添加Mo-Ti-Zr填充層的鉬鑭釔合金電子束焊接特性分析
2020-09-10 07:22:44蔡立輝于斌王廷蔣思遠
電焊機 2020年5期
蔡立輝 于斌 王廷 蔣思遠
摘要:為了研究TZM合金(Mo-0.5Ti-0.1Zr)填充層對鉬鑭釔合金電子束焊接性的影響,分析了焊接接頭顯微組織和力學性能。結果表明,鉬鑭釔合金直接電子束焊接接頭焊后產生貫穿裂紋,而填加TZM合金后,實現了鉬鑭釔合金的有效焊接。Zr元素的加入降低了Mo的氧化物在晶界處的聚集程度,提高了晶界結合強度;接頭各區域顯微硬度不同,焊縫區顯微硬度與母材相當,為270~290 HV,兩側熱影響區顯微硬度最低。添加TZM合金后,鉬鑭釔合金電子束焊接接頭抗拉強度明顯提高,拉伸斷裂發生于焊縫區,為脆性沿晶斷裂模式。
關鍵詞:電子束焊接;鉬合金;合金元素;顯微硬度
中圖分類號:TG456.3文獻標志碼:A文章編號:1001-2303(2020)05-0041-05
DOI:10.7512/j.issn.1001-2303.2020.05.08
0 前言
鉬基難熔金屬具有膨脹系數小、導電和導熱性良好、高溫力學性能優良等優點[1]。添加彌散稀土氧化物的鉬鑭釔合金在1 400 ℃下仍能保持較高的強度和塑性,具有廣闊的應用前景[2]。
鉬合金的連接方法主要有電阻焊、鎢極氬弧焊、激光焊、電子束焊、摩擦焊、釬焊、擴散焊等[3]。電子束焊接具有能量密度高、焊接熱影響區小、真空保護氣氛等優點,在焊接鉬等難熔金屬時具有獨特優勢[4-5]。由于鉬在焊接時存在晶粒粗化、晶界脆化的問題,加入少量的Ti和Zr元素,可以起到固溶強化和彌散強化的效果[6]。加入Zr元素,可純化晶界,大幅提高接頭強度和韌性[7]。
由于鉬鑭釔合金中含氧量較高,會給其熔化焊接帶來困難,選用熔焊焊接性較好的TZM合金[8]作為填充金屬,進行鉬鑭釔合金的電子束焊接試驗,分析其接頭組織與力學性能。
1 試驗材料與方法
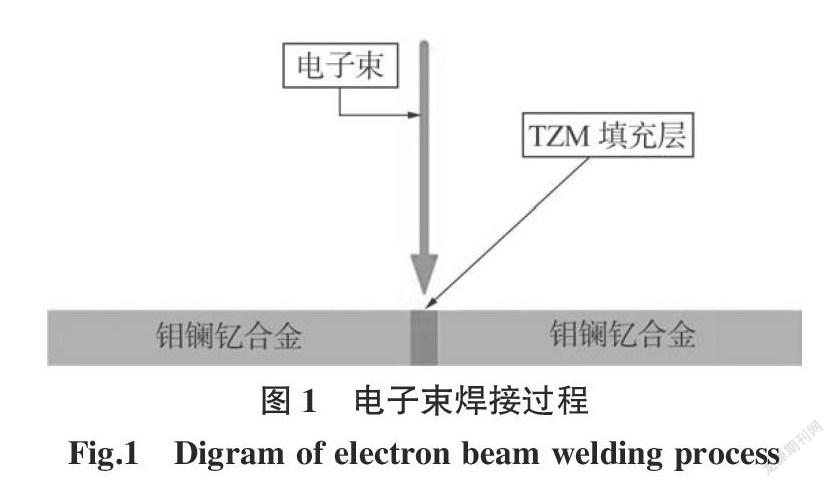
試驗所用待焊材料為鉬鑭釔合金(Mo-0.5La2O3-0.25Y2O3),規格50 mm×25 mm×3.5 mm。選用填充層材料為含TZM鉬合金(Mo-0.5Ti-0.1Zr),規格為50 mm×1.0 mm×3.5 mm。焊前將填充層預置于對接面內(見圖1),試驗采用的焊接參數為:加速電壓70 kV,電子束流40 mA,焊接速度400 mm/min,束流作用于填充層中心,采用表面聚焦模式。
2 試驗結果及討論
2.1 鉬鑭釔合金電子束對焊接頭斷裂分析
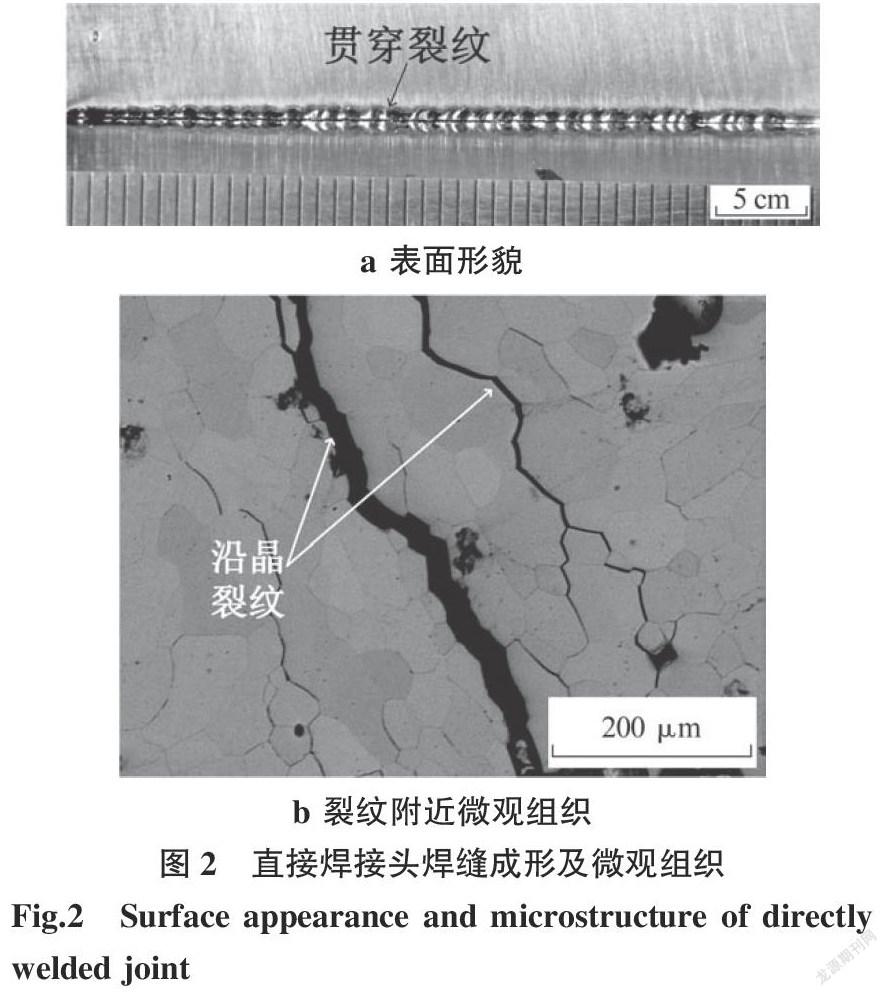
圖2a為鉬鑭釔合金電子束焊縫表面形貌,焊后出現了貫穿裂紋,主要為沿晶裂紋(見圖2b)。由于母材中含氧量較高,在熔池冷卻過程中,氧易在晶界富集,形成與基體非共格的塊狀MoO2,導致晶界應力集中,降低了晶界結合強度,在焊接熱應力作用下產生沿晶裂紋,無法實現有效連接[6-9]。
2.2 添加TZM填充層的鉬鑭釔合金的電子束焊接
為防止產生貫穿裂紋,選用TZM鉬合金作為焊接填充層。一方面低含氧量TZM合金的加入,可起到稀釋熔池中氧含量的作用,另一方面Zr元素可以純化晶界,起到抑制沿晶裂紋產生的效果[7]。
2.2.1 焊接接頭的宏觀形貌
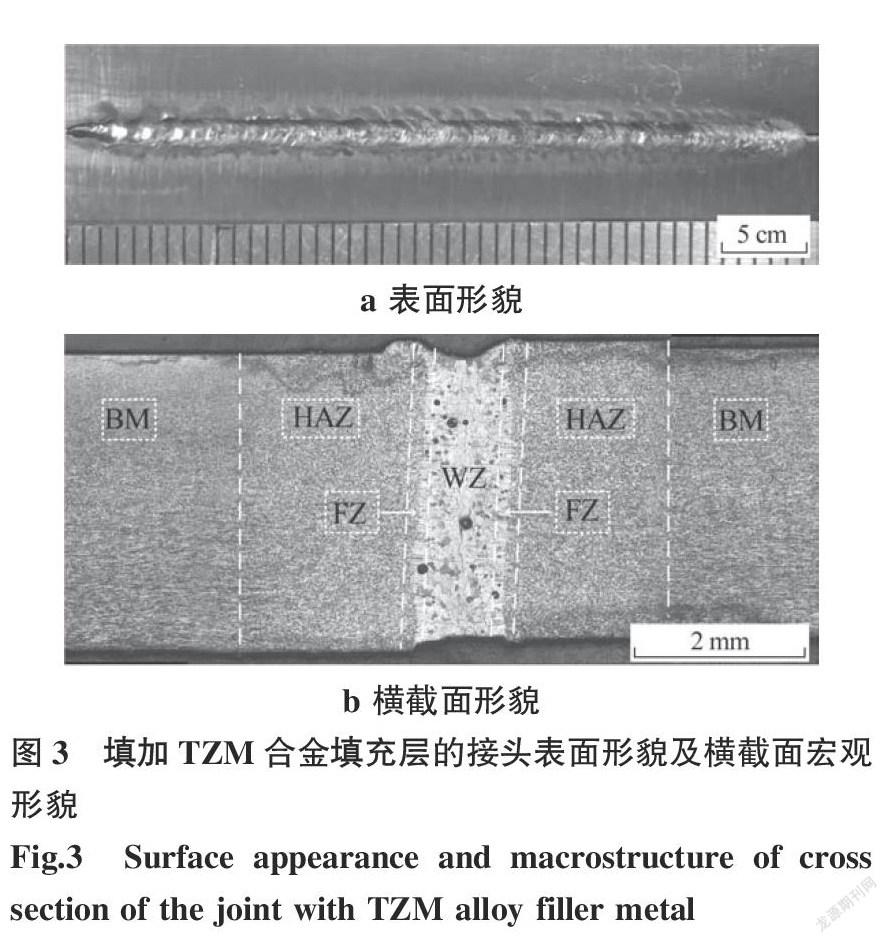
圖3a為加入TZM合金填充層的電子束焊接接頭表面形貌,焊縫成形美觀。圖3b為焊接接頭的橫截面形貌,焊縫整體呈現出典型的“平行”形狀。根據組織特征的不同,接頭橫截面分為母材(BM)、焊接熱影響區(HAZ)、熔合區(FZ)以及焊縫區(WZ)。
2.2.2 焊接接頭不同區域晶粒形態
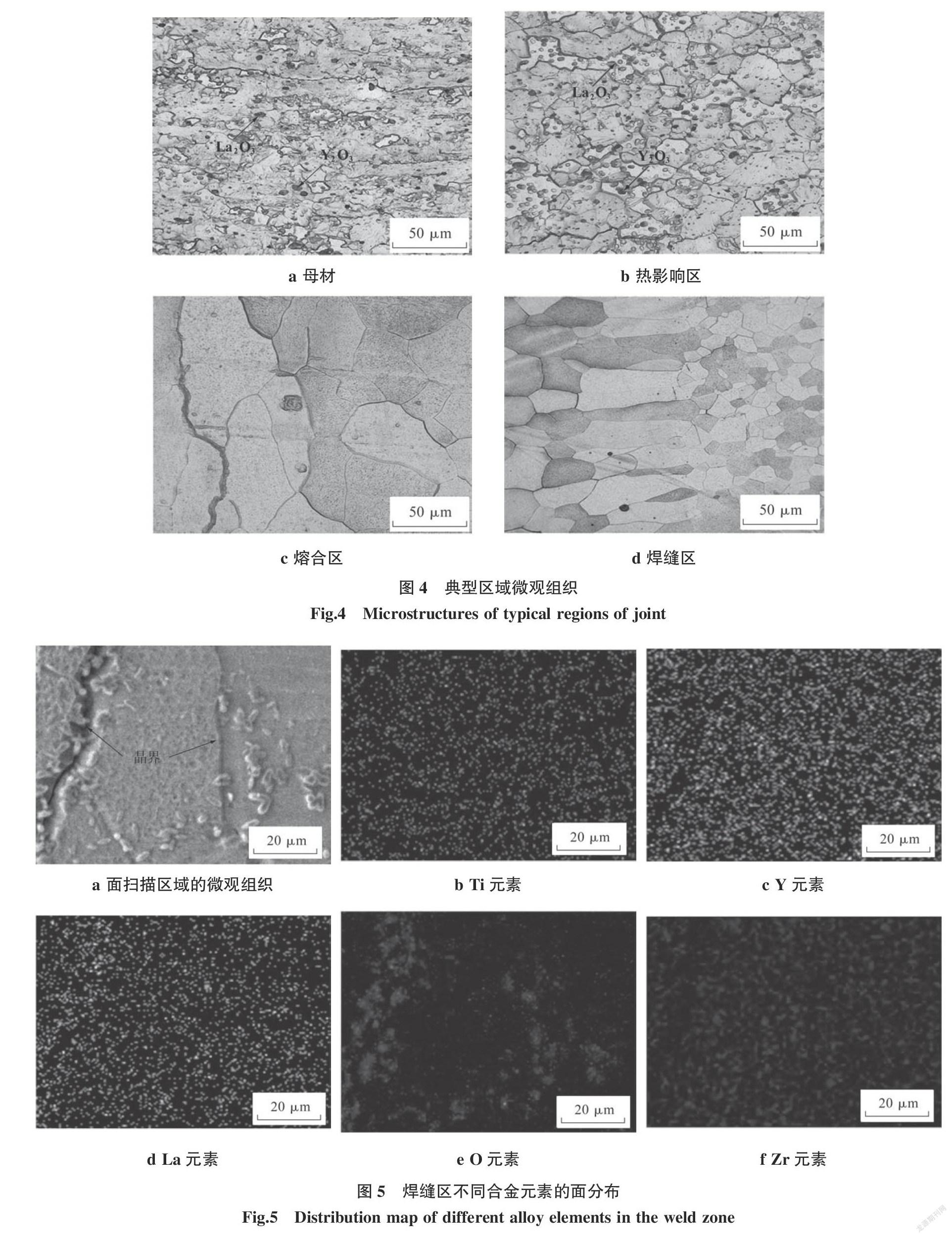
圖3b中不同區域的微觀組織如圖4所示。母材呈現明顯的軋制特征,晶粒產生較大形變。熱影響區軋制晶粒在焊接熱循環作用下發生再結晶成為等軸晶粒并粗化。熔合區內柱狀晶與熱影響區內再結晶晶粒聯生生長。焊縫區內為垂直于熔合線向熔池中心生長的粗大柱狀晶。在母材及熱影響區,O元素以La2O3及Y2O3的形式彌散分布在晶粒內部,在焊縫區內,La2O3及Y2O3熔入熔池,O元素在熔池內以原子的形式存在,冷卻過程中易與其他元素反應形成氧化物,在晶界析出。
2.2.3 焊接接頭的元素分布
為分析重熔后元素在焊縫內的分布,對焊縫內合金元素分布進行了面掃描分析,如圖5所示。
由圖5b~5d可見,在焊縫區內,母材中點狀分布的La2O3及Y2O3熔入液態熔池,Y、La、Ti元素在凝固過程中固溶到Mo基體內,均勻分布在整個焊縫區。而O元素則發生了嚴重的偏析,除少量分布在晶內,主要在晶界處聚集(見圖5e),O元素在晶界處主要以MoO2形式富集[6]。從圖5f可以看出,Zr元素主要在晶內富集,在晶界處明顯降低。Zr元素在晶內富集是因為ZrO2的吉布斯自由能明顯低于TiO2及MoO2,因此在焊接過程中溶解到熔池中的Zr元素會優先與雜質O元素發生反應,生成的ZrO2熔點較高,優先形核凝固,最終主要分布在晶內。ZrO2的生成消耗了O元素,可以減少晶界處氧化物析出的數量,提高晶界結合力[7]。
2.2.4 焊接接頭拉伸性能分析
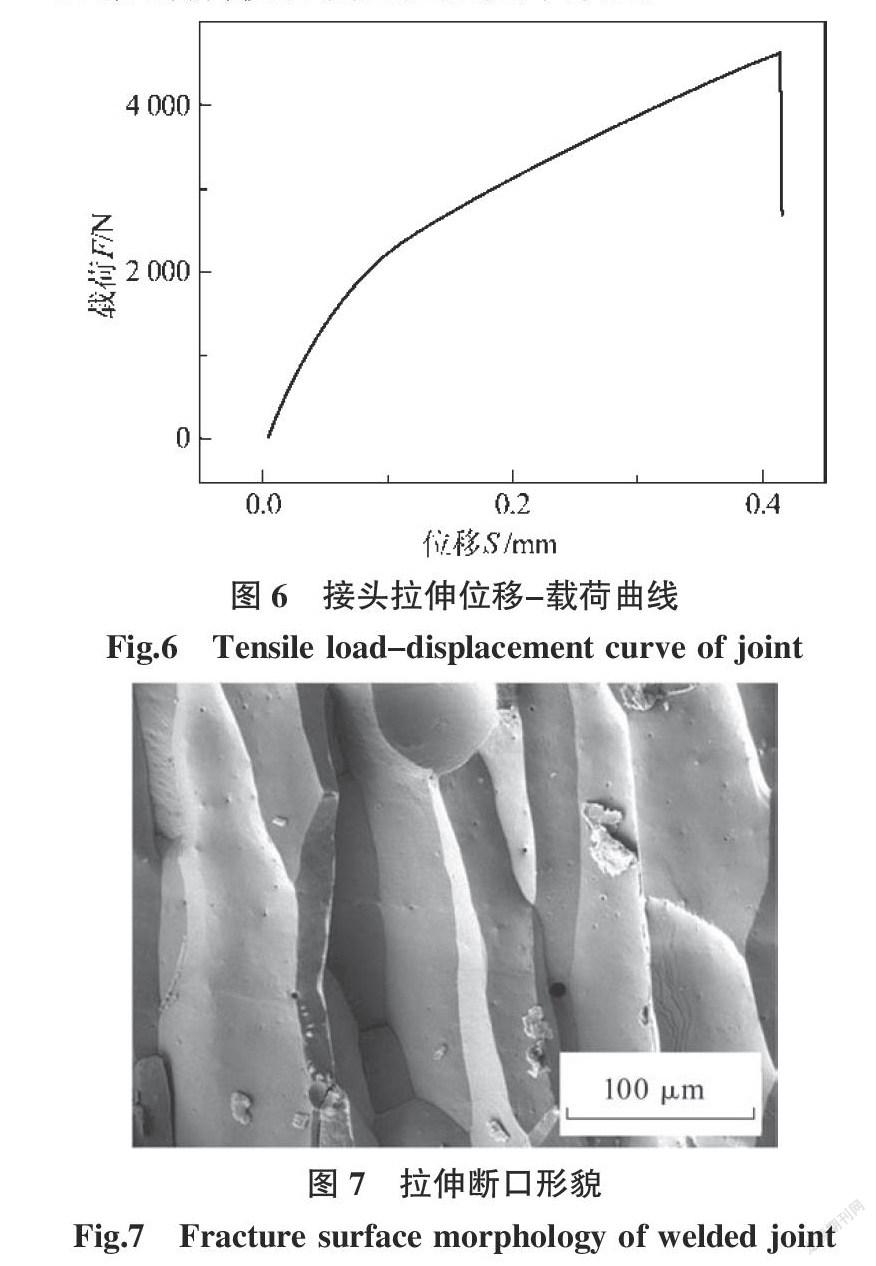
對焊接接頭進行拉伸試驗,接頭拉伸位移載荷曲線如圖6所示,抗拉強度為310 MPa,約為母材的44%,接頭斷裂于焊縫區。相比于直接焊后開裂,加入填充層后,鉬鑭釔合金電子束焊接接頭抗拉強度明顯提高。這是因為低含氧量TZM合金的加入降低了焊縫區的O溶解度。其次,Zr元素的加入形成了高熔點的ZrO2分布于晶內,進一步降低了晶界氧含量,增強晶界結合力,提高接頭強度[7]。加入中間層TZM合金電子束焊接的拉伸斷口形貌如圖7所示,斷裂方式仍以沿晶斷裂為主。雖然加入TZM合金后,晶界得到一定純化,但焊縫區晶界仍然存在較明顯的O元素偏析,使得接頭性能提升有限。
2.2.5 焊接接頭顯微硬度分布
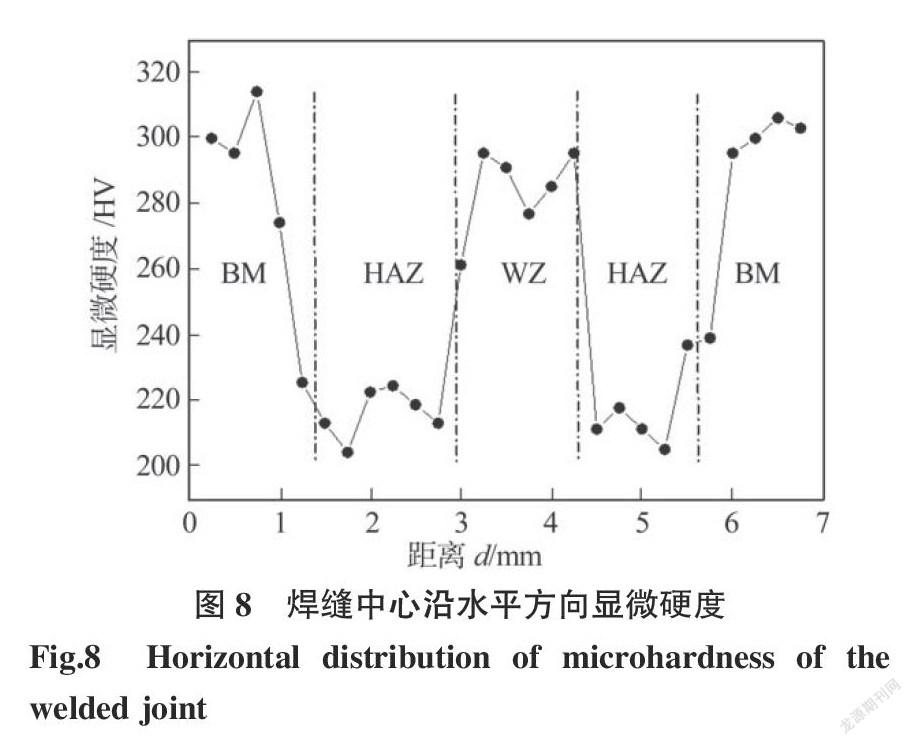
填加TZM合金填充層的焊接接頭橫截面顯微硬度水平分布如圖8所示。
由圖8可知,在焊縫沿水平方向上,母材硬度高于300 HV,熱影響區的顯微硬度在200~220 HV之間,明顯低于母材硬度,主要是因為晶粒粗化所致。而焊縫區的顯微硬度在270~290 HV之間,高于熱影響區,這是因為Mo2C和ZrO2的沉淀相分布在焊縫區的晶粒內,對焊縫起到強化作用[10]。由于焊縫區內晶界處偏聚的氧化物與基體為非共格結合,會導致晶界結合較弱,大幅降低了焊縫區的拉伸性能[6],因此拉伸時斷裂于晶界結合最弱的焊縫區,而非硬度最低的熱影響區。
3 結論
(1)鉬鑭釔合金電子束焊接后產生貫穿裂紋,無法實現連接。采用TZM合金作為填充金屬,實現了鉬鑭釔合金的電子束焊接,接頭強度達到310 MPa,斷裂于焊縫區,為沿晶脆性斷裂模式.
(2)母材晶粒為軋制特征,熱影響區內晶粒發生再結晶長大,焊縫區內主要為粗大的柱狀晶,點狀分布的La2O3及Y2O3消失,焊縫區硬度與母材相當,焊接熱影響區硬度最低。
(3)填加TZM合金后,降低了Mo的氧化物在晶界處的聚集程度,與直接焊接接頭相比,提高了晶界結合強度,改善了接頭性能,但由于晶界處氧化物仍存在,接頭性能提高有限。需增加合金元素的添加量,進一步純化晶界。
參考文獻:
[1] 羅振中. 鉬的應用及其發展[J]. 中國鉬業,2003,27(2):7-10.
[2] 王東輝,袁曉波,李中奎,等. 鉬及鉬合金研究與應用進展[J]. 北京科技大學學報,2006,25(12):1-5.
[3] Miller M K,Bryhan A J. Effect of Zr,B and C additions on the ductility of molybdenum[J]. Materials Science & Engineering A,2002,327(1):80-83.
[4] 馮吉才,王廷,張秉剛,等. 異種材料真空電子束焊接研究現狀分析[J]. 焊接學報,2009,30(10):108-112.
[5] 羅怡,劉金合,葉宏,等. AZ61鎂合金真空電子束焊接溫度場數值模擬[J]. 焊接學報,2009,30(3):73-76.
[6] Zhang Y,Wang T,Jiang S,et al. Microstructure evolution and embrittlement of electron beam welded TZM alloy joint[J]. Materials Science and Engineering:A,2017(700):512518.
[7] Wang T,Zhang Y,Jiang S,et al. Stress relief and purification mechanisms for grain boundaries of electron beam welded TZM alloy joint with zirconium addition[J]. Journal of Materials Processing Technology,2017,251(1):168-174.
[8] 張永赟,王廷,張秉剛. PM-TZM鉬合金電子束焊接特性[J]. 焊接學報,2018,139(3):57-60.
[9] 李鑫,張品源. 合金鉬焊接影響因素的初步分析[J]. 中國原子能科學研究院年報,1999(1):57-59.
[10] Wang T,Li N,Zhang Y,et al. Influence of welding speed on microstructures and mechanical properties of vacuum electron beam welded TZM alloy joints[J]. Vacuum,2018
