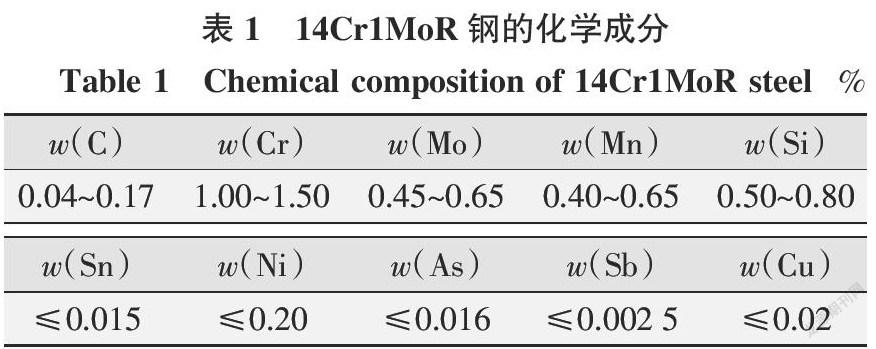
14Cr1MoR鋼是舞陽鋼廠開發(fā)的一種抗氫耐熱鋼,屬鉻鉬低合金結(jié)構(gòu)鋼,執(zhí)行GB713-2008國家標(biāo)準(zhǔn),系1.25Cr0.5Mo珠光體耐熱鋼,其化學(xué)成分如表1所示。其中Cr、Mo為主要熱強元素,Cr能增加鋼的淬透性并有二次硬化的作用,可在提高碳鋼的硬度和耐磨性的同時不使鋼變脆,使其具有良好的高溫抗氧化性和耐氧化性腐蝕作用,還增加了其熱強性,是耐熱鋼的主要合金元素。Mo增強了鋼的熱強性,防止回火脆性,并進(jìn)一步提高對有機酸(如蟻酸、醋酸、草酸等)以及過氧化氫、硫酸、亞硫酸、硫酸鹽、酸性染料等的抗蝕性,特別是防止了氯離子產(chǎn)生的點腐蝕傾向。
1.2 14Cr1MoR鋼的力學(xué)性能
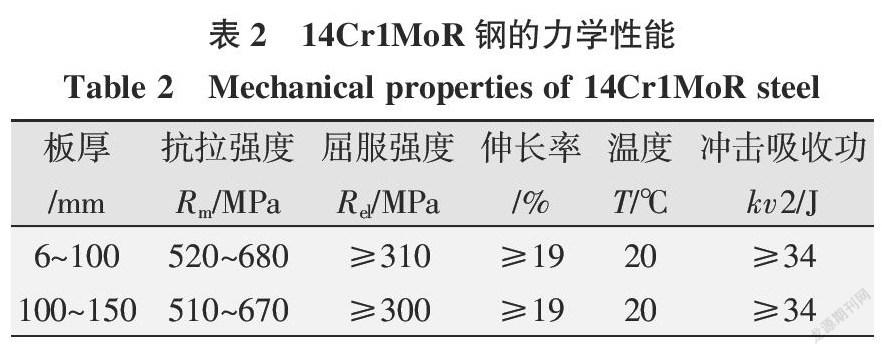
為了獲取良好的力學(xué)性能,14Cr1MoR鋼的熱處理工藝為900 ℃水冷淬火+685 ℃高溫回火。900 ℃淬火后的組織為板條馬氏體,具有高的強度(1 000~1 040 MPa)和顯微硬度(401~446 HV),但塑性和韌性較差,必須通過高溫回火以改善其塑性和韌性。14Cr1MoR鋼的力學(xué)性能如表2所示。
2 14Cr1MoR鋼的焊接應(yīng)用研究
2.1 14Cr1MoR鋼的可焊性分析
采用國際焊接學(xué)會推薦的碳當(dāng)量計算公式CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,根據(jù)表1中數(shù)據(jù)計算出14Cr1MoR鋼的CE為0.42%~0.72%。一般當(dāng)CE<0.4%時,鋼材的焊接性能良好,無需預(yù)熱即可焊接;當(dāng)0.4%~0.6%時,鋼材的焊接性能不佳,需較高溫度預(yù)熱,嚴(yán)格控制焊接工藝,才能進(jìn)行焊接。可見14Cr1MoR鋼具有一定的淬硬傾向,易產(chǎn)生冷裂紋,一般采用低氫焊條并控制焊接熱輸入,加上適當(dāng)?shù)念A(yù)熱、后熱和焊后熱處理等工藝措施來保證焊縫質(zhì)量。
14Cr1MoR鋼存在較多具有沉淀強化的合金元素(Cr、Mo),在焊接過程中熱影響區(qū)受到高溫作用,奧氏體晶粒嚴(yán)重長大,碳化物溶于奧氏體中,焊接接頭經(jīng)過700 ℃左右的焊后熱處理,碳化物在晶粒內(nèi)部析出,晶粒內(nèi)部強化,晶界薄弱,當(dāng)拘束應(yīng)力超過晶界抗拉強度時,則產(chǎn)生再熱裂紋[1]。針對該問題,可采取以下措施:焊接時控制線能量的輸入,盡量減少過熱粗晶區(qū);選用低匹配的焊接材料,適當(dāng)?shù)亟档秃缚p金屬強度以及提高其塑性變形能力;采用預(yù)熱和后熱措施;控制焊接質(zhì)量,合理裝配,以減少焊接接頭的應(yīng)力集中,減少再熱裂紋的產(chǎn)生。
2.2 14Cr1MoR鋼的焊接工藝要點
2.2.1 焊接材料及方法
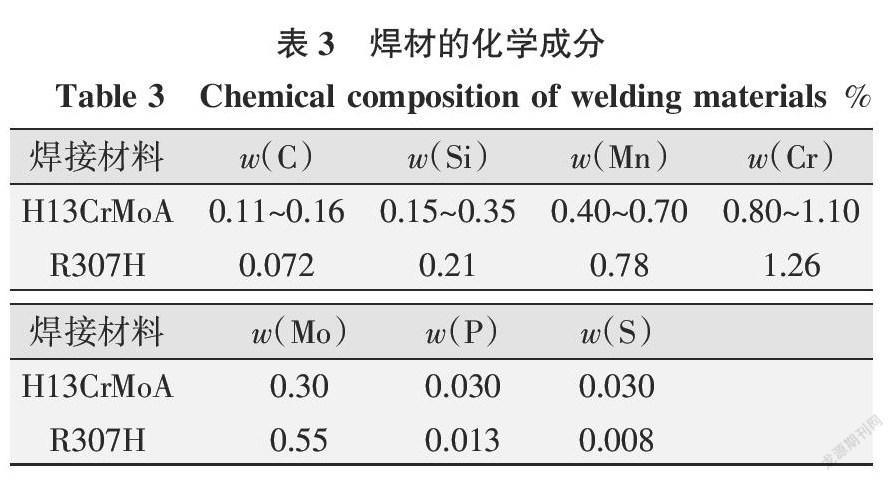
14Cr1MoR鋼焊接時,焊材的選擇應(yīng)充分考慮焊縫金屬的熱膨脹系數(shù)、成分和力學(xué)性能與母材相匹配,特別是熱強性。常采用焊條電弧焊(SMAW)固定和埋弧焊(SAW)雙面成型焊接,常用H13CrMoA焊絲-J603焊劑,R307H焊條(φ4.0),焊材成分如表3所示。
2.2.2 焊接工藝參數(shù)的選擇
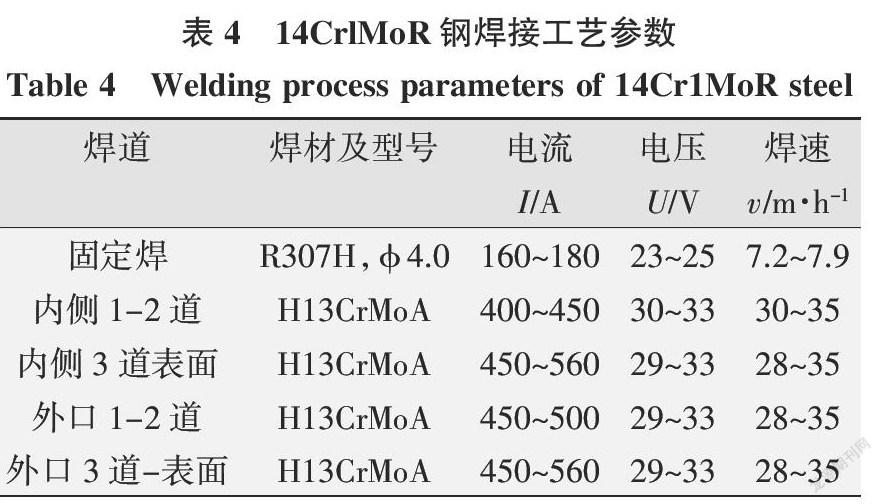
焊接工藝參數(shù)包括焊接熱輸入、焊前預(yù)熱溫度和道間溫度等,會直接影響焊接接頭的冷卻條件,進(jìn)而影響其組織性能。王國慶[2]曾提出,對于Cr-Mo系耐熱鋼采用熱焊工藝焊接可提高合金的耐應(yīng)力腐蝕性能。14Cr1MoR鋼多為中厚板,散熱慢,大的熱輸入容易造成接頭晶粒粗大,強度和韌性降低,應(yīng)采用小的焊接熱參數(shù),配合預(yù)熱與緩冷,縮小焊接接頭過熱區(qū)寬度,限制晶粒長大,同時防止冷裂紋的產(chǎn)生。常用焊接工藝參數(shù)如表4所示,電流種類及極性均為直流反接[3]。
2.2.3 焊接輔助措施
14Cr1MoR鋼多采用雙U型及Y型坡口,熱切割前,將割口邊緣預(yù)熱150 ℃;熱切割后,采用機械加工方法加工坡口,并對坡口表面進(jìn)行磁粉探傷,檢查是否存在表面裂紋。焊前應(yīng)將坡口表面及兩側(cè)各100 mm范圍內(nèi)的油污、鐵銹清除干凈,焊條嚴(yán)格按烘干工藝烘干,隨用隨取,以減少焊接接頭擴(kuò)散氫的來源。
焊前預(yù)熱、道間溫度的控制及后熱消氫處理可顯著降低焊接區(qū)氫含量和淬硬傾向,避免冷裂紋的產(chǎn)生,是保證焊接質(zhì)量的重要環(huán)節(jié)。通過大量試驗確定14Cr1MoR鋼的最低預(yù)熱溫度為150 ℃,道間溫度控制在 150~250 ℃。受厚鋼板拘束度的影響,預(yù)熱溫度多為200 ℃,道間溫度為200~250 ℃,焊后應(yīng)立即進(jìn)行 350~400 ℃消氫處理。
為消除14Cr1MoR鋼殘余應(yīng)力,改善焊接接頭的金相組織,提高接頭的綜合力學(xué)性能(降低焊縫及熱影響區(qū)硬度,提高接頭的高溫蠕變強度和組織穩(wěn)定性),應(yīng)及時進(jìn)行焊后熱處理。焊后熱處理工藝參數(shù)為:(600~690)±14 ℃保溫2~3.5 h,熱處理后焊縫硬度低于225 HB[4]。
2.3 14Cr1MoR鋼復(fù)合鋼板焊接應(yīng)用
14Cr1MoR鋼雖然具有優(yōu)異的高溫力學(xué)性能,但在日益苛刻的工況環(huán)境下,其耐蝕性不能滿足使用要求,為提高設(shè)備整體壽命,在實際生產(chǎn)設(shè)計中多采用14Cr1MoR鋼與其他耐蝕材料的復(fù)合板以獲得更優(yōu)良的性能。常用復(fù)合材料包括S321、S347、S904L、S11306、S410等不銹鋼[5-6]。其中與S321不銹鋼復(fù)合鋼板廣泛應(yīng)用于抗晶界腐蝕性要求高的化學(xué)、煤炭、石油等工業(yè);與S347H不銹鋼復(fù)合鋼板具有良好的耐晶間腐蝕性和較高的持久強度和抗氧化性能;與S904L不銹鋼復(fù)合鋼板對氯化物有著良好的耐應(yīng)力腐蝕性能,在中性氯化物中具有非常好的耐點蝕性能[7];與S11306不銹鋼復(fù)合鋼板具有良好的抗腐蝕能力和抗氧化作用,較高的淬透性、耐磨性及熱強性。復(fù)合鋼板焊接時應(yīng)注意過渡層成分及焊后熱處理的控制。
3 14Cr1MoR鋼在石油化工裝置中的應(yīng)用現(xiàn)狀
14Cr1MoR鋼憑借其較好的耐熱強度及抗氧化、抗氫、抗硫腐蝕性能,廣泛應(yīng)于煤化工、石油化工及化學(xué)工業(yè)用設(shè)備制造領(lǐng)域,主要用于溫度不大于500 ℃的中溫壓力容器的制造,如氨合成塔、焦炭塔、加氫反應(yīng)器、換熱器、中溫變換爐等。
3.1 氨合成塔
氨合成塔被稱為合成氨廠的心臟,是在高溫高壓條件下使氮氣和氫氣發(fā)生催化反應(yīng)合成氨的關(guān)鍵設(shè)備,為高溫臨氫設(shè)備,服役條件十分惡劣。該設(shè)備采用立式結(jié)構(gòu),上部為熱端,設(shè)計溫度493 ℃,下部為冷端,設(shè)計溫度275 ℃,設(shè)計壓力0.53 MPa。選材設(shè)計原則為在滿足強度和剛度的要求下主要滿足防腐要求;在滿足設(shè)計(壓力、溫度)條件下盡量選擇便宜易加工的材料,做到經(jīng)濟(jì)、耐用、實惠[8-9]。14Cr1MoR鋼為其主要受壓元件的選材,如內(nèi)筒和筒體端部等。舞鋼通過優(yōu)化成分設(shè)計、合理控制冶煉、軋制及熱處理工藝開發(fā)的151 mm厚14Cr1MoR鋼板,其組織為均勻的單一貝氏體回火組織,具有良好的常溫、高溫拉伸性能和優(yōu)良的低溫沖擊韌性,滿足了氨合成塔的技術(shù)要求[10]。
3.2 焦炭塔
延遲焦化裝置的核心設(shè)備是焦炭塔,是煉油廠所有壓力容器中使用環(huán)境最惡劣的設(shè)備之一[11]。焦炭塔一般每48 h進(jìn)行1次從常溫至500 ℃操作溫度的循環(huán),始終工作在高應(yīng)力低周疲勞的惡劣狀態(tài);在低pH值、高含Cl-和H2S酸性水作用下易產(chǎn)生沖蝕、汽蝕;在進(jìn)料生焦過程中出現(xiàn)高溫硫腐蝕,產(chǎn)生FeS保護(hù)膜,但原料分解產(chǎn)生的Cl-及冷焦水中帶來的Cl-會降低材質(zhì)表面保護(hù)膜的形成或加速保護(hù)膜的破壞,從而促進(jìn)焦碳塔局部腐蝕破壞,為疲勞破壞提供裂紋源。
焦炭塔為壓力容器復(fù)合板設(shè)備,主體材質(zhì)為14Cr1MoR。塔頂至泡沫層以下200 mm的材質(zhì)為14Cr1MoR+410S,其他部分為14Cr1MoR,其中焦炭塔下部錐段為14Cr1MoR鍛件。國內(nèi)現(xiàn)有的在役焦炭塔主要出現(xiàn)了鼓凸變形,筒體和裙座之間的焊縫等部位出現(xiàn)裂紋、內(nèi)壁腐蝕等問題[12]。
3.3 加氫反應(yīng)器
加氫反應(yīng)器是在高溫、高壓,并在含有氫或氫+硫化氫介質(zhì)條件下工作的重要煉油工藝設(shè)備,其操作條件極為苛刻,對材料的高溫力學(xué)性能提出了更高的要求[13]。其主體材質(zhì)常選擇14Cr1MoR鋼,所有承壓焊縫全部采用全焊透窄間隙結(jié)構(gòu),焊縫及堆焊層的氫損傷是其主要破壞形式。
4 結(jié)論
(1)14Cr1MoR鋼的焊接結(jié)構(gòu)存在冷裂紋、再熱裂紋及回火脆性等焊接問題,必須根據(jù)具體工況條件選擇合適的焊接工藝參數(shù)及輔助措施,以保證焊接質(zhì)量。
(2)14Cr1MoR鋼具有較好的耐熱強度及抗氧化、抗氫、抗硫腐蝕性能,廣泛應(yīng)用于臨氫、高溫、高壓的化工裝置,科學(xué)合理的焊接技術(shù)是設(shè)備安全、生產(chǎn)安全的重要保障。
(3)14Cr1MoR鋼和不銹鋼復(fù)合鋼板是實現(xiàn)材料兼具熱強性和高耐蝕性的有效方法,過渡層成分及焊后熱處理的控制將成為重點研究內(nèi)容之一。
參考文獻(xiàn):
[1] 王文利,黨曙昕,王迎君. 國產(chǎn)14Cr1MoR鋼的焊接[J]. 電焊機,2002,32(7):32-35.
Wang W L,Dang S X,Wang Y J. The welding of homemade 14Cr1MoR steel[J]. Electric Welding Machine,2002,32(7):32-35.
[2] 王國慶,閆萍,張智超,等. 熱焊工藝對2.25Cr1Mo鋼應(yīng)力腐蝕性能的影響[J]. 遼寧石油化工大學(xué)學(xué)報,2015,35(6):42-44,48.
Wang G Q,Yan P,Zhang Z C,et al. The Influence of HotWelding Process on Stress Corrosion Property of 2.25Cr1MoSteel[J]. Journal of Liaoning University of Petroleum & Chemical Technology,2015,35(6):42-44,48.
[3] 劉東旭,傅瑞麗. 14Cr1MoR中厚板埋弧焊接裂紋的焊接工藝分析[J]. 硫磷設(shè)計與粉體工程,2017(6):42-45.
Liu D X,F(xiàn)u R L. Analysis on welding process of submerged arc welding cracks in 14Cr1MoR plate[J]. Sulfur phosphorus design and powder engineering,2017(6):42-45.
[4] 鄭大智. 14Cr1MoR鋼制大型焦碳塔的整體熱處理[J]. 石油化工設(shè)備技術(shù),2010,31(4):9-12.
Zheng D Z. Integral heat treatment of 14Cr1MoR steel largecoke tower[J]. Petrochemical equipment technology,2010,31(4):9-12.
[5] 趙金芝,李瑞龍. 14Cr1MoR+0Cr18Ni10Ti復(fù)合鋼板焊接[J]. 石油化工設(shè)備,2011,40(Z1):57-59.
Zhao J Z,Li R L. Welding of Composite Materials 14Cr1MoR+0Cr18Ni10Ti[J]. Petro-Chemical Equipment,2011,40(Z1):57-59.
[6] 王全柱,李啟耕,岳宗洪,等. 904L(N08904)不銹鋼復(fù)合板腐蝕性能研究[J]. 材料開發(fā)與應(yīng)用,2017,32(5):5358.
Wang Q Z,Li Q G,Yue Z H,et al. Study on Corrosion of 904L (SA240 N08904) Explosive-Clad Plate[J]. Development and Application of Materials,2017,32(5):53-58.
[7] 王小華,楊輝,李軍. 904L-14Cr1MoR復(fù)合鋼板焊接試驗研究[J]. 材料開發(fā)與應(yīng)用,2016,31(4):51-57.
Wang X H,Yang H,Li J. Welding Test of the Super Austenitic Stainless Steel 904L-14Cr1MoR Clad Metal Plate[J]. Development and Application of Materials,2016,31(4):51-57.
[8] 官云勝,孫長玉. 氨合成塔外殼的制造[J]. 化工設(shè)備與管道,2007,44(6):22-25.
Guan Y S,Sun C Y. Manufacture of Shell of Ammonia Synthesis Tower[J]. Process Equipment & Piping,2007,44(6):
22-25.
[9] 蔣家慧,景煒,秦延山. 氨合成塔外殼內(nèi)筒裂紋的分析[J].壓力容器,2010,27(11):59-62.
Jiang J H,Jing Y,Qin Y S. Analysis of Crack on the Shellof Ammonia Converter[J]. Pressure Vessel Technology,2010,27(11):59-62.
[10] 李樣兵,牛紅星,吳艷陽,等. 氨合成塔用大厚度14Cr1MoR鋼板的研制開發(fā)[J]. 寬厚板,2016,22(6):19-22.
Li Y B,Niu H X,Wu Y Y,et al. Study and Development of Large Thickness 14Cr1MoR Steel Plate for Ammonia Converter[J]. Wide and Heavy Plate,2016,22(6):19-22.
[11] 馬洪錦. 焦炭塔制造工藝[J]. 化工裝備技術(shù),2013,34(6):33-36.
Ma H J. Manufacturing Process of Coke Tower[J]. Chemical Equipment Technology,2013,34(6):33-36.
[12] 韓玉梅. 大型焦炭塔設(shè)計特點介紹[J]. 化工設(shè)備與管道,2014,51(1):40-44.
Han Y M. Introduction of Characteristics in Design of Large Coke Drum[J]. Process Equipment & Piping,2014,51(1):40-44.
[13] 徐堅,鐘曼英,郭世行,等. 加氫反應(yīng)器壁材料的氫損傷特性[J]. 中國腐蝕與防護(hù)學(xué)報,2003,23(3):149-155.
Xu J,Zhong M Y,Guo S X,et al. Characteristics of hydrogen damages for hydrogenation reactor wall-materials[J].Journal of Chinese Society for Corrosion and Protection,2003,23(3):149-155.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
