自動切割及焊接技術在放射性閥門更換上的開發及應用
2020-09-10 07:22:44郭召生李杰劉瑜
電焊機 2020年5期
郭召生 李杰 劉瑜




摘要:綜合介紹了放射性環境下實施一回路閥門整體自動切割和焊接更換技術的開發和應用,以及項目實施過程中的輻射防護手段和放射性粉塵處理方法。該套整體更換技術的成功研制和實施,為一回路重要設備采取保守維護策略提供了重要支持,同時也開拓了核電機組重要設備的維修及更換方法。
關鍵詞:自動焊接;自動切割;輻射防護;放射性閥門更換
中圖分類號:TG457.2文獻標志碼:A文章編號:1001-2303(2020)05-0077-07
DOI:10.7512/j.issn.1001-2303.2020.05.16
0 前言
壓水堆核電站一回路管道及閥門等設備是包容反應堆運行過程中產生的放射性介質的一道屏障。機組進入商業運行后,核電站重要檢修活動將按照壓水堆核電廠核島機械設備在役檢查規則(RSE-M)的相關要求執行,一回路重要閥門檢修活動被完全包含在核安全法及相關規范的要求中[1]。
當前針對放射性環境下的放射性閥門更換及維護一般采用人工。基于工作時間、工作質量穩定性以及維修后相關檢查手段優化等方面考慮,迫切需要更加優質、高效的維修策略和方法。文中從一回路閥門更換的實際需求出發,開發相關切割、焊接工藝及配套方法,達到縮短維修時間、提高維修質量、優化檢測工藝等目的,為核電機組長期的可靠穩定運行提供保障。
1 閥門簡介
1.1 閥門工作環境
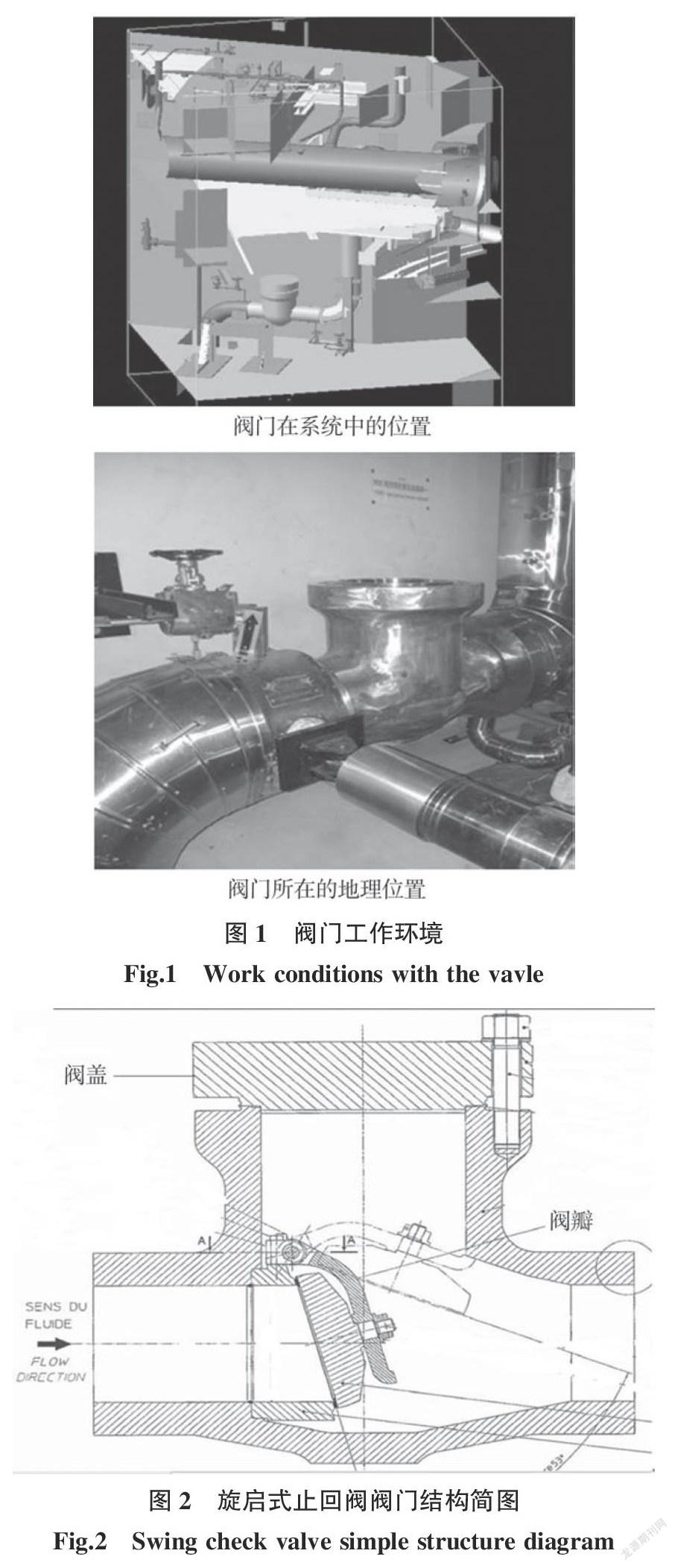
閥門位于反應堆廠房內部,是核島一回路冷卻劑系統上的逆止閥,介質為含硼水。該閥門在系統和現場的具體位置如圖1所示。
1.2 閥門功能
旋啟式止回閥,設計等級為RCC-P 1級,制造等級為RCC-M 1級,質量等級為C1。閥門備件制造過程中,應嚴格控制尺寸等具體要求并出具最終的EOMR(制造完工報告)。該類閥門的結構如圖2所示。
該類閥門泄漏主要分為外漏和內漏兩種形式。一回路逆止閥與系統管道的連接均為焊接方式,因此外漏主要來自閥門閥蓋處,內漏則來自閥門閥瓣密封處。由于內漏缺陷不易被提前識別且糾正性維修的難度大,加上機組在長達幾十年的商運期間,每次大修完成后都需針對該閥門的密封性進行驗證性試驗,使得該類閥門功能的可靠性要求處于核電機組所有設備的頂端。
2 焊接工藝開發過程簡介
2.1 焊接設備
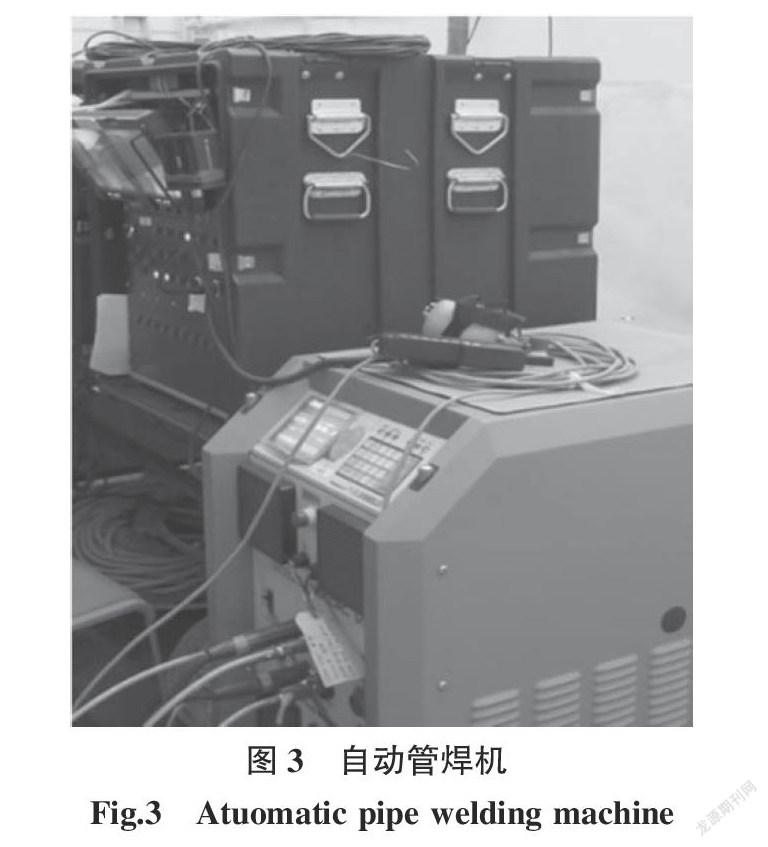
焊接設備采用加拿大利寶迪公司生產的GT-Ⅵ自動管焊機,主要由電源供應器、監控控制臺、輔助編輯控制器以及焊接機頭及其相關配套軌道等部分組成。該套焊接設備具有操作簡便、焊接參數輸出及焊接過程控制穩定等有優點。自動管焊機如圖3所示。
2.2 試驗材料及方法
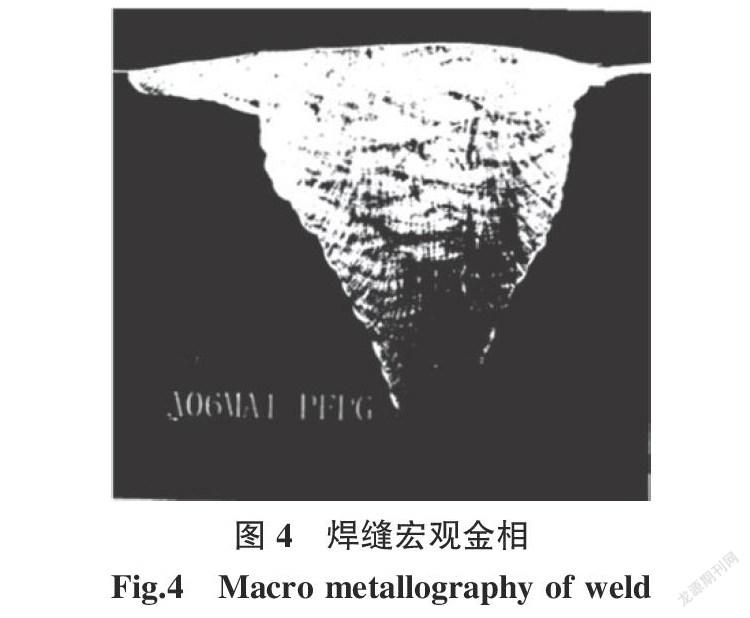
根據RCC-M(2000+2002 補遺)壓水堆核電站核島機械設備設計與監造法則規定中關于RCC-M 1級部件的相關要求[2],試驗材料選擇與更換閥門材質相同(Z2CND1812N)、直徑φ323.8 mm×28.58 mm的不銹鋼管道。
試驗方法:使用自動焊機,采用TIG脈沖焊[3]對兩組對接試件進行焊接,焊后宏觀金相如圖4所示。
2.3 焊接坡口確定
經查閱焊接手冊第三卷焊接結構生產篇[4],坡口的幾何設計原則是:坡口的形式和尺寸主要根據焊接方法和板材厚度來選擇設計,同時應考慮以下原則:(1)保證焊接質量。滿足焊接質量要求是首先考慮的原則,也是選擇設計坡口的最基本要求;(2)便于焊接施工;(3)坡口加工簡單;(4)便于控制焊接變形。
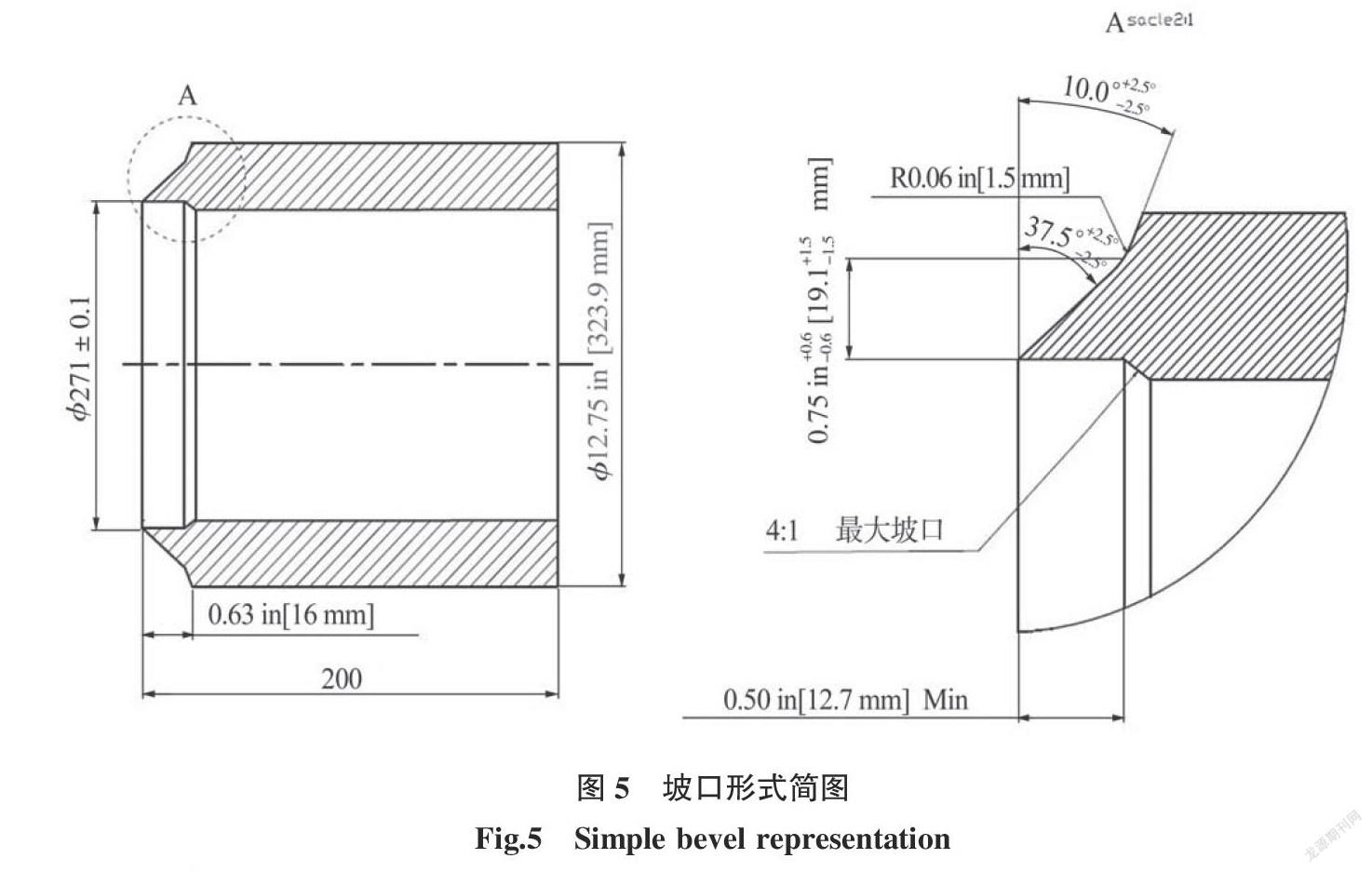
相比U型坡口等比較復雜的加工工藝,在放射性工作環境中,加工工藝簡單的坡口更有利于控制現場的工作質量。基于現有自動焊機機頭的結構形式,同時參考以往類似成熟工藝評定經驗,確定采用雙V型坡口進行機械加工。待焊部位的坡口型式如圖5所示。
2.4 焊接方式及參數的確定
按照以往成熟的焊接經驗生成預工藝數據單(PWDS),作為焊接工藝評定的指導文件。主要對坡口形式、組對方式、填充材料、焊接方法以及焊接電流、焊接電壓、焊接速度的范圍等參數進行規定和明確[4]。
2.5 焊后檢查方法及結論
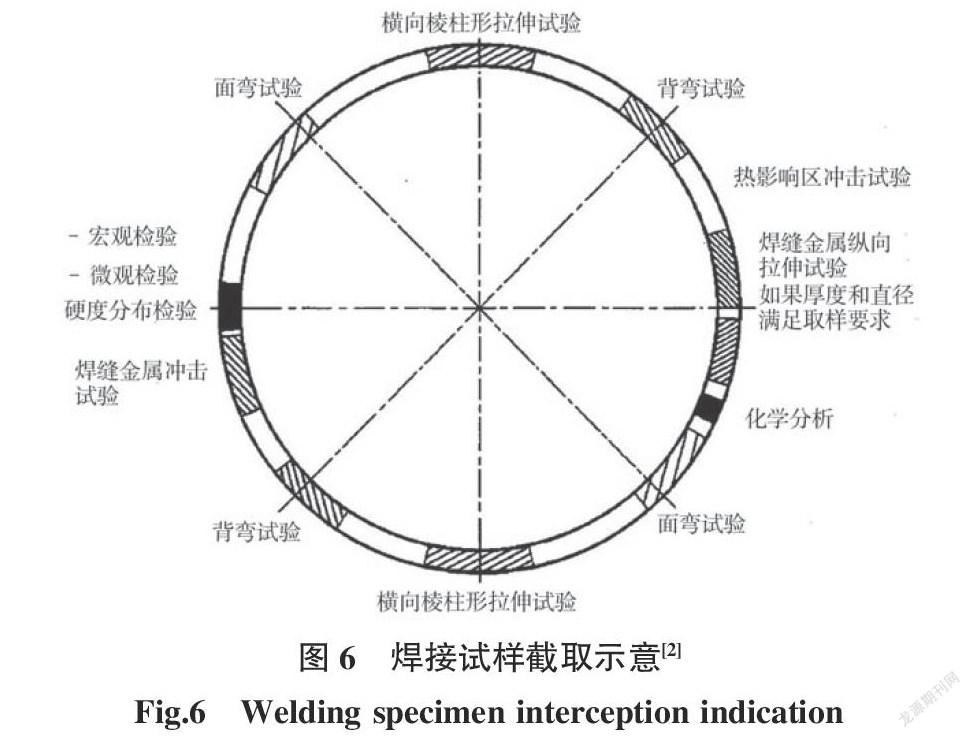
結合規范RCC-M(2000+2002 補遺)中的要求,對焊后試件的不同部位進行取樣[2]并進行熔覆金屬縱向試驗、接頭全厚度橫向拉伸試驗、彎曲、沖擊及化學分析等各項試驗,焊接試樣截取示意如圖6所示。
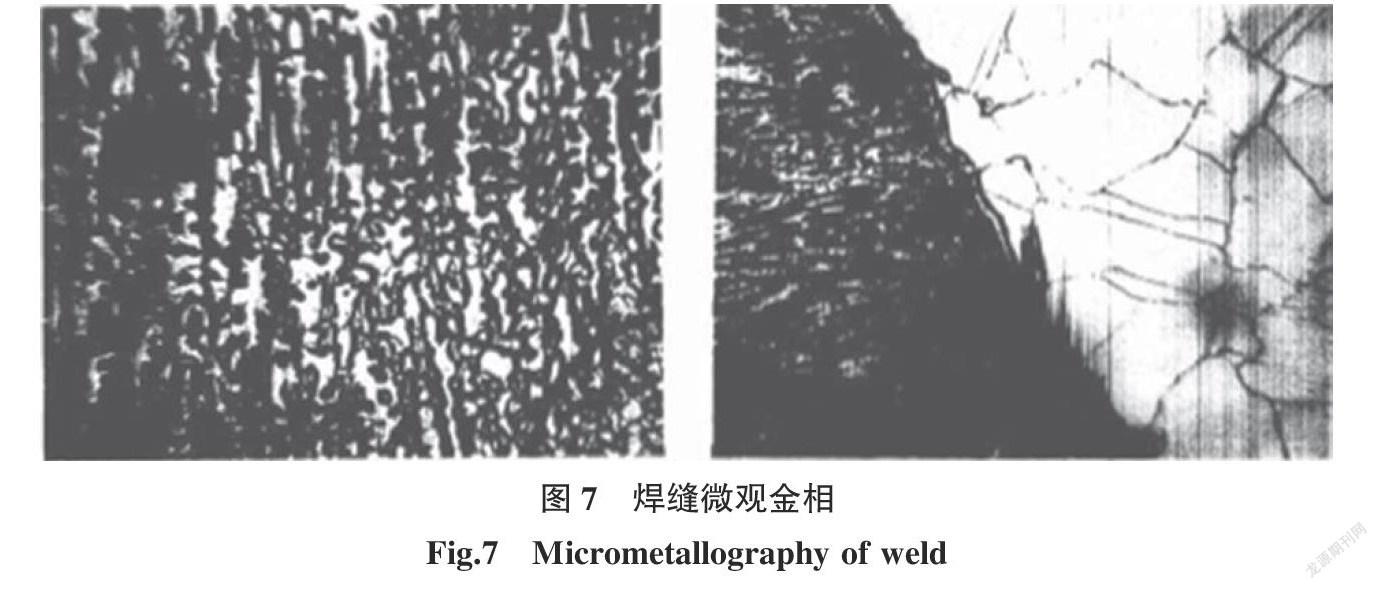
所有相關檢查和檢驗結果均無異常,滿足規范要求[2],用于閥門更換用焊接工藝評定結果為合格,焊縫微觀金相如圖7所示。
2.6 焊接工藝規程的生效
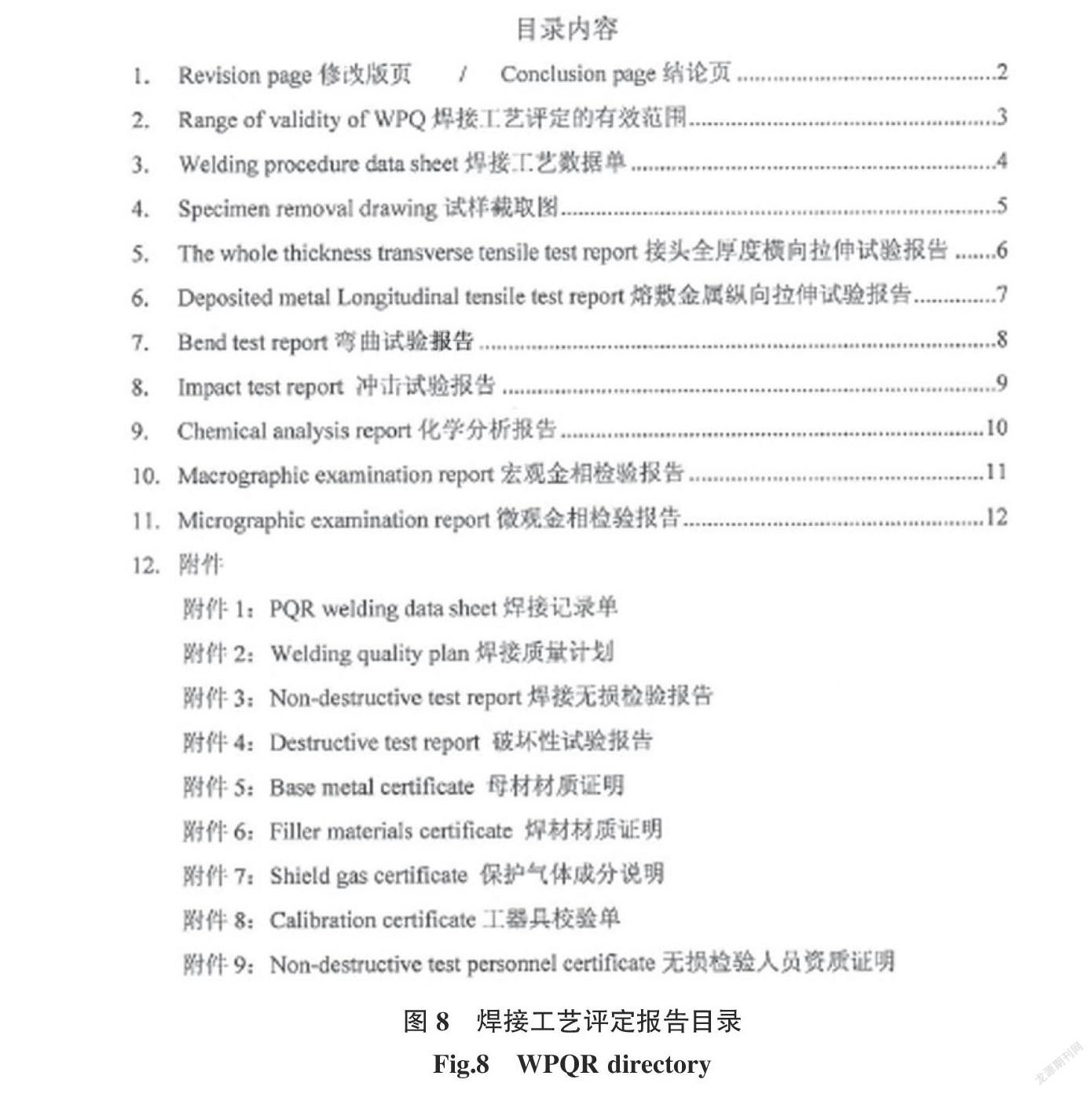
按照已完成的試驗件相關工作,生成閥門更換產品焊縫完成的工藝評定報告。報告主要對工藝評定的各個方面尤其是檢測部分給出結論,主要附件有工作實施過程中使用的焊接質量計劃、焊接記錄單、焊縫無損檢驗報告、試件外送檢驗報告、母材材質證明、焊材材質證明、保護氣體成分說明以及工機具校驗單等。焊接工藝評定報告目錄如圖8所示。
據此,現場更換閥門的先決條件均已滿足,具備開工條件。
3 切割實施
3.1 固定方案
從現場管道走向來看,管道成“Z”字形走向,臨時支架將在垂直管道方向安裝“門”型支撐來防止管道擺動和竄動。管道支架固定方式模擬如圖9所示。
3.2 切割方案
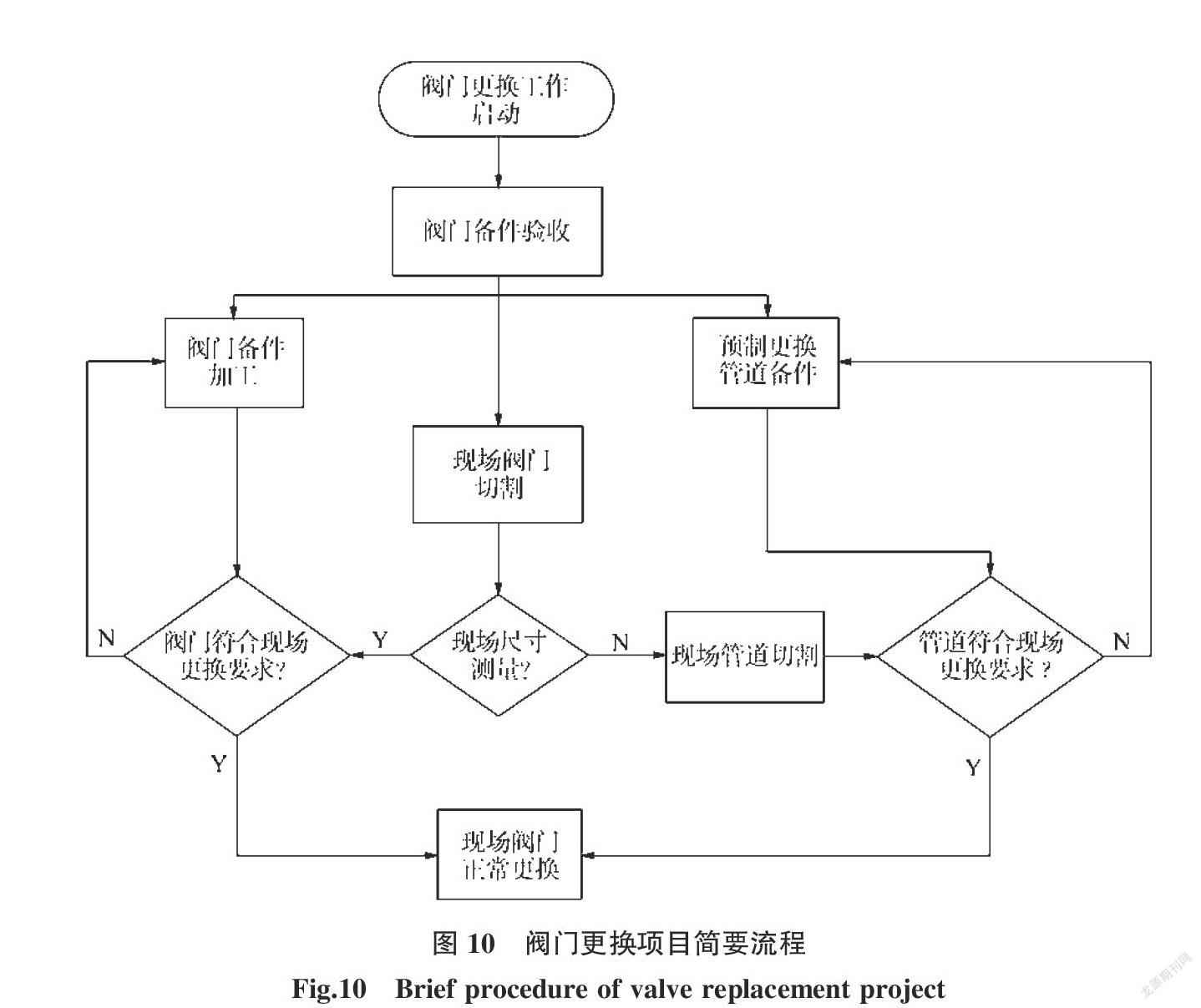
從前期現場踩點及對待更換備件尺寸進行測量等方面出發,利用3D測量技術[5],提前預制相關附件和管線,成功預見并解決了閥門切割后管道長度不足的差異。通過技術手段和流程來確保更換現場待焊部位的尺寸滿足要求,制定閥門整體切割更換方案,閥門更換項目簡要流程如圖10所示。
現場實施時,通過自動切割設備對待焊部位進行切割,自動切割作業如圖11所示。在完成第一次切割后,使用自行研發的測量技術獲取精準尺寸數據,指導二次加工,并最終滿足自動焊接的需求。通過該方法,成功解決了運行階段機組重要設備需整體切割更換時的尺寸偏差。傳統測量與3D模擬測量對比分析如表1所示。
4 輻射防護實施
4.1 環境輻射防護
沉積源項造成的輻射熱點是核電廠停堆檢修期間集體劑量的主要來源之一[6]。對于管道及閥門內部出現的放射性熱粒子,充分利用機組下行階段各設備及相關系統的條件進行加壓沖洗,消除其存在。
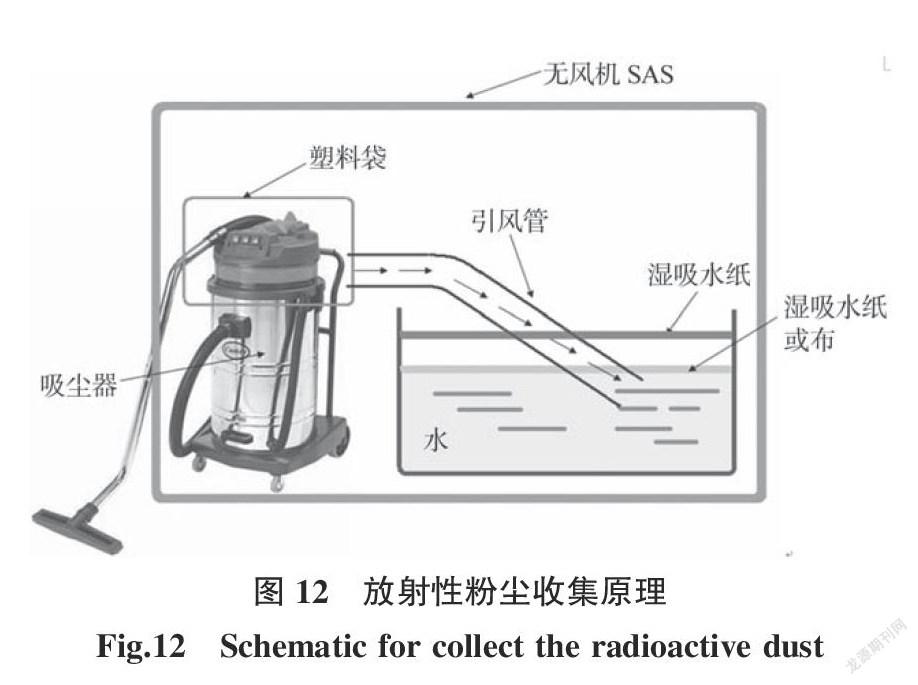
針對現場打磨,切割作業時產生的熱粒子可能沉積在鉛皮表面[6]。在拆除屏蔽前使用長桿測量所有鉛皮表面劑量率是否正常。若發現異常則根據熱點實際劑量制定去除方案。若劑量水平較低,可直接用去污布擦除,如劑量水平較高,則通過改進現有粒子收集裝置,及時消除現場切割、打磨產生的放射性粒子和粉塵,降低環境劑量率。放射性粉塵收集原理如圖12所示。
4.2 實施人員輻射防護
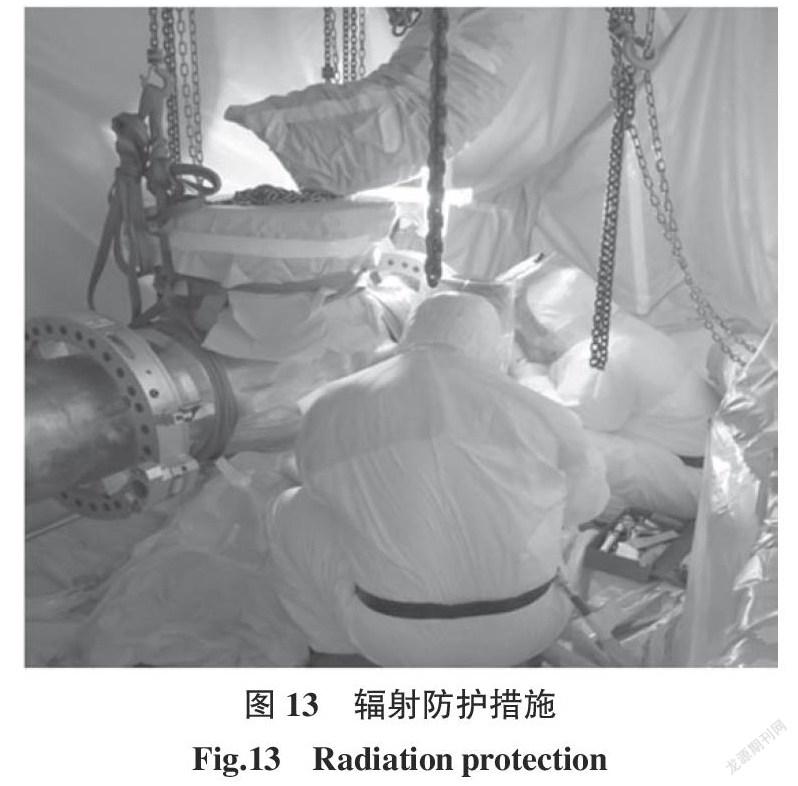
按照放射性設備切割打磨基本防護要求,現場搭設負壓SAS,人員穿戴紙衣并佩戴氣面罩,調整輻射環境下人員工作時間來控制個人受照射劑量[7]。安排專人負責個人劑量的控制與登記,記錄結果交給輻射防護人員進行獨立檢查和確認。人員工作期間的防護措施如圖13所示。
5 焊接實施
5.1 法規要求
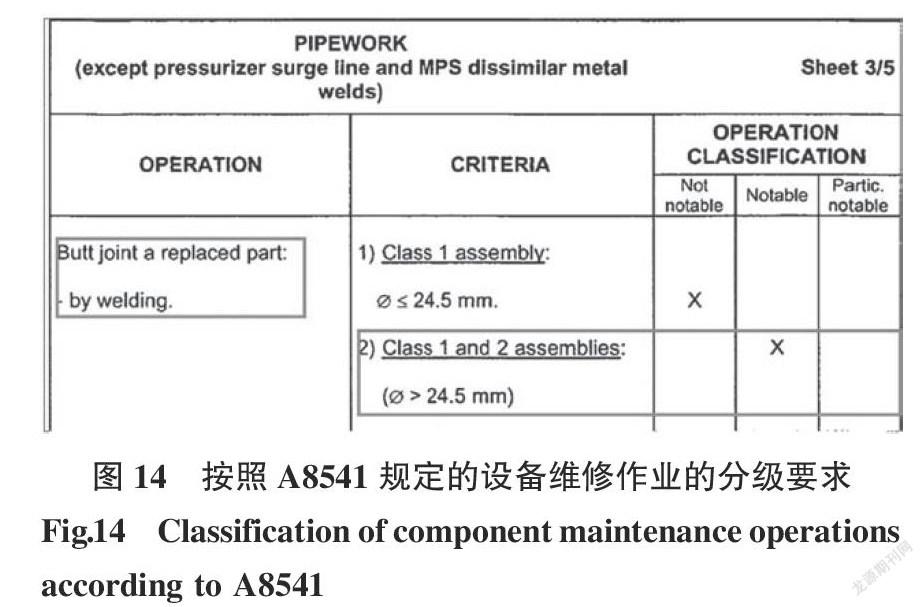
根據RSE-M(1997)壓水堆核電廠核島機械設備在役檢查規則B冊核安全1級部件維修分級章節(B8500)規定,本次擬采用的維修方案(涉及更換件對接焊接作業,Butt joint a replaced part by welding)屬于關注項[1],按要求提前向國家核安全局進行報備。A8541規定的設備維修作業的分級要求見圖14。
5.2 焊接操作
按照既定的焊接文件,通過自動焊接方式進行焊接作業。在焊接作業實施期間,通過遠程監視柜跟蹤現場焊接狀態,通過控制柜和輔助裝置調整焊接過程中的關鍵參數,以保證焊接質量目的。現場自動焊接操作如圖15所示。
5.3 焊后檢測
為實現閥門更換工期及質量的最優化,在滿足法規[1]要求的基礎上,結合長期類似的工作經驗,對檢測方案進行調整。
現場閥門更換過程中將對每條焊縫進行兩次PT及RT檢查。焊接量為15%時進行第1次PT及RT檢查,確認焊接質量合格后繼續進行焊接。待焊接量為100%時進行第2次PT及RT檢查,焊后兩次PT及RT檢查均合格,則視為現場焊接作業最終完成。
5.4 見證件焊接
根據向國家核安全局及華南監督站呈送的《某電廠閥門維修處理方案(修改版)》中的要求,在現場更換工作完成后進行見證件的相關焊接工作。
按照備件預制和現場更換時的焊接形式,將進行2GT和5GT兩組見證件試件的預制及焊接。采用與產品相同的焊接工藝數據單,編寫專門的焊接質量計劃并記錄相應的焊接參數。
焊接前對試件坡口進行相應的PT、VT檢查,合格后開始執行焊接作業,15%厚度后進行PT、VT、RT檢查,確認合格后再開始自動焊焊接工作。厚度達到100%后再進行PT、VT、RT檢查,最終確認整個過程中所有無損檢查結果均一次性合格。
見證件焊接完成后送核工業工程研究設計有限公司檢測中心,按照RCC-M2000+2002補遺規范要求進行相應檢測及破壞性試驗,檢測報告(BG(LH)2015-03-0093和BG(LH)2015-03-0094 )顯示結果均滿足要求。
至此,自動切割及焊接放射性閥門更換的相關流程全部完成。
6 結論
(1)將自動切割和焊接技術應用于在運機組,無論從人力需求還是設備維修后效果來看,相比傳統檢查維護方法有大幅改進,維修質量和維修效率大幅提高,收益產出比明顯。
(2)與常規更換技術相比:自動焊接技術結合一定的輔助方法,避免因設備更換而被動進行一回路水壓試驗,時間節省效益明顯。
(3)與常規更換所需人員比較:自動切割技術大幅減少了對現場切割技術人員、手工焊接人員的依賴和需求,人員利用率效益明顯。
(4)與常規更換所需設備比較:通過采用3D測量及模擬技術,減小了人工測量技術的局限性及不穩定性,測量質量效果明顯。
參考文獻:
[1] RSE-M 1997版,壓水堆核電廠核島機械設備在役檢查規則[S]. AFCEN,2001.
[2] RCC-M 2000版+2002補遺,壓水堆核島機械設備設計和制造規則[S]. AFCEN,2002.
[3] 陳祝年. 焊接工程師手冊[M]. 機械工業出版社,2002:348384.
[4] 中國機械工程學會焊接學會. 焊接手冊[M]. 北京:機械工業出版社,2008:876-890.
[5] 鄭劍和. 三維測量與三坐標測量[J]. 磨具制造,2009(07):10-11.
[6] 王川. ?淺談核電站輻射防護的主要任務[J]. 輻射防護, 2008,28(02):125-128.
[7] 倫振明,高興. 核電廠輻射防護最優化工作管理經驗[J].輻射防護,2017,37(04):287-292.
