VVER核電工程焊接材料不確定問題的處理
2020-09-10 07:22:44馬新朝
電焊機 2020年5期
關鍵詞:處理
摘要:對VVER壓水堆核電站由中俄轉換設計、施工過程中典型的焊接技術問題進行分析,提出了解決俄羅斯供材料、中國供材料及第三國材料及母材分類不確定無法確定焊接工藝材料進行評定問題的流程、措施,對俄羅斯供設備缺陷及材料焊接過程中缺陷的處理提出了解決意見和經驗反饋,對缺少焊接工藝及焊工資質的困難的施工技術優化也提出了整改意見,有效落實整改方法可促進中俄技術轉換,可促進工程建設進度。
關鍵詞:VVER核電機組;焊接技術;焊接材料;不確定問題;處理
中圖分類號:TG42文獻標志碼:B文章編號:1001-2303(2020)04-0118-06
DOI:10.7512/j.issn.1001-2303.2020.05.25
0 前言
田灣核電3#、4#工程是中俄合作在建VVER-1000/428型雙殼壓水堆核電機組。在建設過程中涉及到俄羅斯供材料、中國廠商供材料、非俄國的第三國供金屬材料,高、中、低碳鋼,不銹鋼,鑄鋼,鑄件、鍛件復合型鋼等材料品種齊全,是目前我國在建核電工程中應用材料種類最多、標準最復雜的一個核電項目,焊接難度和工程量巨大,技術問題突出:涉及到工程焊接缺陷的處理、焊接工藝評定管理、焊工資格管理及其有效性、材料轉換、俄供設備缺陷的處理、焊接檢驗及標準的應用等各方面,需要綜合能力強的焊接管理人員進行現場管理,一方面要保證施工進度,另一方面要符合焊接管理基本要求,更要符合核電質量保證要求,對焊接技術問題的處理至關重要。
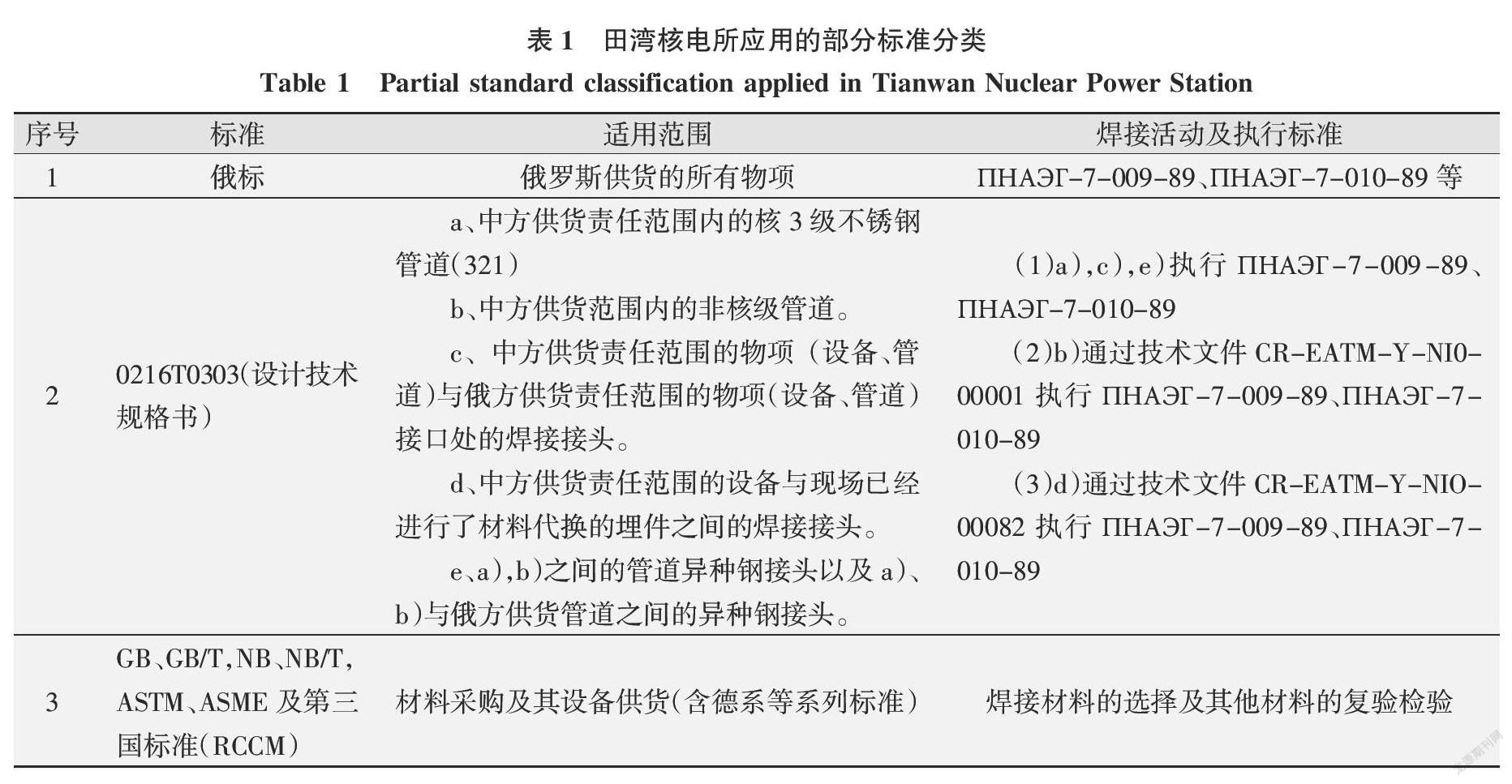
1 焊接材料分類不確定
俄方的焊接標準未更新,如表1所示;國內的焊接材料版本更新快,發展迅速,在工程建設過程中由于對材料的分類不及時,導致在焊接材料的選擇及使用方面存在不確定性,焊接工藝評定報告的覆蓋性問題日益突出:由于工藝評定缺失而引起的焊工資格不能覆蓋現場焊接的問題;安裝和調試階段由于核安全法規規定的條款遵守情況及材料不確定所引起的焊工操作資格不能覆蓋現場對于設備制造廠商的主要設備(管道、管件、閥門、設備基礎、預埋件等)的缺陷處理的焊接問題。這些問題均會影響施工。
2 焊接材料缺失時的原因分析
3#、4#機組部分設備、閥門是由業主和工程公司從第三國采購供貨。安裝公司根據已到場材料信息組織規劃實施焊接工藝評定,但當部分設備和閥門陸續到貨及滯后到貨后,技術人員發現這些設備或閥門的材質鋼號均屬于第三國材質(設計采購時只考慮到設備、閥門的性能,未考慮在安裝期間與工藝接口時的現狀,未提出填充焊材質的型號、牌號及相應的規格,導致無法用于指導現場施工,造成采購的第三國材質設備、閥門等在現場無法實施焊接,安裝工作無法推進),同時,由于該部分物項的焊接技術條件缺少,或到貨時的質量保證資料不全,不能確定物項的母材類別及現場焊接所使用的焊接材料,導致該部分物項已到現場仍無法安裝焊接。
針對第三國材料與中、俄供材料的歸類,焊接材料的選用以及如何進行焊接工藝評定成為急需解決的問題;而焊接材料缺失和選擇匹配問題是中、俄雙方設計院責任、范圍、技術條件及合同約定不清楚,文件未有效規定及文件缺陷,焊接技術條件缺少,或到貨時的質量保證資料不全,不能確定物項的母材類別及現場焊接所使用的焊接材料,現場焊接前對于處理意見相互推諉扯皮所造成的。
制造材料標準與現場焊接檢驗、質量驗收標準不一致情況;設計、采購用材料的變更更換后并未準確通知至核電施工安裝現場,造成的材料采購困難、焊接工藝支持性材料缺少也是造成焊材不確定的重要原因。
3 解決措施
3.1 中俄接口(含第三國材質)管道材質焊材不確定問題
在工藝管道安裝過程中對于缺少工藝的焊接材料,制定以下具體的原則:
(1)按照ASME標準[1]及俄供的焊接技術要求對圖紙及設備供貨中的材料進行材料分類、歸類,確定分出碳鋼、低合金鋼、耐熱鋼、不銹鋼、有色金屬等,按標準進行Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ、Ⅶ、Ⅷ等歸類,以確定并執行相應的工藝評定[2]。(2)按等強原則、等化學成分和相近金相組織等使用條件原則進行分類和歸類。(3)對于不確定材料牌號的對接接頭,可以進行焊接前的光譜檢查,確定相應材料后進行焊接工藝評定或焊接試驗,從而確定相應的焊接工藝,同時輔以見證件檢查驗證,保證焊接質量。(4)對于確實沒有相應填充焊材的異種鋼的焊接,可以采取用本體材料鋼板剪成焊絲條進行焊接工藝性能試驗(手工TIG焊等方法)和焊接工藝評定,從而確定可行的熔化焊方法,以填補技術條件及標準的不足[3];同時,將相應的技術材料資料及時歸檔、備案,以促進焊接技術的發展。
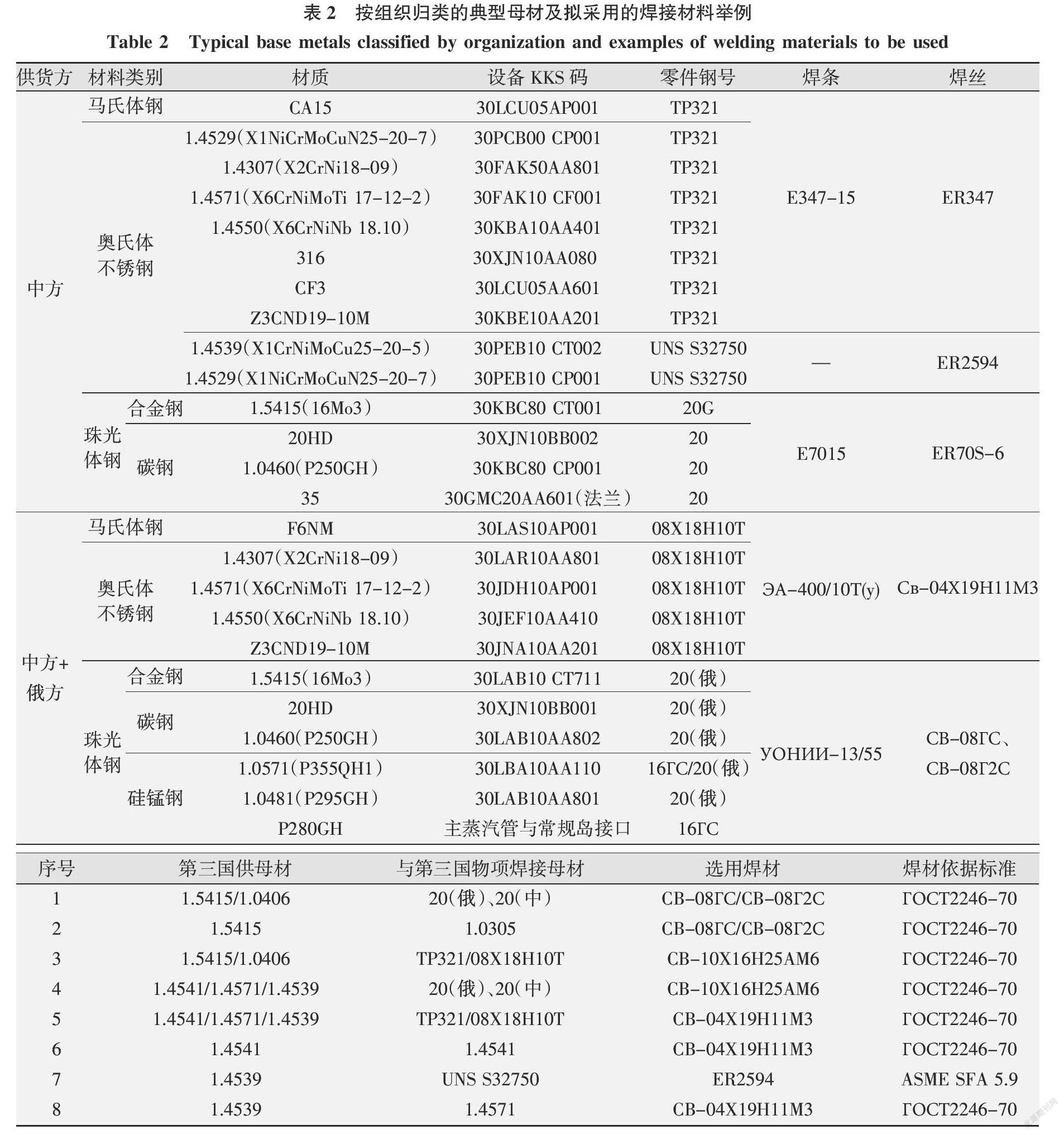
①按材料的物理、化學成分相近,使用性能的相近性,機械性能等強原則進行成分對比,結合以往工程的焊接安裝經驗(如焊接1.4529的焊材時)、M310核電機組的焊接材料選用成熟經驗并按HAF603及相應的標準如NB/T47014等標準進行歸類。
②按金相組織相近的原則對材料組織成分進行歸類,如馬氏體鋼、鐵素體鋼、珠光體鋼,鐵素體+奧氏體鋼,鎳基合金、鍛件、鑄鐵/鑄鋼、鋁合金等。
③對材料性能模糊的材料,進行工藝性能試驗及現場檢測,判定其真實的分類歸類,由施工技術人員組織設計院金屬材料專業人員、各行業專家進行專題分析及討論,確定具體的材料性質并分類。
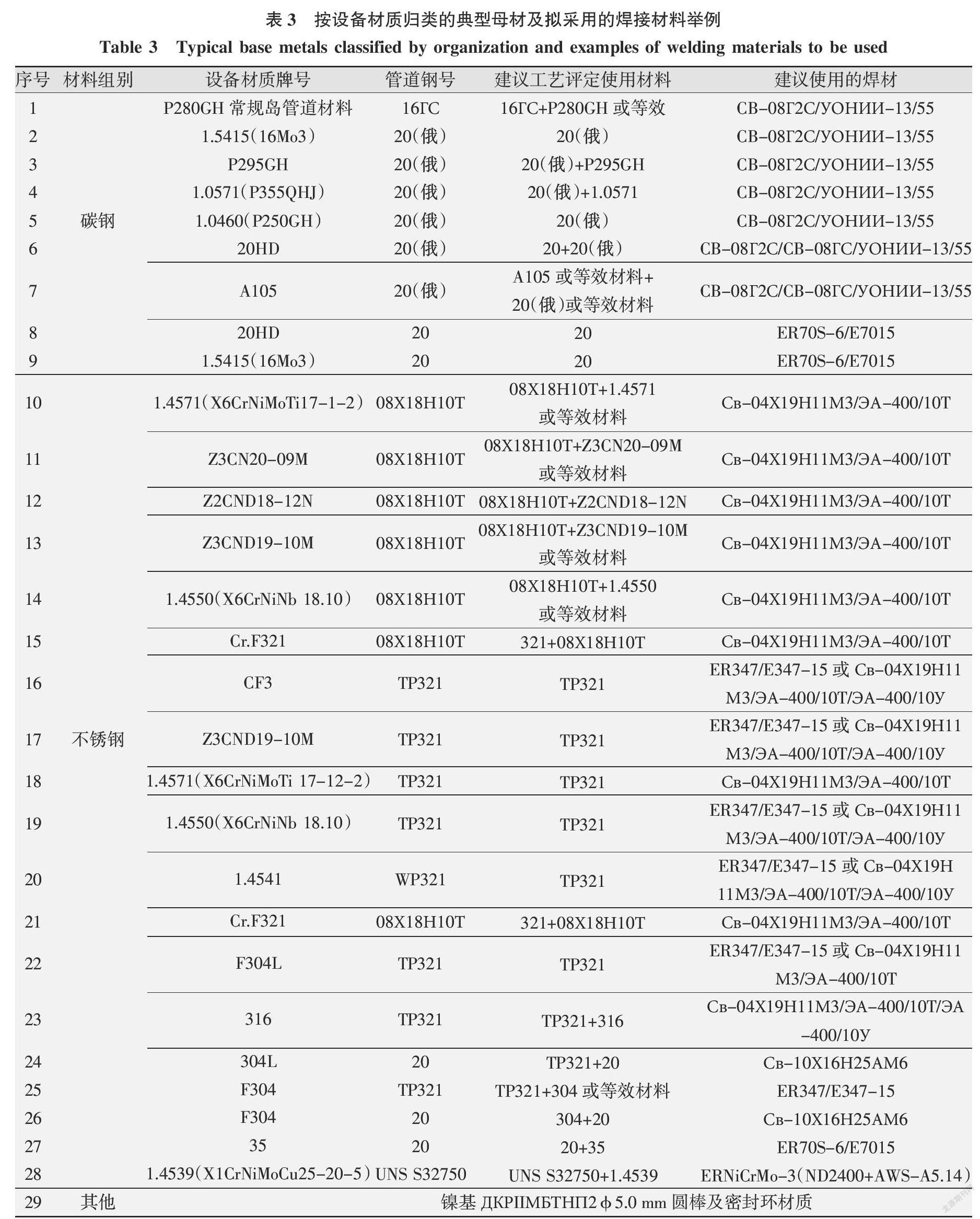
按組織歸類的典型母材及擬采用的焊接材料舉例如表2所示。按設備材質歸類的典型母材及擬采用的焊接材料舉例如表3所示。
3.2 焊接工藝不確定
焊接工藝不確定時通常采取現場焊接工藝評定及轉移的方法進行,并加以輔助焊接試驗的方法確定(含焊接見證件制作)。
3.2.1 焊接工藝評定
碳鋼、碳錳鋼的焊接工藝評定,應使用規定抗拉強度高的覆蓋相同或更低的母材,如涉及鑄件,應盡可能使用鑄件進行工藝評定;對于不銹鋼F304、316如需要控制晶間腐蝕,焊接工藝評定應按照相應的標準進行晶間腐蝕試驗檢驗。
第三國物項+俄方物項的焊接工藝評定按俄方標準執行。
中供材料的焊接工藝評定按相應的標準(如GB\NB等標準)和設計院規定的技術要求進行工藝評定。
對于確實沒有相應填充焊材的異種鋼的焊接,可以采取用本體材料鋼板剪成焊絲條進行焊接工藝性能試驗和焊接工藝評定,確定是否可行的方法進行,以填補技術條件及標準的不足;同時,將相應的技術材料資料及時歸檔、備案,以促進焊接技術的發展。
3.2.2 焊接工藝評定轉移[4]
按分類歸類好的材料性能等級確定現場進行焊接工藝評定,延續VVER核電一期工程的焊接工藝評定;進行焊接工藝評定轉移,用轉移或評定的合格焊接工藝來制定現場的焊接施工工藝。
3.3 焊工資格及評定問題的處理
焊接工藝問題可由焊接工藝評定、焊接工藝評定轉移、焊接試驗三種方法來確定。由于焊接材料確定和選擇時間滯后,對焊接工藝評定及焊工考試、資格符合方面造成了很大的制約所導致的焊工資格考試不全問題可通過以評代考、焊工考試及試驗兩種方法來獲得,這兩方面的管理及其決策必須符合HAF603的管理規定:焊接工藝評定不得在不同建設單位內相互轉移,焊工不能同時在兩個以上單位任職及擔任焊接生產工作,資格必須具備連續性[5];且焊工不得互借使用。對于焊工的技能問題,為保證技能的持續及連續,可采取適應性練習、專項練習、人機熟悉及適應性練習多種方法來提高技藝,適應現場的操作,并及時采取檢驗及探傷,需要審核焊績檔案及其工作的合格率統計情況,確定技能的穩定。
對于焊工資格及焊接工藝評定的適用性方面,必須做好焊接工藝評定的貯備工作,防止因材料不確定而造成的施工難以展開現象的發生;對于設備采購及供應方面,應采購相應的焊接試驗件,以應急工藝試驗或評定。
對于新材料及新技術及現場施工的管理方面,要充分消化和吸收HAF603的各項管理規定,規范現場焊工的管理(主要是有資格施工的焊工管理及施工;新材料使用后的備案報審、報備備案工作),在合同及質量保證方面做好相應的支持工作,一方面做好暫無資格施工時施工單位的資格審查及確認,確認資質合格;另一方面做好合同簽訂及支付工作,保證施工的合規性及連續性,減小制約因素。
4 處理結果
對中俄、第三國材料的焊接問題,必須先解決材料的歸類,施工人員組織安裝技術人員對所涉及的材料進行了梳理,并依據化學成分及機械性能進行初步分類,再根據對比結果選出擬采用的焊接材料。對于業主方供的第三國材料CASS部分及材質的化學成分進行分析和機械性能對比,提出擬采用的焊接材料建議;對現場光譜測量分析結果及其對比情況,結合田灣一期俄方總設計時的經驗及M310核電機組焊接材料選用規格和經驗,項目部組織行業界專家對分類結果進行綜合評審,并將評審結論提交設計院審查,設計院根據材料組別、供方、系統/安全級別、設備材料牌號、相焊接管道鋼號、建議工藝評定使用材料、建議焊材等信息逐一進行確認,給出最終的處理意見,有效解決所有中方供貨(包括第三國供貨)物項的所有焊接問題,滿足已到貨設備、閥門等的安裝進度。
典型的俄供材料與轉換材料間的焊接問題實例:
(1)應急補水泵的焊材選用及焊接問題。
3#、4#機組的應急補水泵到貨以后發現,UNS S06690鋼號的材質并不在俄羅斯規定的標準內,而俄供不銹鋼接口管道(材質08Х18Н10Т)與泵出口管道(材質UNS N06690)需要進行現場焊接,根據焊接工藝評定原則及材料歸類方法,施工部組織設計、核設備所分析確定選擇ERNiCrFe-7A(ASME SFA 5.14)焊絲,ENiCrFe-7(ASME SFA 5.11)焊條作為填充材料。結合采購實際周期的長短,最終確定采用GTAW、ERNiCrFe-7(φ2.0 mm)焊絲實施φ159×9 mm管道的焊接工藝評定,評定合格,應急補水泵的焊材選用及焊接問題得到解決。
(2)壓力容器O型密封環的焊接工藝制作。
壓力容器密封環材質為鎳基ДКРIIМБТНП2
φ5.0 mm圓棒,完成后的焊縫需具備密封性能。①現場按照密封環實際尺寸及接頭形式制作了組對專用工裝,通過工裝的結構保證現場組對軸線的可靠性;②現場焊接前,為焊縫制作了專項焊接工藝評定:采用ДКРIIМБТНП2φ1.2~1.6 mm作為填充金屬材料,保護氣體為99.999%純氬,流量8~12 L/min,實施對接焊接工藝評定(V型27°±2°),按照圖紙要求進行實物對接焊,同時讓取得專項資質的焊工采用同類母材進行大量焊接試驗,確定TIG焊接工藝:單面焊V型54°對接,填充材料ДКРIIМБТНП2 φ1.5 mm,Ar流量12 L/min;打底焊電流45~50 A,蓋面焊電流55~60 A;現場控制對焊接收縮量達到了工藝試驗0.5 mm的要求、焊工更熟悉現場的焊接,從而保證了焊接質量。
現場采取了分析比對、工藝試驗、應用合同及質量保證方法,有效地解決了中供、俄供、俄轉中供、第三國供材料無法焊接的施工制約因素,典型焊接技術問題均得到有效解決。
5 結論
(1)對于未經焊接工藝評定而歸類選擇的焊材,要在RT及UT、PT合格的基礎上,適當增加見證件的現場驗證,以再次確定所選材料的正確性,并為俄轉中技術及材料的正確應用提供良好的技術經驗并完善相應的焊接技術規格書,從而促進俄轉中技術的穩定。
(2)焊接試驗及焊接見證件的制作是必須的一項應急措施,需做好相應的技術準備及管理;對于確實沒有相應填充焊材的異種鋼的焊接,可以采取用本體材料鋼板剪成焊絲條進行焊接工藝性能試驗和焊接工藝評定,確定是否有可行的方法進行,以彌補技術條件及標準的不足;同時,將相應的技術材料資料及時歸檔、備案,以促進焊接技術的發展。
(3)對于焊工資格的滿足性,焊接工藝評定后的合格報告及相應的資料的焊工,同時可具備相應焊接位置的操作技能,實行同位置同工藝的焊接操作,其資格管理須要滿足HAF603及相應考規和質量保證管理程序的要求。
參考文獻:
[1] 上海發電設備成套設計研究院,上海核工程研究設計院.ASME核電規范與標準 IX焊接及釬接評定[M]. 上海:上海科學技術文獻出版社,2007.
[2] 國家機械工業局,國家石油和化學工業局. 鋼制壓力容器焊接工藝評定[M]. 昆明:云南科技出版社,2000.
[3] 馬新朝,李繼輝. GH44鋼與1Cr18Ni9Ti鋼的焊接[J]. 焊接,1999(8):39-40.
[4] 馬新朝. 核電項目建造階段中的焊接工藝評定轉移[J].電焊機,2011,41(6):13-17.
[5] 國家核安全局. 中華人民共和國核與輻射安全法規匯編[M]. 北京:法律出版社,2014:443-445.
猜你喜歡
財經界·學術版(2016年19期)2016-11-16 16:27:50
大經貿(2016年9期)2016-11-16 15:36:09
教育(2016年38期)2016-11-15 17:52:07
科技資訊(2016年19期)2016-11-15 08:24:00
科技資訊(2016年19期)2016-11-15 08:13:38
中國科技博覽(2016年22期)2016-11-01 14:19:18
戲劇之家(2016年19期)2016-10-31 18:38:40
戲劇之家(2016年19期)2016-10-31 18:04:18
中國科技博覽(2016年19期)2016-10-19 12:24:58
科學與財富(2016年28期)2016-10-14 01:31:36
