汽車用雙相鋼板焊點(diǎn)組織性能的仿真優(yōu)化
2020-09-10 07:22:44袁成逸李根朱偉徐文雷陽大云
電焊機(jī) 2020年5期
袁成逸 李根 朱偉 徐文雷 陽大云
摘要:為提高整車碰撞安全CAE仿真的精度,基于HC340/590DP雙相鋼板電阻點(diǎn)焊剪切樣件,通過場發(fā)射掃描電子顯微鏡、顯微維氏硬度計(jì)等設(shè)備表征了焊點(diǎn)母材區(qū)、熱影響區(qū)和熔核區(qū)的微觀組織和硬度分布,采用LS-DYNA軟件對焊點(diǎn)的斷裂特性進(jìn)行仿真模擬,并與拉伸試驗(yàn)結(jié)果進(jìn)行對比分析,同時(shí)根據(jù)焊點(diǎn)各區(qū)域硬度差異對CrachFEM模型材料進(jìn)行修正。結(jié)果表明:修正后的仿真結(jié)果與試驗(yàn)結(jié)果一致性高,可有效預(yù)測焊點(diǎn)位置的失效特性。
關(guān)鍵詞:雙相鋼;斷裂特性;CrachFEM模型;整車碰撞模擬;電阻點(diǎn)焊
中圖分類號:TG457.11文獻(xiàn)標(biāo)志碼:A文章編號:1001-2303(2020)05-0062-06
DOI:10.7512/j.issn.1001-2303.2020.05.13
0 前言
電阻點(diǎn)焊具有結(jié)構(gòu)輕便、靜強(qiáng)度高、可靠性好和易實(shí)現(xiàn)自動化等優(yōu)點(diǎn),廣泛應(yīng)用于汽車工業(yè),是汽車金屬板材之間的主要連接形式[1-2]。如何模擬焊點(diǎn),對于整車碰撞模擬尤為重要,若焊點(diǎn)模型處理方式不當(dāng),不但會降低碰撞模擬精度,還會導(dǎo)致整個(gè)模擬結(jié)果的失敗。
雙相鋼(DP鋼)作為一種先進(jìn)高強(qiáng)鋼,廣泛應(yīng)用于車身零部件,室溫組織由鐵素體和馬氏體構(gòu)成。軟的鐵素體賦予雙相鋼優(yōu)良的塑性,硬的馬氏體賦予其高的強(qiáng)度[3-6]。文中采用HC340/590DP雙相鋼板制作焊點(diǎn)剪切樣件,測試分析焊點(diǎn)母材區(qū)、熱影響區(qū)和熔核區(qū)的微觀組織和硬度,并對剪切樣件進(jìn)行拉伸試驗(yàn),從而獲取焊點(diǎn)在拉伸過程中的斷裂特性。作為焊點(diǎn)模擬的基礎(chǔ),需要使模擬結(jié)果與試驗(yàn)焊點(diǎn)的失效情況基本一致,并保證碰撞模擬焊點(diǎn)變形的準(zhǔn)確性。
1 試驗(yàn)樣件制備及分析方法
1.1 樣件制備
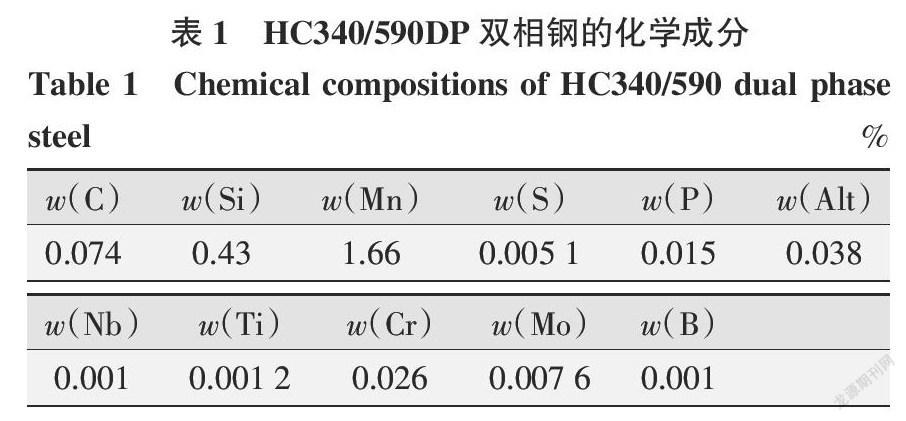
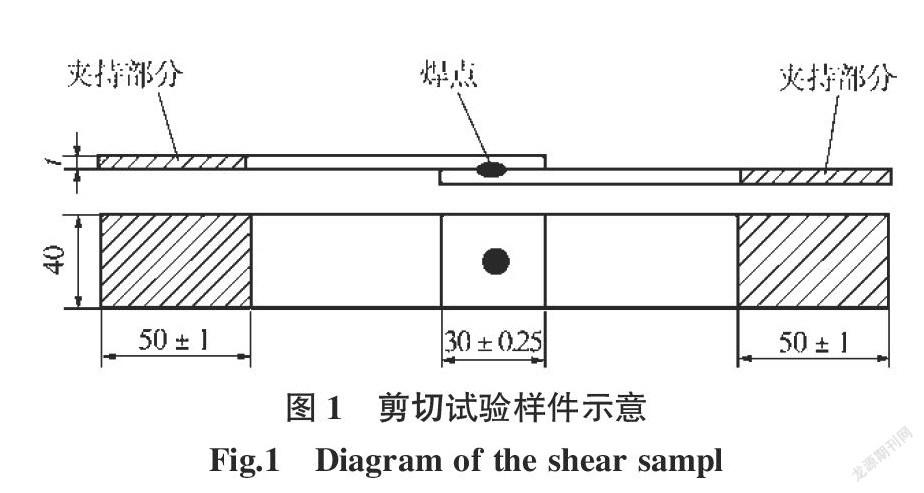
選用寶山鋼鐵股份有限公司生產(chǎn)的HC340/590DP雙相鋼,化學(xué)成分如表1所示。試樣尺寸為150 mm×40 mm×1.5 mm(t)。
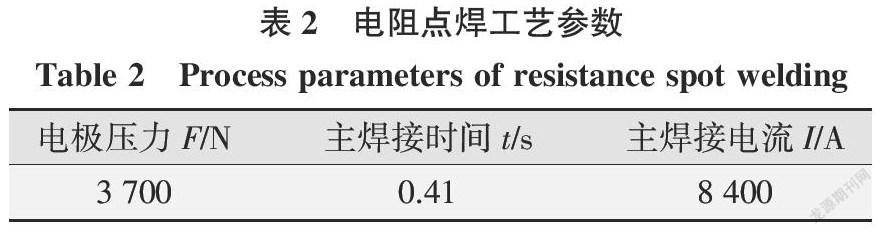
采用V177567000F型ARO機(jī)器人焊鉗(選用端面直徑6 mm的Cu-Cr圓錐平頂型電極頭)進(jìn)行電阻點(diǎn)焊剪切試驗(yàn)樣件的制備,點(diǎn)焊工藝參數(shù)如表2所示,樣件尺寸如圖1所示。
1.2 試驗(yàn)與分析方法
將剪切試驗(yàn)樣件沿點(diǎn)焊接頭進(jìn)行線切割獲得橫截面,并對其打磨、拋光并使用4%硝酸酒精溶液進(jìn)行腐蝕,采用Teneo型FEI場發(fā)射掃描電子顯微鏡觀察焊接區(qū)域及周邊母材的微觀組織形貌,采用DuraScan-50型Struers維氏硬度計(jì)進(jìn)行硬度測定。采用5982型Instron拉伸試驗(yàn)機(jī)測試剪切樣件的力學(xué)性能;采用LS-DYNA對焊點(diǎn)的斷裂特性進(jìn)行仿真模擬,并與拉伸試驗(yàn)機(jī)測試的試驗(yàn)結(jié)果進(jìn)行了對比分析。
2 試驗(yàn)與模擬結(jié)果
2.1 微觀組織分析
點(diǎn)焊接頭截面按照微觀組織的變化情況,可分為母材區(qū)、熱影響區(qū)(HAZ)及熔核區(qū)。
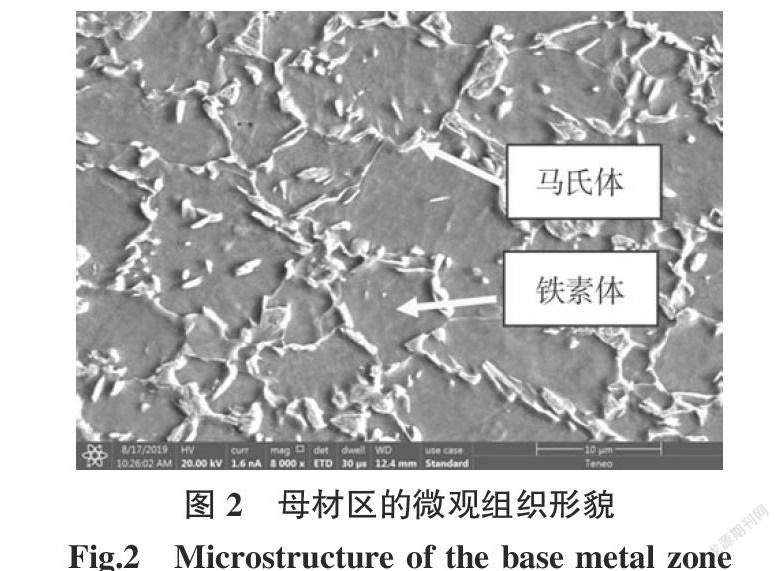
母材區(qū)的微觀組織形貌如圖2所示,主要由馬氏體和鐵素體組成,作為強(qiáng)化相的馬氏體呈島狀彌散分布在鐵素體基體上。
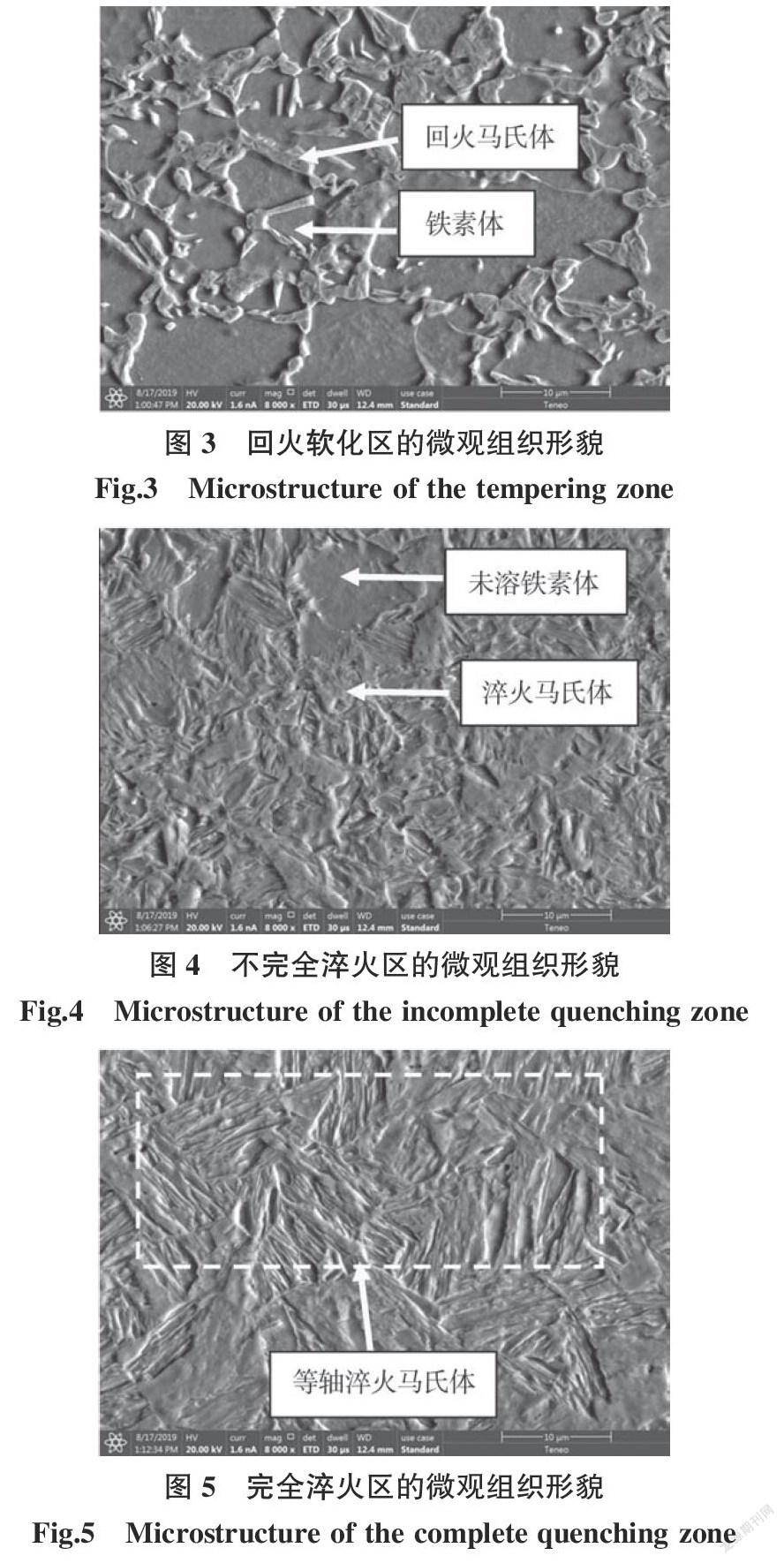
熱影響區(qū)(HAZ)根據(jù)材料所達(dá)到最高溫度的不同可分為回火軟化區(qū)、不完全淬火區(qū)以及完全淬火區(qū)。由Fe-C平衡相圖可知,回火軟化區(qū)域所達(dá)到的最高溫度低于Ac1線,原始組織中的馬氏體發(fā)生分解析出碳化物形成了回火馬氏體,因此該區(qū)域的微觀組織形貌主要由回火馬氏體和鐵素體組成,如圖3所示。不完全淬火區(qū)域的溫度處于Ac1線與Ac3線之間,原始組織中的馬氏體和部分鐵素體轉(zhuǎn)變?yōu)閵W氏體,在隨后的冷卻過程中奧氏體轉(zhuǎn)變?yōu)榇慊瘃R氏體,而少量未溶的鐵素體得以保留下來從而形成了由淬火馬氏體和少量未溶鐵素體組成的微觀組織形貌,如圖4所示。完全淬火區(qū)域的溫度處于Ac3線以上,原始組織中的馬氏體和鐵素體全部轉(zhuǎn)變?yōu)閵W氏體,在隨后的冷卻過程中奧氏體轉(zhuǎn)變?yōu)轳R氏體,形成等軸淬火馬氏體的微觀組織形貌,如圖5所示。
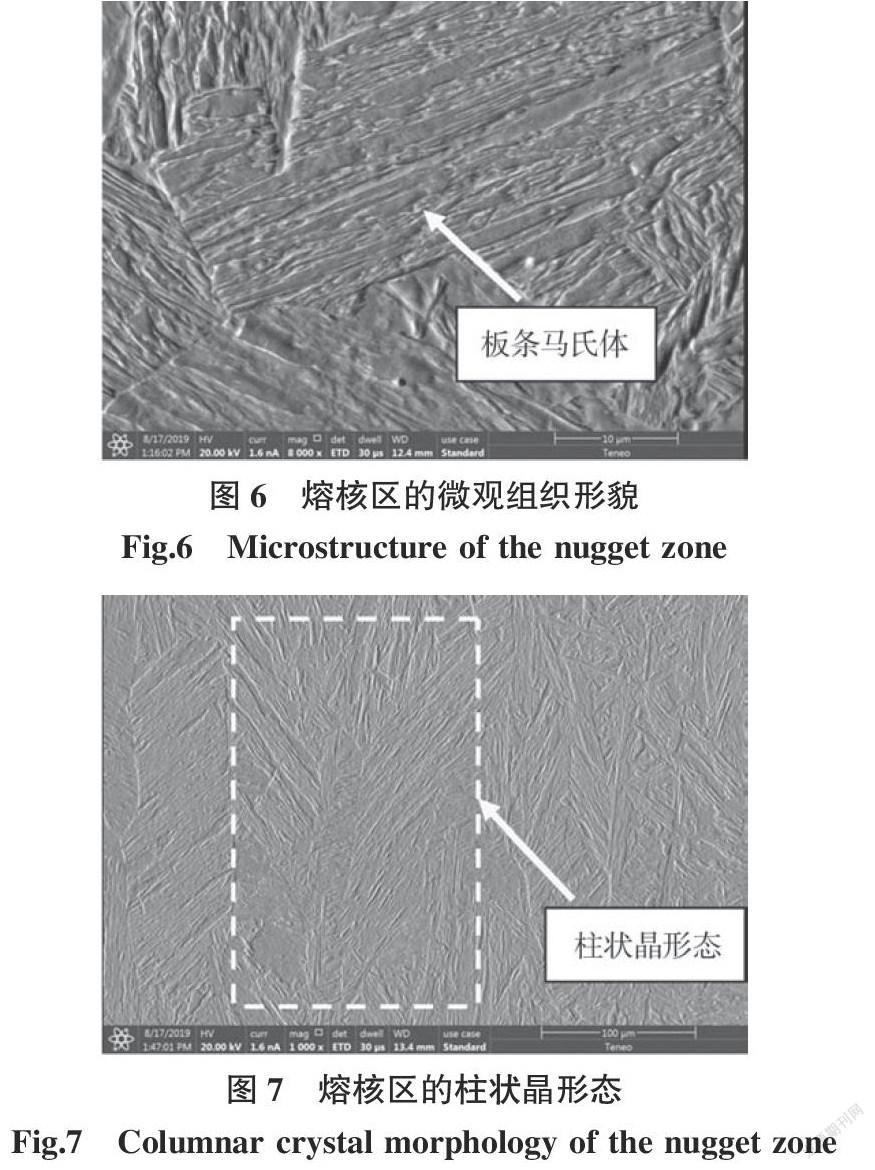
熔核區(qū)的微觀組織形貌如圖6所示。由于熔核區(qū)溫度超過了基體金屬的熔點(diǎn),使得該區(qū)域的材料發(fā)生熔化,同時(shí)過熱度大,奧氏體晶粒粗大,冷卻后形成了異常粗大的板條狀馬氏體。此外,熔核區(qū)沿熔核中心向外溫度不斷降低成為再次凝固結(jié)晶的驅(qū)動力,從而導(dǎo)致熔核區(qū)微觀組織呈明顯方向性的柱狀晶形態(tài),如圖7所示。
2.2 顯微硬度分析
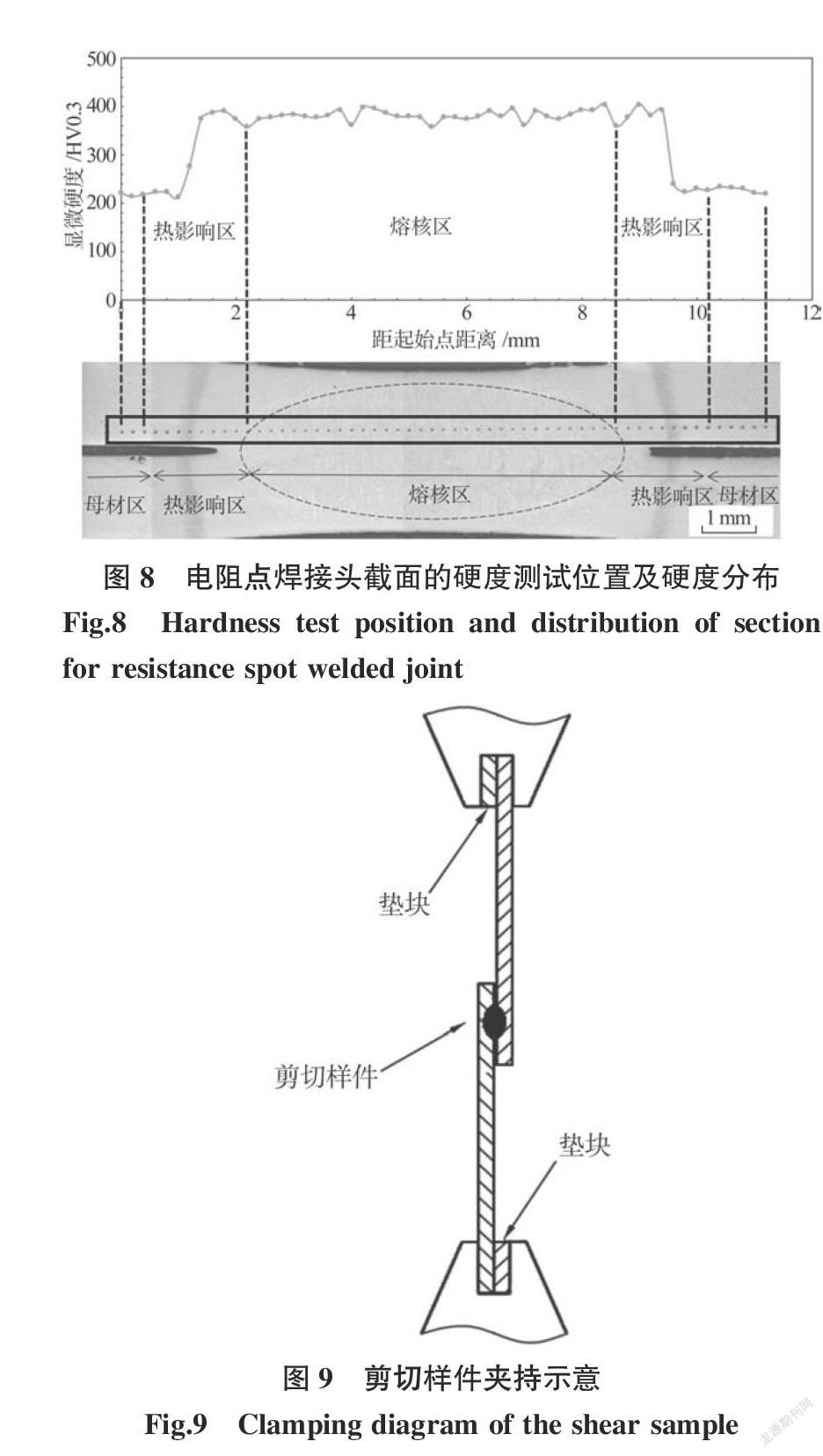
電阻點(diǎn)焊接頭截面硬度測試位置及硬度分布規(guī)律如圖8所示,其中母材區(qū)硬度分布均勻,顯微硬度為214~234 HV;熱影響區(qū)由于存在回火軟化區(qū)、不完全淬火區(qū)以及完全淬火區(qū)三個(gè)微觀組織各異的區(qū)域,導(dǎo)致硬度分布范圍非常寬,該區(qū)域顯微硬度為212~402 HV,范圍寬度約為1.5 mm;熔核區(qū)由于組織均為粗大馬氏體,導(dǎo)致硬度較高且分布均勻,該區(qū)域顯微硬度為357~404 HV,直徑約為6 mm。
2.3 模擬與試驗(yàn)對比分析
對剪切樣件進(jìn)行力學(xué)性能試驗(yàn)時(shí),樣件的夾持方式如圖9所示,夾持時(shí)在鉗口處需有等厚的墊塊,避免拉伸過程中產(chǎn)生偏心,拉伸速率為10 mm/min。
CrachFEM模型為用戶自定義材料模型,它采用模塊化方式描述材料的某一類物理特性,并且各模塊之間彼此獨(dú)立,可以對材料的力學(xué)性能進(jìn)行自由組合,因此可以綜合考慮多階段過程的材料非線性應(yīng)變路徑行為。CrachFEM失效模型主要包括正向失效、剪切失效和頸縮引起的失穩(wěn)失效,適用于金屬板材受拉剪載荷的頸縮與失穩(wěn)的預(yù)測[7]。
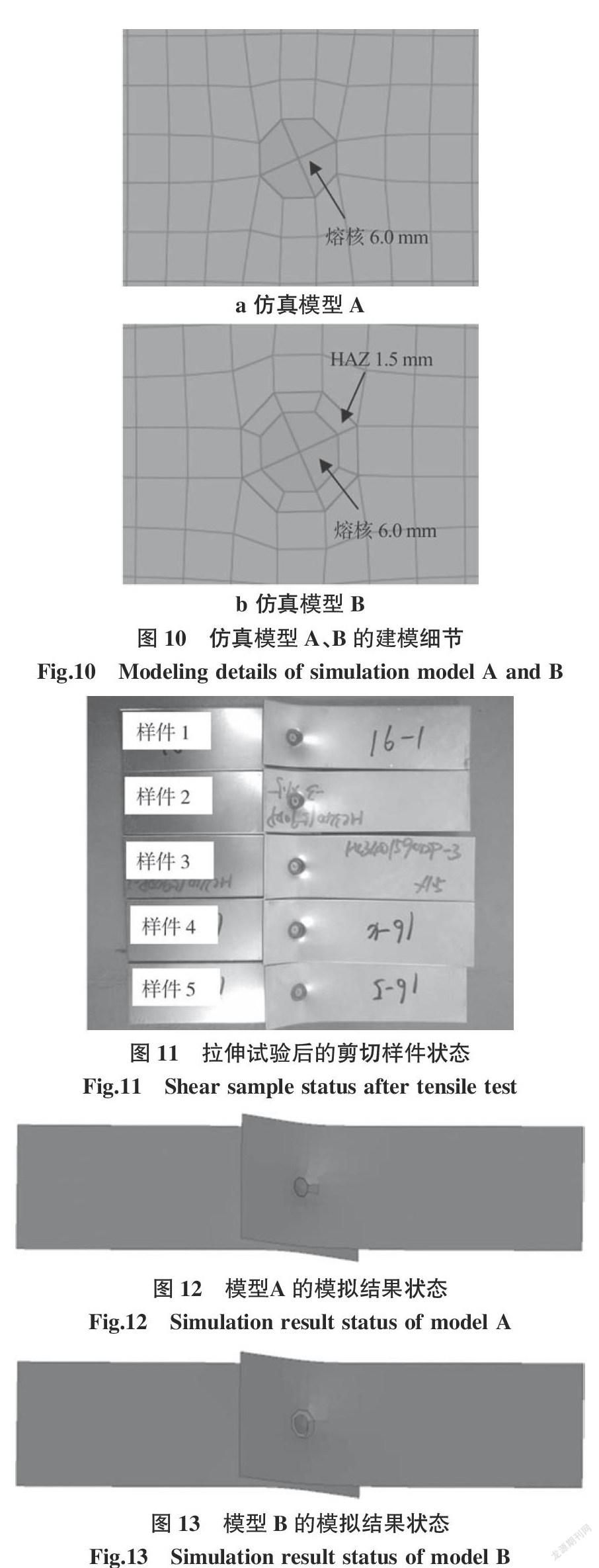
因此,文中選用基于CrachFEM韌性失效準(zhǔn)則建立的原始HC340/590DP材料卡片作為仿真分析材料特性輸入,對電阻點(diǎn)焊剪切樣件的鋼板采用殼單元,焊點(diǎn)采用實(shí)體單元,焊點(diǎn)與鋼板之間進(jìn)行共節(jié)點(diǎn)耦合,將力學(xué)性能試驗(yàn)的測試參數(shù)作為仿真分析的邊界載荷條件,不考慮焊接接頭各區(qū)域硬度的變化建立仿真模型A,建模細(xì)節(jié)見圖10a;根據(jù)點(diǎn)焊焊接接頭各區(qū)域的硬度變化對CrachFEM模型材料進(jìn)行修正建立仿真模型B,建模細(xì)節(jié)見圖10b。
拉伸試驗(yàn)后的剪切樣件狀態(tài)、模型A的模擬結(jié)果狀態(tài)及模型B的模擬結(jié)果狀態(tài)分別如圖11~圖13所示。可以看出,試驗(yàn)與仿真的失效形式是一致的,均沿熔核區(qū)的邊緣開始撕裂。
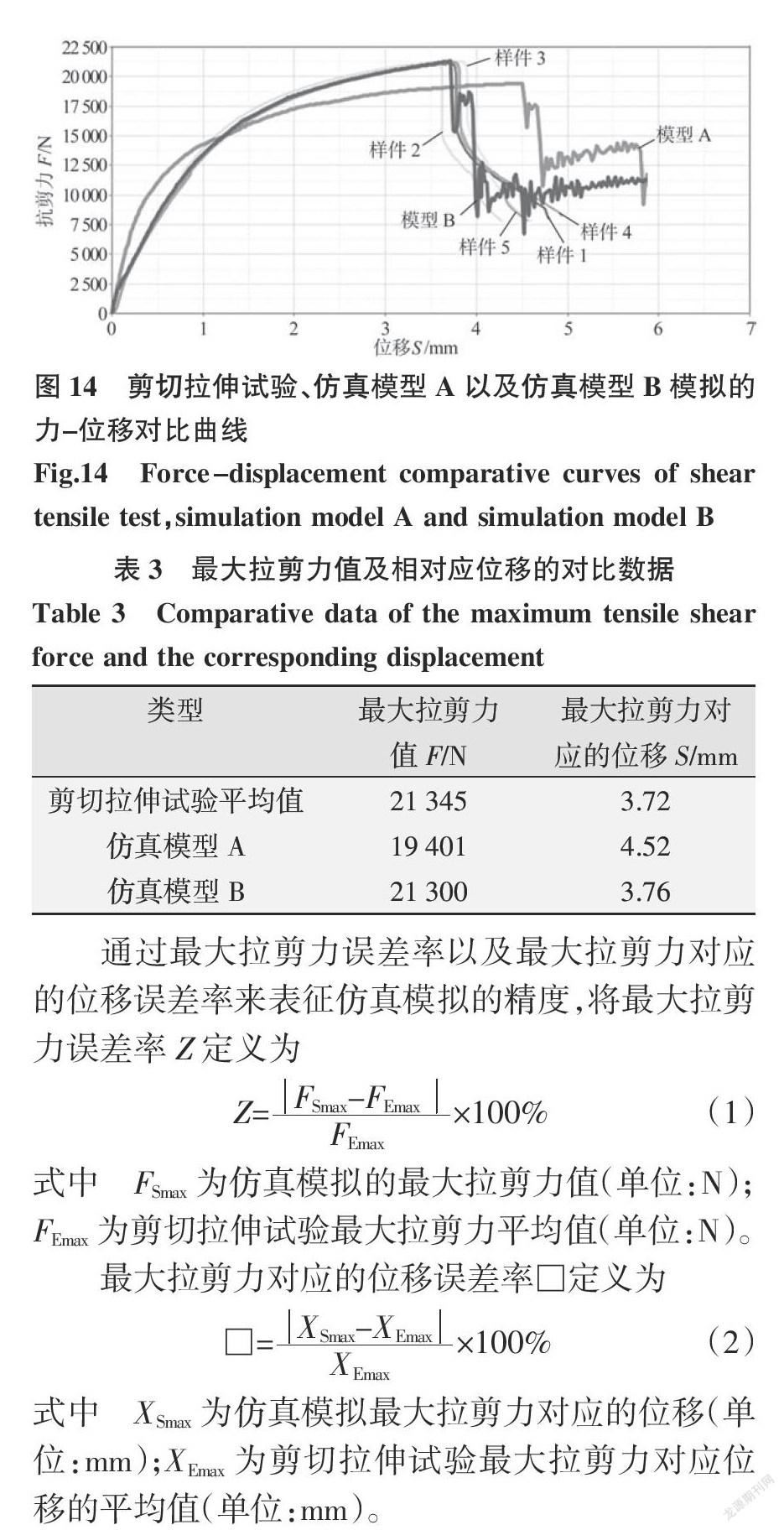
剪切拉伸試驗(yàn)、仿真模型A以及仿真模型B模擬的力-位移對比曲線如圖14所示,最大拉剪力值及相對應(yīng)位移的數(shù)據(jù)對比如表3所示。
通過最大拉剪力誤差率以及最大拉剪力對應(yīng)的位移誤差率來表征仿真模擬的精度,將最大拉剪力誤差率Z定義為
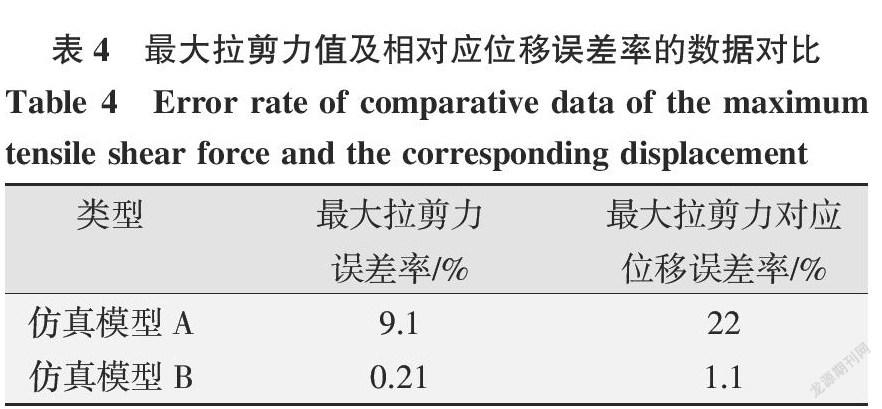
通過式(1)和式(2)計(jì)算出最大拉剪力誤差率以及對應(yīng)位移誤差率的數(shù)據(jù)對比如表4所示。未進(jìn)行CrachFEM模型材料修正時(shí),最大拉剪力誤差率為9.1%,對應(yīng)位移誤差率為22%,而根據(jù)點(diǎn)焊焊接接頭各區(qū)域的硬度變化對CrachFEM模型材料進(jìn)行修正后,最大拉剪力誤差率僅為0.21%,對應(yīng)位移誤差率僅為1.1%,因此修正后的結(jié)果與試驗(yàn)結(jié)果一致性更高,可以有效地預(yù)測焊點(diǎn)位置的失效特性。
3 結(jié)論
(1)HC340/590DP雙相鋼板電阻點(diǎn)焊焊接接頭由母材區(qū)、熱影響區(qū)及熔核區(qū)組成。母材區(qū)的微觀組織為鐵素體和馬氏體;熱影響區(qū)由回火軟化區(qū)、不完全淬火區(qū)以及完全淬火區(qū)組成,回火軟化區(qū)的微觀組織為鐵素體和回火馬氏體,不完全淬火區(qū)的微觀組織為馬氏體和少量未溶鐵素體,完全淬火區(qū)的微觀組織為等軸馬氏體;熔核區(qū)的微觀組織為粗大的板條狀馬氏體。
(2)點(diǎn)焊焊接接頭母材區(qū)的顯微硬度為214~234 HV;熱影響區(qū)的顯微硬度為212~402 HV,范圍寬度約為1.5 mm;熔核區(qū)顯微硬度為357~404 HV。
(3)根據(jù)點(diǎn)焊焊接接頭各區(qū)域的硬度變化修正CrachFEM模型材料,修正后的模擬結(jié)果與試驗(yàn)結(jié)果一致性更高,可以有效預(yù)測焊點(diǎn)位置的失效特性。
參考文獻(xiàn):
[1] 張磊,姚敢英,楊浩,等. 雙相鋼電阻點(diǎn)焊動態(tài)電阻規(guī)律研究[J]. 汽車工程學(xué)報(bào),2014,4(5):359-363.
[2] 白韶軍,王超,陳樹君,等. 熱沖壓22MnB5硼鋼中頻電阻點(diǎn)焊接頭組織及力學(xué)性能研究[J]. 北京工業(yè)大學(xué)學(xué)報(bào),2013,39(5):666-670.
[3] R Zubiadle,J M Rodriguez,J Belzunce,et al. Influence of annealing cycle parameters on final microstructure and mechanical properties of a new experimental low alloyed TRIP steel grade[C]. 2nd Super high strength international conference,October 17~22,2010,Verona.
[4] 龔濤,繆凱,王輝,等. 600 MPa級高Al冷軋雙相鋼的點(diǎn)焊工藝研究[J]. 電焊機(jī),2011,41(4):65-68.
[5] 周樂育,張丹,蔣波,等. 高強(qiáng)度熱軋雙相鋼分段相變行為及性能[J]. 材料熱處理學(xué)報(bào),2014,35(4):116-120.
[6] Ramazani A,Mukherjee K,Prahl U,et al. Modeling the effect of microstructural banding on the flow curve behaviour of dual-phase (DP) steels[J]. Computational Materials Science,2012,52(1):46-54.
[7] 吳長鵬,謝斌,潘鋒,等. 汽車動力總成懸置的碰撞失效模擬研究[J]. 汽車工程,2019,41(1):36-41.
