ASME標準核級設備用焊接材料驗收沖擊試驗要求探討
2020-09-10 07:22:44陶新磊楊曉巳梁振新
電焊機 2020年5期
陶新磊 楊曉巳 梁振新
摘要:焊材是核電設備制造過程中經常使用的材料,也是核電質量管理的薄弱環節。隨著第三代非能動核電技術的引進,ASME(美國機械工程師學會)規范在國內核電設備設計制造中逐漸得到廣泛使用,ASME規范焊材的使用也日趨廣泛。但是在實踐過程中,國內很多核電設備制造廠在使用ASME規范焊材時仍然存在對規范的理解偏差和混淆,尤其是焊材復驗中的沖擊試驗要求。夏比沖擊試驗是評價材料韌性和缺口敏感性的重要試驗,直接關系設備質量、影響核安全。結合實際案例,辨析ASME焊材檢驗中的沖擊試驗要求,指明正確的標準執行要求,以便為類似項目的建造提供借鑒。
關鍵詞:ASME;沖擊試驗;焊材;核電
中圖分類號:TG42文獻標志碼:C文章編號:1001-2303(2020)05-0128-05
DOI:10.7512/j.issn.1001-2303.2020.05.27
0 前言
美國機械工程師學會(ASME)頒布的《鍋爐及壓力容器規范》(簡稱《ASME規范》),是目前世界上公認的范圍最為廣泛、內容最為詳盡的一部關于鍋爐及壓力容器的規范。ASME規范第Ⅲ卷是核電設備設計制造的主要依據,是國內第三代非能動核電站設備的主要設計制造標準。ASME規范第Ⅱ卷是材料的通用技術要求,其C篇是焊材的通用技術要求,不僅被ASME規范第Ⅲ卷冊引用,也被其他卷冊如ASME規范第Ⅷ卷《壓力容器建造規則》等引用。隨著我國制造業與國際化接軌,ASME焊材也被廣泛應用在核電項目和非核項目的壓力容器制造上。沖擊功是衡量材料韌性和缺口敏感性的重要指標[1]。測量沖擊功的夏比沖擊試驗是評價材料韌性和缺口敏感性的重要試驗,是焊材復驗的重要環節,是核電設備制造的重要過程,直接關系到核設施安全。雖然已有很多文獻介紹了ASME焊材規范,并與國內相關規范進行對比[2],但在實際應用中仍有很多設備制造商對ASME焊材規范的技術細節,如沖擊試驗取樣數量等問題發生混淆,導致設備與ASME規范要求發生偏差,深入辨析ASME規范第Ⅱ卷C篇焊材沖擊試驗要求很有必要。本文結合核電設備建造過程中的實際案例,指明正確的ASME標準焊材沖擊試驗要求,以便為類似設備的建造提供借鑒。
1 ASME焊材在國內核電項目的使用
國內第三代非能動核電技術設備設計和制造主要以ASME規范第Ⅲ卷為主體設計制造標準,同時也吸收和借鑒了國內多年的核電工程建造經驗,例如對于重要的核級壓力容器,如蒸汽發生器、非能動余熱排出換熱器等設備制造過程中增加了制作焊接見證件,對焊縫性能進行破壞性檢測,這與國外的非能動核電項目不同。焊接見證件是為了驗證產品焊縫質量的一致性,并保證與焊接工藝評定所確定的操作工藝相一致,制造廠在焊接過程中采用與產品焊縫相同的材料、工藝參數、操作人員,采用同一焊接設備在相同焊接環境下制作的試件。
ASME規范對焊材入廠復驗并未做強制要求,規范案例NX-2400規定在滿足ASME授權質保體系要求的焊材制造商提供焊材質量證書(CMTR)的前提下,設備制造商可以不進行焊材入廠復驗。但核電設備制造廠使用ASME的焊材往往需要從美國經海運到中國,歷時較長,從美國出廠到中國進廠需要半年乃至更久時間。且國內設備制造廠往往無法按ASME規范要求監督進口焊材生產商的質保體系,因此進行焊材入廠復驗極有必要。為確保焊材質量,核電設備最終用戶一般應在相關設備采購合同中對設備生產商補充要求對所采購的ASME焊材進行入廠復驗。這一點與RCC-M規范《壓水堆核電站核島機械部件設計和建造規則》及能標體系規范存在差異。
2 焊材沖擊試驗標準問題
2.1 核級設備焊材沖擊試驗溫度和沖擊功要求
ASME規范第Ⅱ卷和第Ⅲ卷對焊材沖擊試驗溫度和沖擊功有相關規定,但是其技術細節并不相同。在實際工作中,為確保使用焊材焊接的最終產品性能滿足要求,在進行ASME第Ⅱ卷規定的沖擊試驗前提下,亦需要根據ASME第Ⅲ卷要求進行焊材沖擊試驗,二者不可偏廢。但制造廠容易忽視滿足ASME第Ⅱ卷要求是核級設備焊材沖擊性能合格的前提條件,執行試驗時混淆第Ⅱ卷和第Ⅲ卷沖擊試驗要求的差異,造成產品不符合規范要求。
ASME規范第Ⅲ卷NB-2431.1 通用試驗要求(f)規定,“當產品焊縫的兩種母材中任何一母材要求進行沖擊試驗時,則焊縫金屬也應進行沖擊試樣的試驗。焊縫金屬應符合NB-2331(a)或NB-2332適用于母材要求的部分。當兩種母材存在不同要求時,焊縫金屬可符合其中的任一個要求”[3]。該條文說明ASME第Ⅲ卷側重考核焊材與制造設備的母材的韌性匹配。其焊縫金屬沖擊試驗溫度、沖擊吸收功合格標準也與母材的相應合格標準相同。
對于核1級設備材料,ASME規范第Ⅲ卷NB分卷要求同時使用落錘試驗和沖擊試驗兩種方法檢驗其韌性水平。對于參考無延性轉變溫度(RTNDT)的測量,ASME規范第Ⅲ卷NB-2331容器材料規定,應按下列方法確定參考溫度RTNDT:
(1)選定一個TNDT溫度,該溫度等于或高于落錘試驗測得的無延性轉變溫度。
(2)當溫度不大于TNDT+60 °F(TNDT+33 ℃)時,每個Cv試樣(NB-2321.2)的橫向膨脹至少為35 mils(0.89 mm),以及吸收能量應不小于50 ft.lb(68 J)。允許按NB-2350進行復試。當這些要求都得到滿足時,TNDT就是參考溫度RTNDT。
ASME第Ⅱ卷也對焊材有沖擊試驗方面的要求,以代號為F9P4-EM-M2的焊材為例。根據ASME規范第Ⅱ卷C篇SFA5.23《埋弧焊用低合金鋼焊絲和焊劑標準》對焊材強制性類別代號的定義,F9P4-EM-M2指原始焊劑在本標準要求條件下,用EM2焊絲所得的焊縫金屬在焊態應具有900~11 000 psi抗拉強度和在-40 °F下20 ft.lbf (27 J)的夏比沖擊韌性。類別號F9P4-EM-M2中“4”代表沖擊試驗溫度-40 °F;“2”代表沖擊功不低于20 ft.lbf(27 J)[4]。
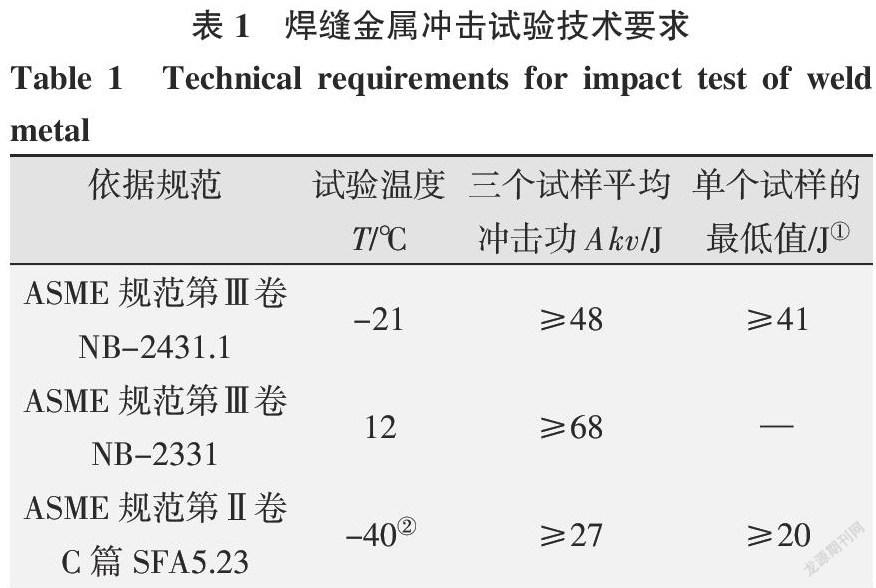
以采用F9P4-EM-M2焊接核1級壓力容器,其母材RTNDT為-21 ℃為例,根據ASME規范要求其焊縫金屬沖擊試驗技術要求如表1所示。
可以明顯看出,采用該焊材焊接核1級壓力容器需要進行3次沖擊試驗,且其溫度和沖擊功各不相同,不存在涵蓋關系。對于核2級設備的焊材,ASME規范第Ⅲ卷NC、ND分卷不要求必須使用落錘試驗方法檢驗焊縫金屬韌性水平[5]。采用相同材料焊接核2、3級設備較焊接核1級設備會相應減少為測RTNDT而進行的沖擊試驗。但是對由焊材與母材韌性匹配得到的沖擊試驗要求和ASME第Ⅱ卷沖擊試驗要求仍然容易發生混淆。
2.2 核級設備焊材沖擊試驗取樣數量及判定方法
ASME第Ⅲ卷對焊材的沖擊試驗取樣要求按ASME SA-370執行;ASME第Ⅱ卷的取樣要求按ANSI/AWS B4.0執行,二者試驗方法都間接引用ASTM E23的要求,但取樣存在一些細微差異。以ASME第Ⅱ卷SFA5.23《埋弧焊用低合金鋼焊絲和焊劑》要求為例:“5個試樣應按照ANSI/AWS B4.0的沖擊試驗一節進行試驗。在評判試驗結果時,所得的最低值和最高值應不予考慮。剩下3個值中的2個值應等于或大于規定的27 J的能量水平,3個值中的一個值可以低些,但不得低于20 J,并且3個值的平均值應不小于要求的27 J能量水平”。ASME第Ⅲ卷NB分冊規定“當要求進行夏比V型缺口沖擊試驗(Cv)時,應按SA-370規定進行。試驗應由一組3個10 mm×10 mm的全尺寸試樣組成”。
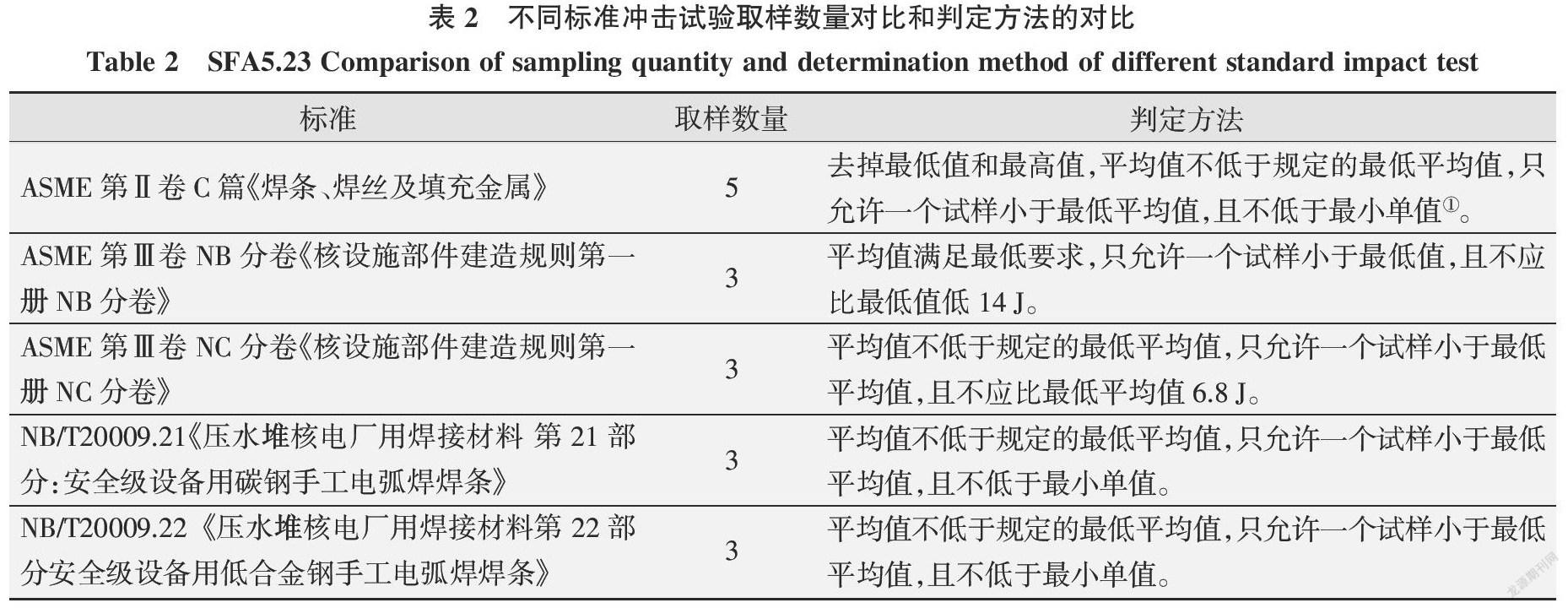
雖然ASME第Ⅱ卷對不同焊材的沖擊功數值大小判定標準存在差異,但各種焊材的沖擊試驗均取5個試樣;而ASME第Ⅲ卷焊材沖擊試驗均取3個試樣。此外,這一點也容易與國內能源行業系列標準的相關要求混淆:NB/T 20009.21《壓水堆核電廠用焊接材料 第21部分:安全級設備用碳鋼手工電弧焊焊條》、NB/T20009.22《壓水堆核電廠用焊接材料第22部分安全級設備用低合金鋼手工電弧焊焊條》等焊材試驗取樣為一次取3個試樣[6-7]。設備制造廠極易根據國內制造檢驗習慣,忽視取樣數量和判定方法差異,從而導致焊材檢驗不符合規范要求。不同標準對沖擊試驗取樣數量對比和判定方法的對比如表2所示。
3 核級設備焊材沖擊試驗驗收標準應用錯誤的案例
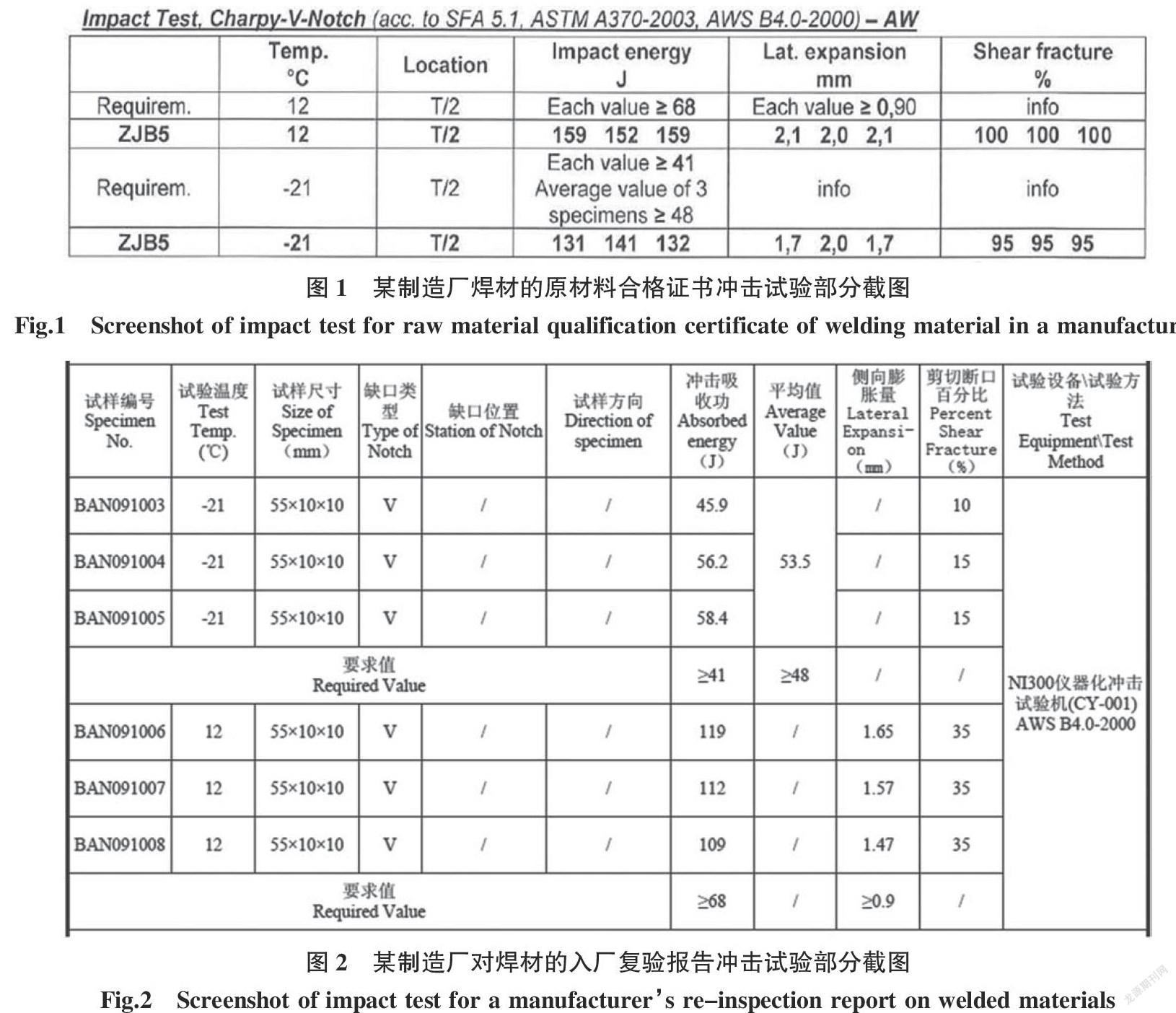
在實踐中,很多核電設備制造廠在焊材沖擊復驗標準上容易發生混淆。國內某核電主設備制造廠使用AWS類別號為F9P4-EM-M2的埋弧焊焊絲和焊劑制造一件核1級壓力容器設備,焊材原材料出廠報告如圖1 所示;對焊材復驗的試驗結果如圖2所示。
由圖1、圖2可知,焊材沖擊試驗與ASME規范第Ⅲ卷2331節要求相符,滿足與母材韌性匹配的要求,但制造廠據此判斷焊材沖擊試驗合格、性能滿足要求,是存在瑕疵的。焊材提供方和設備制造廠都混淆了ASME規范第Ⅱ卷和第Ⅲ卷對焊接沖擊試驗的要求。ASME規范第Ⅱ卷側重焊材本身合格性能,ASME規范第Ⅲ卷側重考核焊材與制造設備母材的韌性匹配。對于本例,其焊材應按ASME規范第Ⅱ卷C篇SFA5.23《埋弧焊用低合金鋼焊絲和焊劑標準》中的相應要求補充-40 ℃下的沖擊試驗,取5個試樣,所得的最低值和最高值應不予考慮。剩下3個值中的2個值應等于或大于規定的27 J的能量水平,3個值中的一個值可以低些,但不得低于20 J,并且3個值的平均值應不小于要求的27 J能量水平。
4 沖擊試驗的補充說明
需要補充說明的是,ASME規范第Ⅲ卷NB-2122并不能作為這種情況下的免除條件。ASME規范第Ⅲ卷NB-2122 同許用的材料技術規格書相矛盾的特殊要求規定:“當本章規定的特殊要求同材料技術規格書要求[NCA-3856]有矛盾時,應以本章所規定的特殊要求為準。當特殊要求中包括材料技術規格書中也要求的檢測、試驗或處理時,則檢測、試驗或處理只需進行一次”[3]。ASME規范第Ⅲ卷的沖擊功要求主要針對產品焊縫的沖擊試驗,而ASME規范第Ⅱ卷的沖擊功要求主要針對焊材,是制造過程中的不同階段,遵守ASME規范第II卷要求是執行ASME 規范第Ⅲ卷的前提。
ASME第Ⅱ卷側重考核焊材是否符合ASME焊材分類號的要求,簡而言之就是考核是否達到合格焊材的指標;而ASME第Ⅲ卷側重考核焊材能否得到滿意的產品焊縫性能。焊材沖擊試驗取樣和熱處理過程的差異很好地說明了這一點。ASME第Ⅲ卷的試樣尺寸規格與ASME第Ⅱ卷一致,但通常ASME第Ⅱ卷會給出試樣母材的范圍和推薦的預熱溫度、層間溫度、焊后熱處理溫度;而ASME第Ⅲ卷規定“試件焊接應在產品焊接采用的預熱溫度和層間溫度范圍內進行。試件應在焊后狀態下進行試驗;當產品焊縫要做焊后熱處理時,試件就應在適用的焊后熱處理狀態下進行試驗。焊后熱處理的保溫時間至少應為生產中焊縫金屬的最長焊后熱處理保溫時間的80%”。通常為了簡化試驗,制造廠會根據ASME第Ⅱ卷C篇的推薦進行焊接工藝評定(WPQ),并用于所有的焊材復驗項目,并不單獨制定焊材復驗的焊接規程和采用其他ASME第Ⅱ卷允許的焊接母材。但是仍應當注意ASME第Ⅱ卷沖擊試驗通常規定了試件取樣為焊態、焊后熱處理態或二者都需要取樣,而ASME第Ⅲ卷規定的試件狀態是與產品最終狀態相同。二者可能存在不一致。
根據ASME規范第Ⅲ卷NB-2121規定“在物項制造中所使用的焊接材料和釬焊材料,應滿足第Ⅱ卷C篇的SFA技術規格書的規定(第Ⅸ卷另有允許則除外),同時還應滿足本章的適用要求”。制造廠采購的焊材性能應當既能夠滿足ASME規范第Ⅱ卷要求,也應當滿足ASME規范第Ⅲ卷的要求。因此為保證焊材滿足最終產品要求,對于用于核1級設備的焊材往往需要進行ASME規范第Ⅲ卷要求考核與母材韌性匹配的沖擊試驗、測算RTNDT的沖擊試驗和ASME第Ⅱ卷要求的沖擊試驗,而對于核2、3級設備則需要進行ASME規范第Ⅲ卷要求考核與母材韌性匹配的沖擊試驗和ASME規范第Ⅱ卷要求的沖擊試驗。
5 結論
在執行ASME 規范的核級設備制造過程中,應注意ASME規范第Ⅱ卷和ASME規范第Ⅲ卷在對焊縫金屬沖擊試驗都提出了要求,二者均需滿足,同時二者技術細節方面存在差異,不可混淆。ASME規范第Ⅲ卷的沖擊試驗要求側重于考核焊縫金屬與母材的韌性匹配,達到滿意的產品焊縫性能。ASME規范第Ⅱ卷C篇《焊條、焊絲及填充金屬材料》的要求側重于判定焊材本身是否符合AWS分類號的要求。雖然試樣尺寸規格一致,制造廠也可以簡化處理采用同時滿足二者要求的母材和焊接規程,但二者在溫度、沖擊功、取樣數量、判定方法上存在差異,試件狀態也可能存在不同,在試驗中應注意區別。焊材如果不用于核級設備制造,滿足ASME第Ⅱ卷要求即可判定焊材符合ASME材料規格書要求。
此外,雖然能標系列焊材標準(如NB/T 20009.21等)是參考和借鑒了ASME規范第Ⅱ卷C篇《焊條焊絲及填充材料》轉化而來,較為相似,但二者并不等效,在具體技術細節,如沖擊試驗取樣數量上存在差異,切不可混淆。
雖然ASME焊材在國內核電設備制造中已有一定的使用經驗,也有國內相關焊材標準借鑒和參考ASME規范第Ⅱ卷C篇《焊條焊絲及填充材料》,但是在技術細節上仍存在差別,在執行規范時應注意辨析。
參考文獻:
[1] 史巨元. 鋼的動態力學性能與應用[M]. 北京:冶金工業出版社,1993:93-98.
[2] 王恒,李哲. AP1000核電技術中ASME規范第Ⅱ卷C篇與我國焊材標準的對比研究[J]. 電焊機,2015,45(2):155-158.
[3] ASME BPVC-III-2004,核設施部件建造規則[S].
[4] ASME BPVC-II-C-2004,焊條、焊絲及填充金屬[S].
[5] 郭晶,王平安,馮愛秀,等. ASME核電建造規范對材料韌性的要求[J]. 石油化工設備,2011,40(1):42-48.
[6] NB/T 20009.21《壓水堆核電廠用焊接材料 第21部分:安全級設備用碳鋼手工電弧焊焊條》[S].
[7] NB/T 20009.22《壓水堆核電廠用焊接材料 第22部分:安全級設備用低合金鋼手工電弧焊焊條》[S].
