雙絲雙弧焊在中厚板焊接的應用
2020-09-10 07:22:44羅強甘躍劉春明
電焊機 2020年5期
羅強 甘躍 劉春明
摘要:針對雙絲雙弧焊的工藝要求,以某公司雙絲雙弧焊設備的特點及其應用為例,通過焊接試驗得出,雙絲雙弧焊在焊接20 mm及以下厚度鋼板時,可以不開坡口雙面焊接,前置焊絲直流保證熔深,后置焊絲交流保證熔敷,可在較高的焊速下獲得良好的焊縫成形和焊接質(zhì)量,適用于普通碳鋼及高強度鋼中厚板的焊接。
關鍵詞:雙絲雙弧焊;高效焊接;中厚板
中圖分類號:TG434文獻標志碼:B文章編號:1001-2303(2020)05-0114-04
DOI:10.7512/j.issn.1001-2303.2020.05.24
0 前言
高效、優(yōu)質(zhì)、低耗的焊接不僅是現(xiàn)代制造業(yè)對中厚板焊接提出的迫切需求,也是現(xiàn)代化焊接技術發(fā)展的方向[1]。傳統(tǒng)的單絲單弧焊越來越不能滿足高效焊接的需求。雙絲雙弧焊以其高效率、大熔深、高焊縫質(zhì)量逐漸被越來越多的企業(yè)使用,是一種較為先進的高效焊接方法[2]。
一般認為,雙絲的目的是增加熔敷金屬量從而提高效率,即原單絲單弧焊需要焊接4層,采用雙絲雙弧后僅需焊接2層。實際上并非如此,單絲單弧焊雖然可以通過加大焊接電流和電弧電壓、增加焊絲填充量來提高焊接效率,但是熱輸入量大會導致焊縫金屬組織粗大,沖擊性能降低,并且熔化金屬可能來不及攤開造成焊縫成形差。而雙絲雙弧焊主要通過提高焊接速度來提高效率,即增加的熔化金屬被快速分攤到較長的焊縫里,降低了線能量,避免因熱輸入量過大出現(xiàn)焊接缺陷。據(jù)相關文獻介紹:對于對接接頭坡口焊縫,雙絲雙弧焊的熔敷率比一般的單絲單弧焊高40%以上,其焊接速度比單絲單弧焊高25%以上,而對于厚板焊件則可提高50%~70%[3]。
1 雙絲雙弧焊的原理
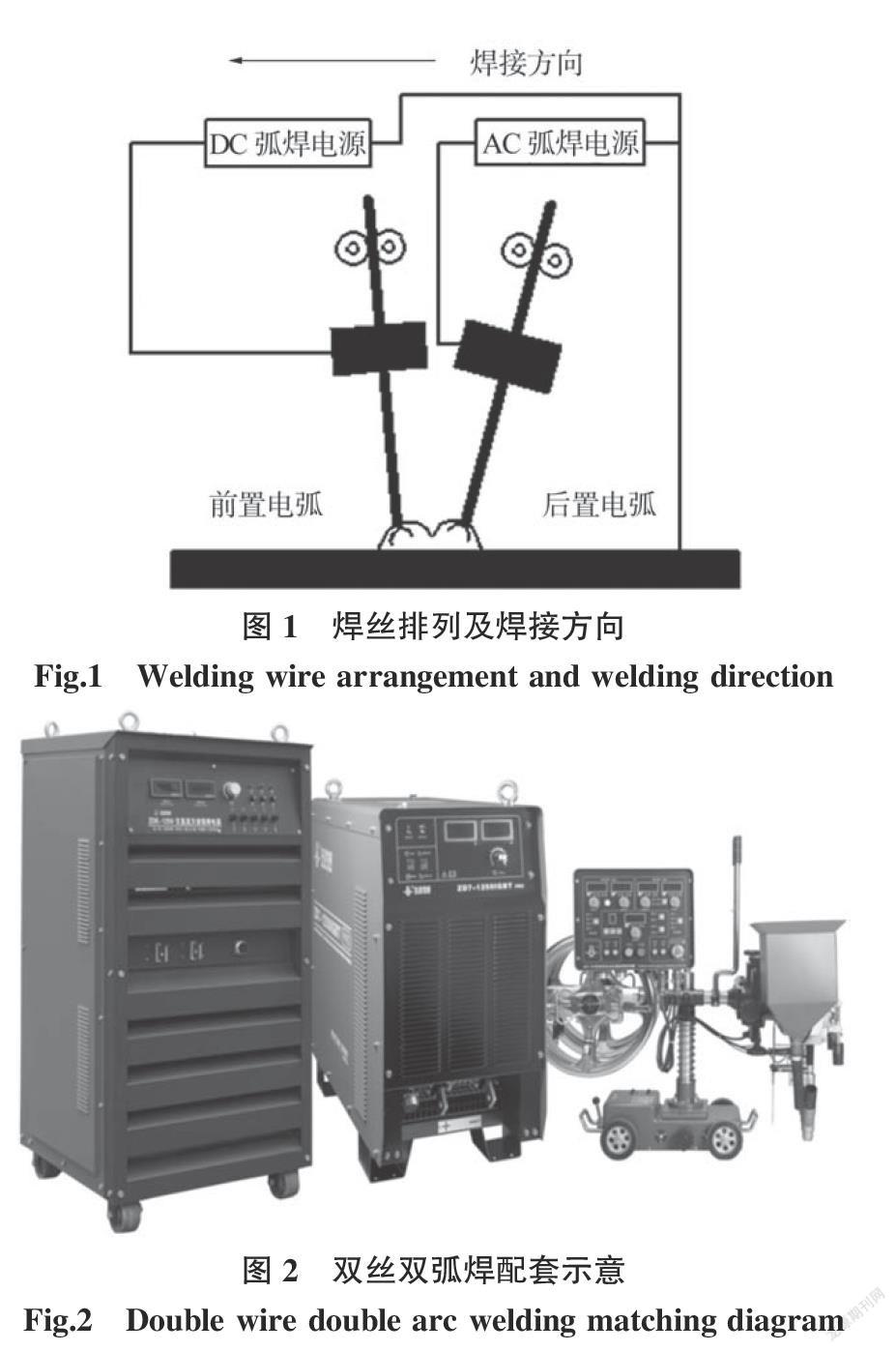
雙絲雙弧焊是雙焊絲(電極),雙電弧共熔池,前置焊絲為直流,后置焊絲為交流。采用縱列式焊接方法,即兩根焊絲沿焊接方向順序排列,如圖1所示[4]。前導電弧為直流,采用大電流低電壓,充分發(fā)揮直流電弧的穿透力,獲得大熔深,后續(xù)電弧為交流,采用小電流大電壓增加焊縫熔寬,克服前道大電流可能形成的熔化金屬堆積,配合高速度焊接,從而獲得美觀的焊縫成形。因此,可得到滿意的焊縫熔深和焊縫熔寬,焊接效率顯著提高[5],焊縫不易產(chǎn)生熱裂紋[6]。且由于前道電弧給后道焊接提供了預熱功能,還可以大幅度降低電力消耗。
2 前期準備
2.1 焊接設備
雙絲雙弧焊需要直流、交流兩臺電源,采用成都華遠電器設備有限公司生產(chǎn)的ZD7-1250IGBT逆變式多功能弧焊電源、ZDE-1250交直流方波弧焊電源,配套MZS-1250型數(shù)字化雙絲雙弧焊小車,如圖2所示。
ZD7-1250IGBT逆變式多功能弧焊電源主電路采用IGBT逆變技術。三相交流電源經(jīng)工頻三相整流后,供給IGBT逆變器,逆變成中頻(20 kHz)交流,然后進行中頻降壓及整流,再經(jīng)過濾波和電流負反饋控制,輸出能滿足焊接需要且可連續(xù)調(diào)節(jié)的電流。
ZDE-1250交直流方波弧焊電源主電路采用晶閘管整流技術,三相交流電源經(jīng)主變壓器降壓后供給晶閘管整流,利用電抗器電感換流,通過電流負反饋控制,輸出能滿足焊接需要且可連續(xù)調(diào)節(jié)的交流。
MZS-1250型數(shù)字化雙絲雙弧焊小車控制系統(tǒng)采用單片機控制技術,提供10個通道用于焊接參數(shù)的存儲和調(diào)用,焊絲和工件接觸后,自動停止送絲,焊絲不會將小車機頭頂起;焊接參數(shù)均可預置,調(diào)節(jié)方便,操作簡單。
2.2 焊接材料
焊接母材為Q235A鋼板,厚度分別為20 mm、30 mm;焊絲H08A φ4.0,焊劑 SJ101;將焊劑在300~350 ℃烘烤 1~2 h,使用時盡量保持干燥無雜物。焊絲、焊劑按照GB5293《埋弧用碳鋼焊絲和焊劑》驗收。
2.3 焊縫坡口
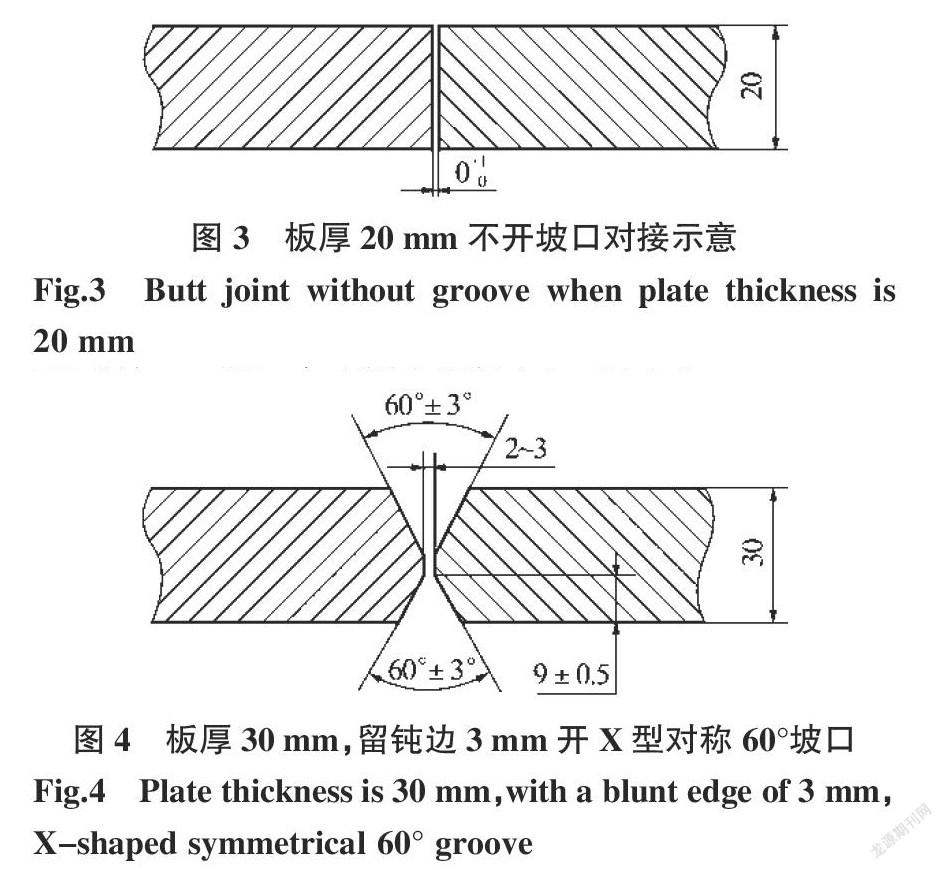
(1)當鋼板厚度為20 mm時,不開坡口、無需清根,雙面單道焊接,對接示意如圖3所示。
(2)當鋼板厚度為30 mm時,鈍邊3 mm,開X型對稱60°坡口,對接示意如圖4所示。
(3)焊前將接頭周圍坡口兩側(cè)各20 mm范圍內(nèi)的鐵銹、油污等雜質(zhì)清除干凈。
3 焊接試驗
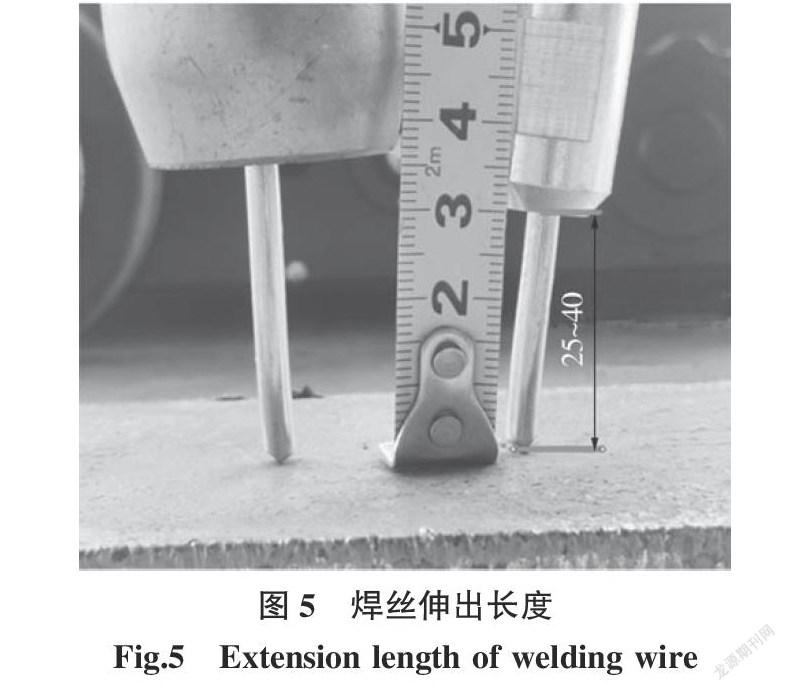
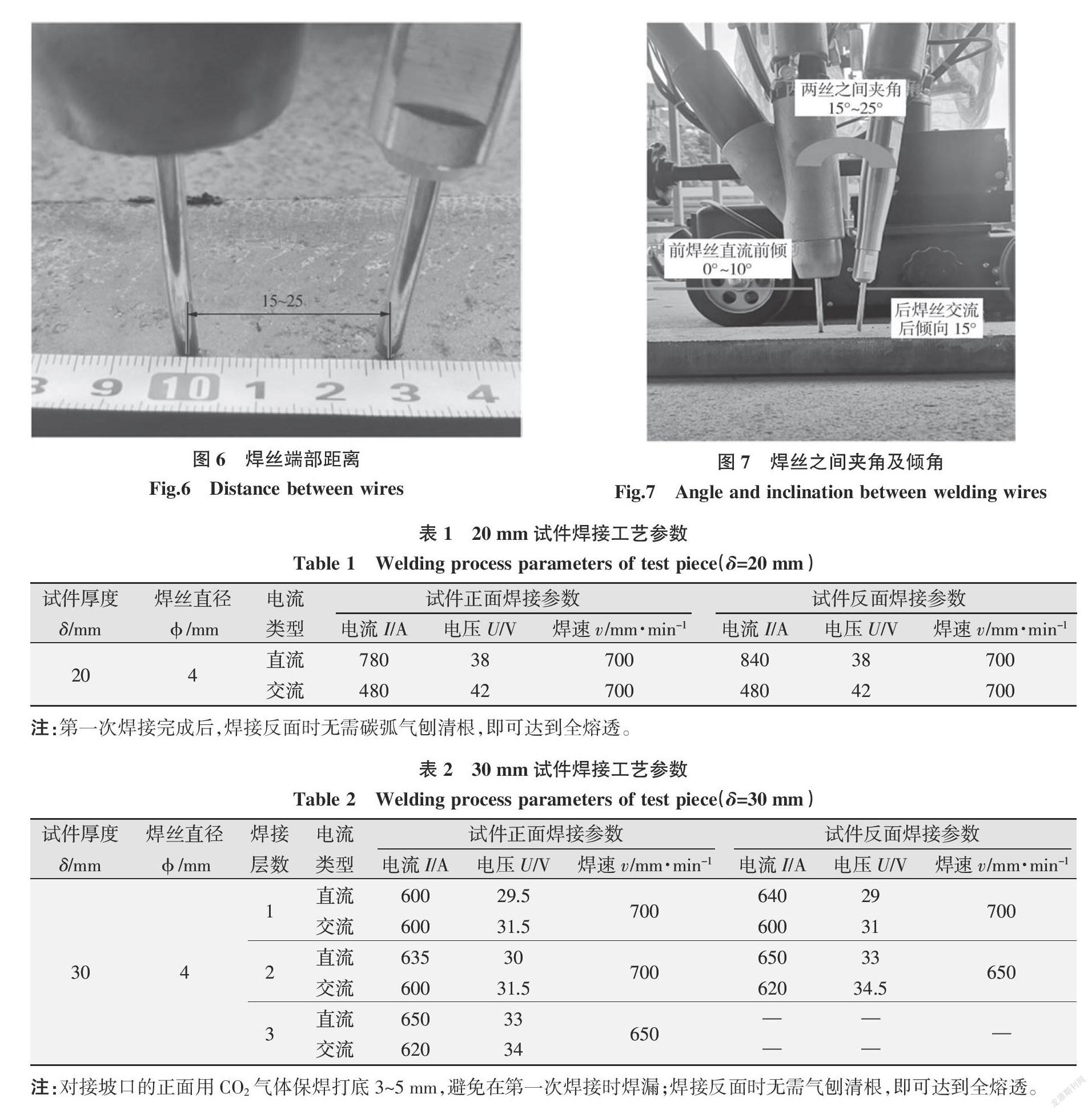
焊接試驗在埋弧焊工藝實驗室進行,環(huán)境溫度26 ℃,相對濕度76%。前后焊絲調(diào)整為:直流、交流焊絲保證在同一直線上,焊絲伸出導電嘴長度25~40 mm,兩絲接觸工件后焊絲端部間距15~25 mm。前焊絲直流前傾0°~10°,后焊絲交流后傾15°,兩焊絲之間的角度控制在15°~25°[5];調(diào)整形式如圖5~圖7所示。
厚度分別為20 mm、30 mm試件的焊接工藝參數(shù)分別如表1、表2 所示。
4 試驗結(jié)果
(1)焊縫外觀成形如圖8所示。焊縫外觀成形良好,無裂紋、氣孔、夾渣、未熔合及其他缺陷。
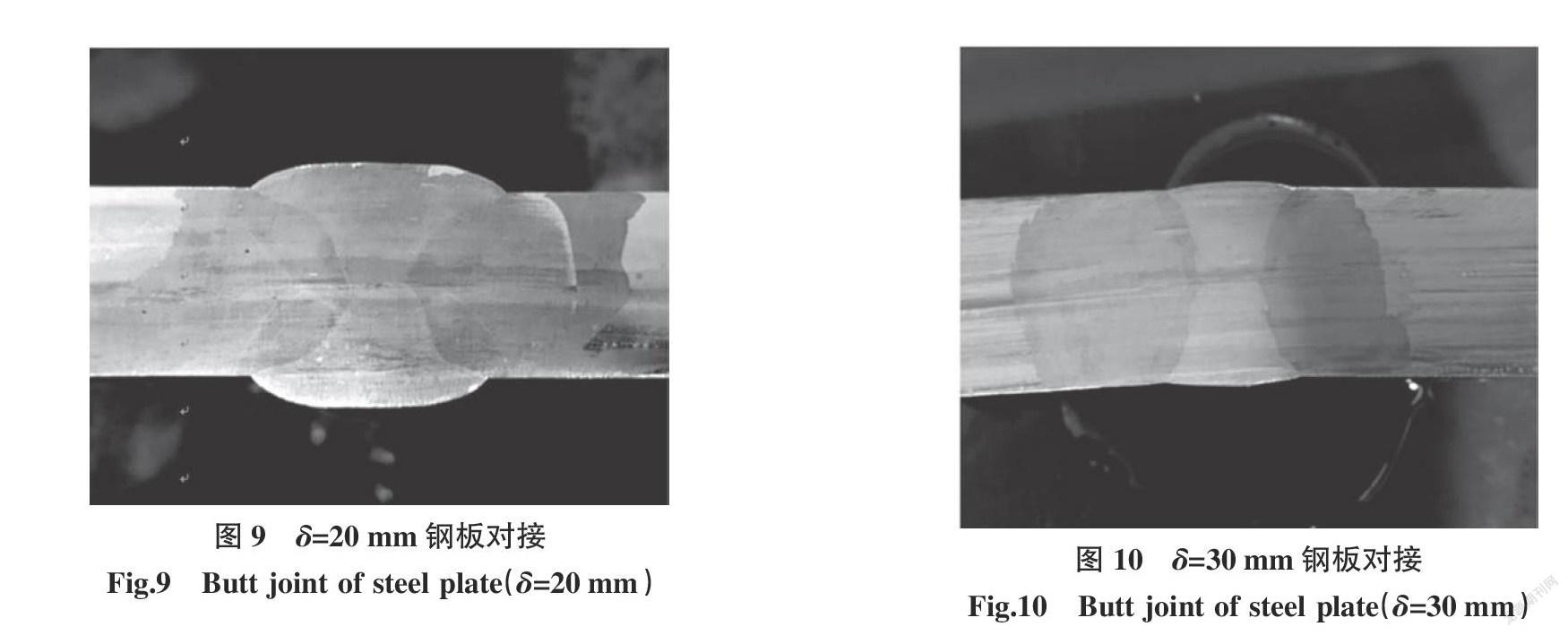
(2)橫斷面金相圖片如圖9、圖10所示。焊縫內(nèi)部熔合良好,無夾渣、未熔合、未焊透及其他缺陷。
5 結(jié)論
雙絲雙弧焊是一種先進的焊接方法。在焊接不大于20 mm厚度的鋼板時,可以不開坡口雙面焊接,實現(xiàn)全滲透,提高了焊接效率,降低了成本。由于采用前置焊絲直流保證熔深,后置焊絲交流保證熔敷,有利于保證焊縫質(zhì)量和外觀成形。雙絲雙弧焊特別適用于普通碳鋼及高強度鋼中厚板的焊接。現(xiàn)已被國內(nèi)多家大型風電企業(yè)所采用,客戶反映良好。
參考文獻:
[1] 關橋,林尚楊. 熔焊新技術及應用研討會文集[C]. 北京:中國焊接學會,2003.
[2] 劉海清. 雙絲埋弧焊在造船業(yè)的應用和探索[J]. 電焊機,2012,42(8):11-16.
[3] 陳祝年. 焊接工程師手冊[M]. 北京:機械工業(yè)出版社,2002.
[4] 蔡立民. MZS-1250型雙弧雙絲埋弧焊設備及工藝[J]. 電焊機,2006,36(4):29-31.
[5] 孫國君. 埋弧自動焊技術入門與提高[M]. 北京:化工工業(yè)出版社,2009.
[6] 韓國明. 焊接工藝理論與技術(第2版)[M]. 北京:機械工業(yè)出版社,2007.
