低碳鋼油管銅釬焊接頭疲勞斷裂分析
2020-09-10 07:22:44孔德群楊利周建周曉煒王志勇
電焊機 2020年5期
孔德群 楊利 周建 周曉煒 王志勇
摘要:從斷口分析、金相檢驗、化學分析等方面分析低碳鋼油管斷裂性質及其產生原因。油管與支架通過銅釬焊的方式連接在一起,由于釬焊溫度控制不良,連接處的油管表面發生銅原子沿低碳鋼晶界的偏聚與擴散,降低了其塑性與強度;另一方面,焊后冷速控制不良,導致焊縫附近的油管內部產生魏氏體鐵素體。平臺試驗中油管釬焊區域承受較大的循環應力,焊縫外表面機械損傷處由于應力集中效應,在局部高應力作用下產生疲勞裂紋源,裂紋向油管擴展并導致服役早期開裂失效。
關鍵詞:汽車發動機;油管;焊后冷卻速度;銅釬焊;應力集中;疲勞斷裂
中圖分類號:TG454文獻標志碼:A文章編號:1001-2303(2020)05-0037-04
DOI:10.7512/j.issn.1001-2303.2020.05.07
0 前言
焊接是現代汽車制造業中廣泛應用的一種連接方法[1-2]。釬焊是指采用熔點比母材低的金屬作為釬料,利用加熱熔化的液態釬料與固態母材界面產生溶解、擴散或形成金屬間化合物的相互作用,冷卻凝固形成牢固的接頭,從而將母材連接在一起的焊接方式[3]。它具有生產量大、高速低耗、焊接變形小、易操作的特點,適合汽車零部件的連接[4-6],如全景天窗[7]、行李箱[8]、車身骨架[9]等白車身結構件及薄板覆蓋件[1,4,6,10],以及熱交換器[11]等。在實際生產中,焊接參數的細微變化都可能影響釬焊的焊接質量[12-13],所以要重視焊接質量的優化與控制。
汽車發動機油管開裂的原因多種多樣,其原材料加工、生產制造、產品裝配、服役使用中的任何一個環節質量控制不當,都可能會造成其開裂失效,例如內表面與外表面缺陷[14]、支架倒角處的應力集中[15]、高周疲勞開裂引起穿孔[16]等。文中研究了發動機油管在某平臺試驗中的疲勞斷裂及其失效原因,協助客戶從材料加工工藝與質量控制上提出針對性的改進措施,以期防止類似問題重復發生。
1 試驗過程
試驗采用某汽車零部件供應商生產的某型號發動機油管,材質為低碳鋼Q235B,通過自動產線爐中釬焊工藝與低碳鋼支架連接在一起(銅釬料純度為99.95%),隨后進行表面鍍鋅處理。在某平臺試驗時,該油管及其支架處于機械振動引起的循環應力狀態,試驗結束后發現油管發生宏觀斷裂,裂紋位于釬焊區域。
使用Keyence VHX-1000型體視學顯微鏡和Quanta FEG650型掃描電鏡進行斷口分析;在油管斷裂位置附近的釬焊區域中間位置分別切取縱剖面與橫截面的金相試樣,進行磨拋處理,4%硝酸酒精腐蝕前后分別使用Zeiss Axio Imager M2m型顯微鏡進行觀察,并拍照分析。油管經機械壓力壓平后磨去鍍鋅層,使用Spectro MaXx型直讀式光譜儀進行化學成分檢測。
2 試驗結果與分析
2.1 斷口觀察
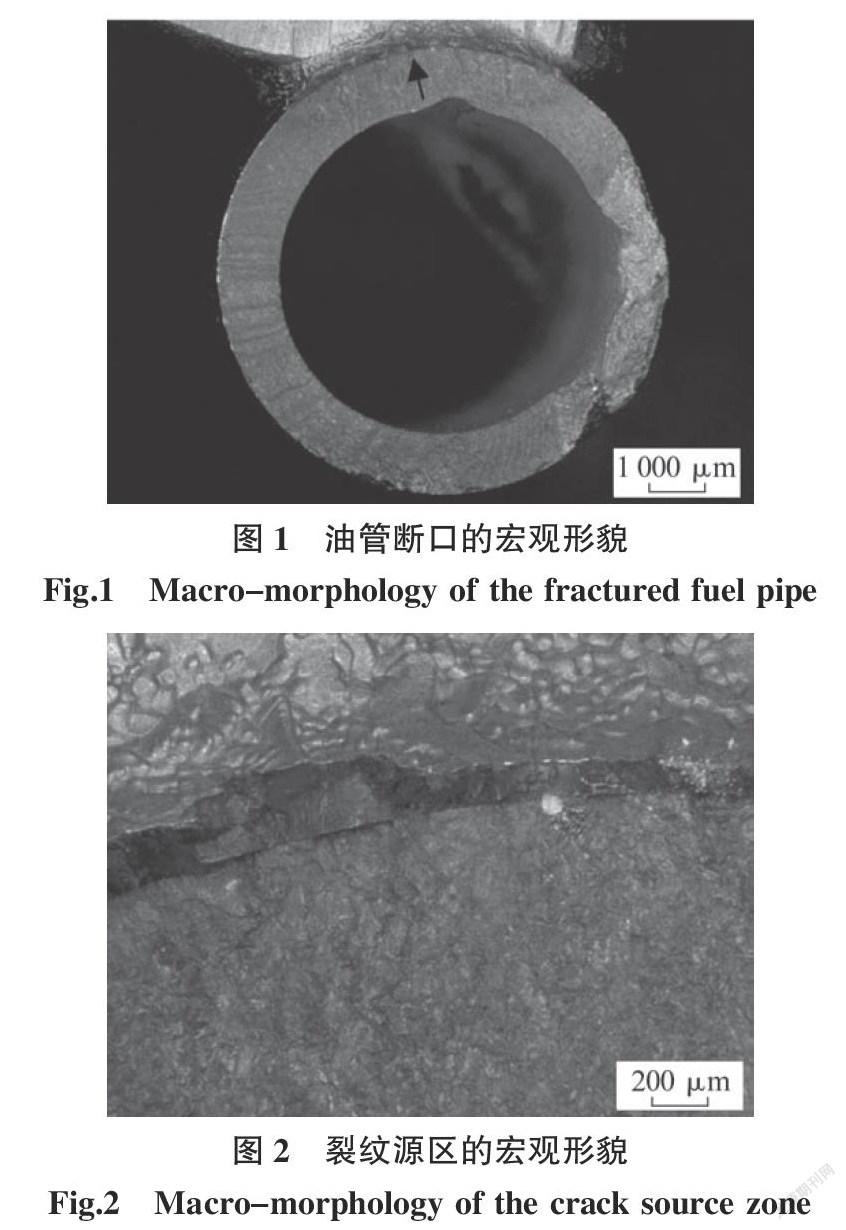
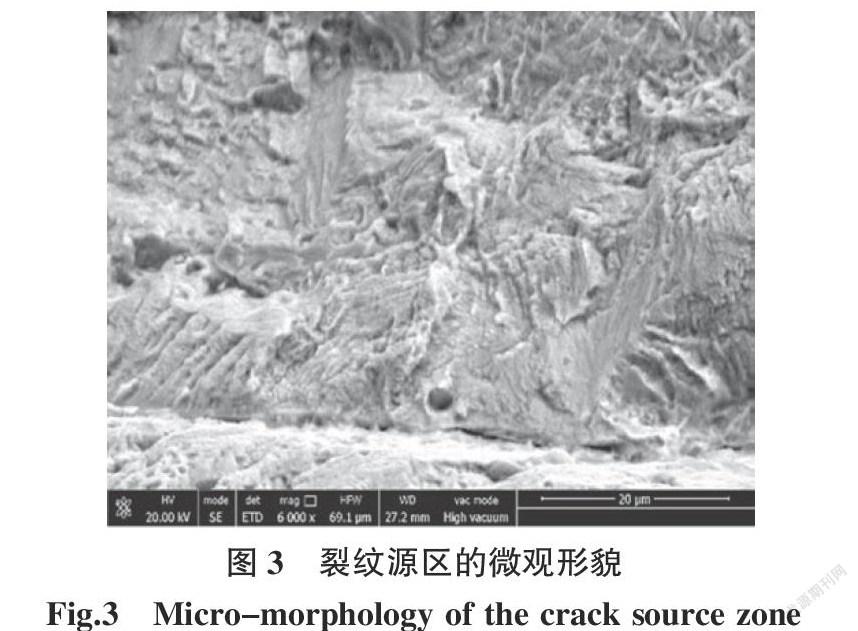
油管斷裂位置在釬焊焊縫邊緣,斷口附近未見明顯的塑性變形、腐蝕及機械損傷痕跡。采用體視學顯微鏡觀察斷口宏觀形貌特征(見圖1),發現斷口較為平齊,斷面有金屬光澤,未見宏觀材料缺陷;裂紋源區(箭頭指示處)位于焊縫邊緣外表面,擴展區呈放射狀。裂紋源區宏觀形貌如圖2所示。
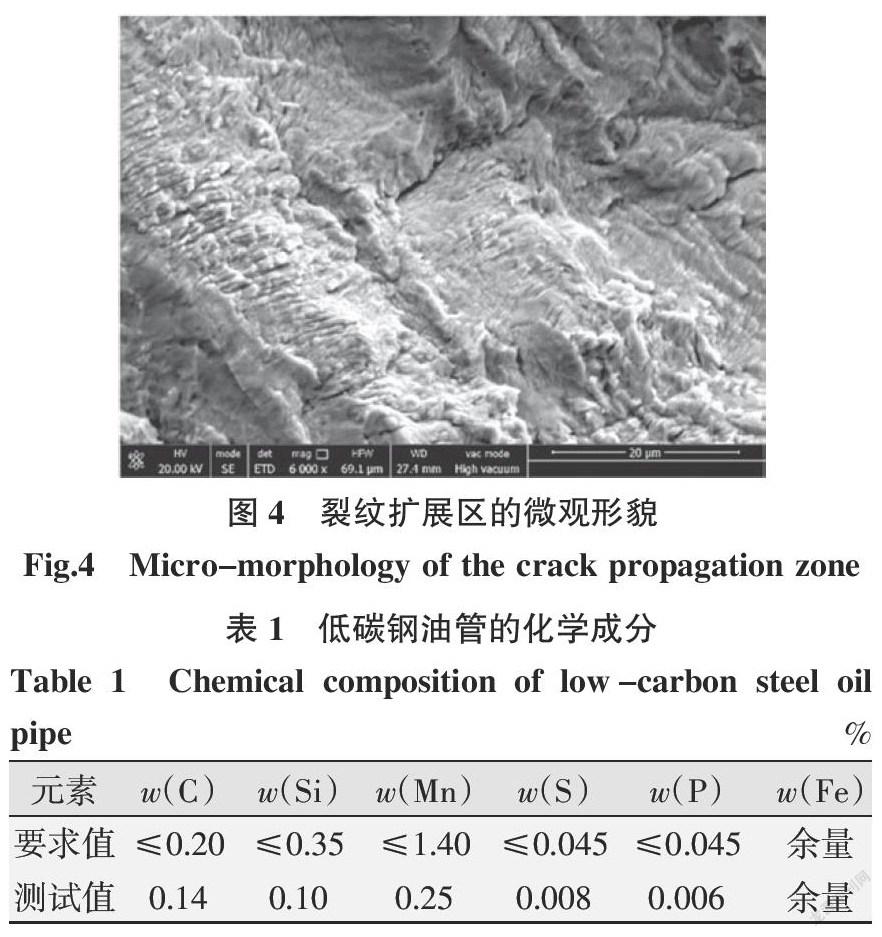
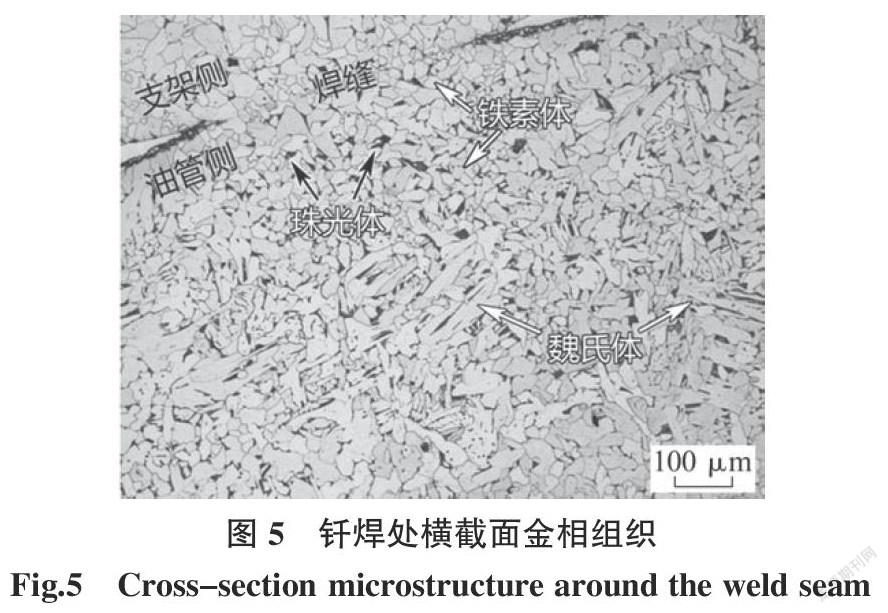
采用掃描電鏡觀察斷口的微觀形貌特征,斷面未見異常夾雜物等缺陷,裂紋源區(見圖3)及擴展區(見圖4)均呈局部磨損狀態,可見明顯的疲勞條帶形貌。疲勞條帶間距較小(平均間距小于1 μm),具有高周疲勞的特征。
2.2 化學成分
光譜分析結果顯示,油管的化學成分如表1所示,符合低碳鋼板Q235B的材料規范要求(GB/T 5213-2008)。
2.3 金相檢驗
金相檢驗結果顯示,焊縫及其附近金相組織為均勻的等軸鐵素體+少量珠光體,在熱影響區的油管壁厚中間部位發現粗大的針狀魏氏體鐵素體,如圖5所示。魏氏體是一種過熱缺陷組織,通常伴隨奧氏體粗晶組織出現[17]。緊鄰焊縫熔合區界面的局部熱影響區在較高于Ac3溫度時會快速產生粗晶奧氏體[18],Q235B鋼管中先共析鐵素體從原奧氏體晶界沿一定的晶面往晶內生長,鋼管壁厚中部位置局部析出針狀魏氏體鐵素體組織。而魏氏體組織則會使鋼的力學性能尤其是韌性顯著降低[17],應制定合理的熱處理工藝來消除。
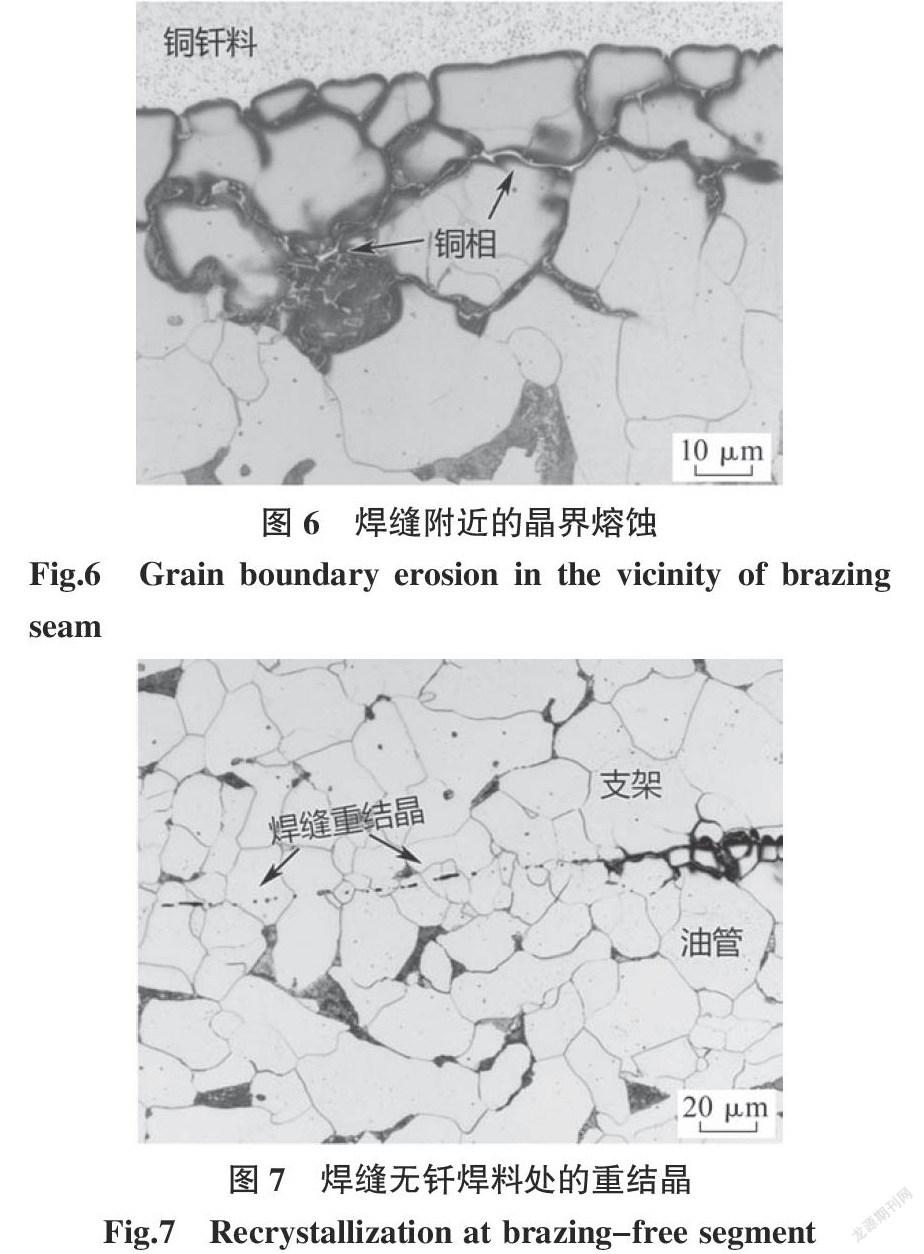
焊縫處的銅/鋼界面處存在銅釬料對母材的嚴重熔蝕現象,即銅釬料在高溫下以晶界擴散的方式進入兩側的鋼管母材與鋼板母材,沿晶界析出有銅相,如圖6所示。晶界上析出的網狀第二相會破壞基體材料的連續性,易引起材料的脆性,且嚴重降低材料的疲勞強度,促進裂紋源的形成。進一步觀察圖5焊縫中部的鋼管與支架之間無銅釬料,焊縫兩側母材已發生重結晶而熔合為一體(見圖7),二者之間的縫隙基本消失。這說明釬焊工藝溫度控制不良,以致實際焊接溫度遠超過工藝范圍。
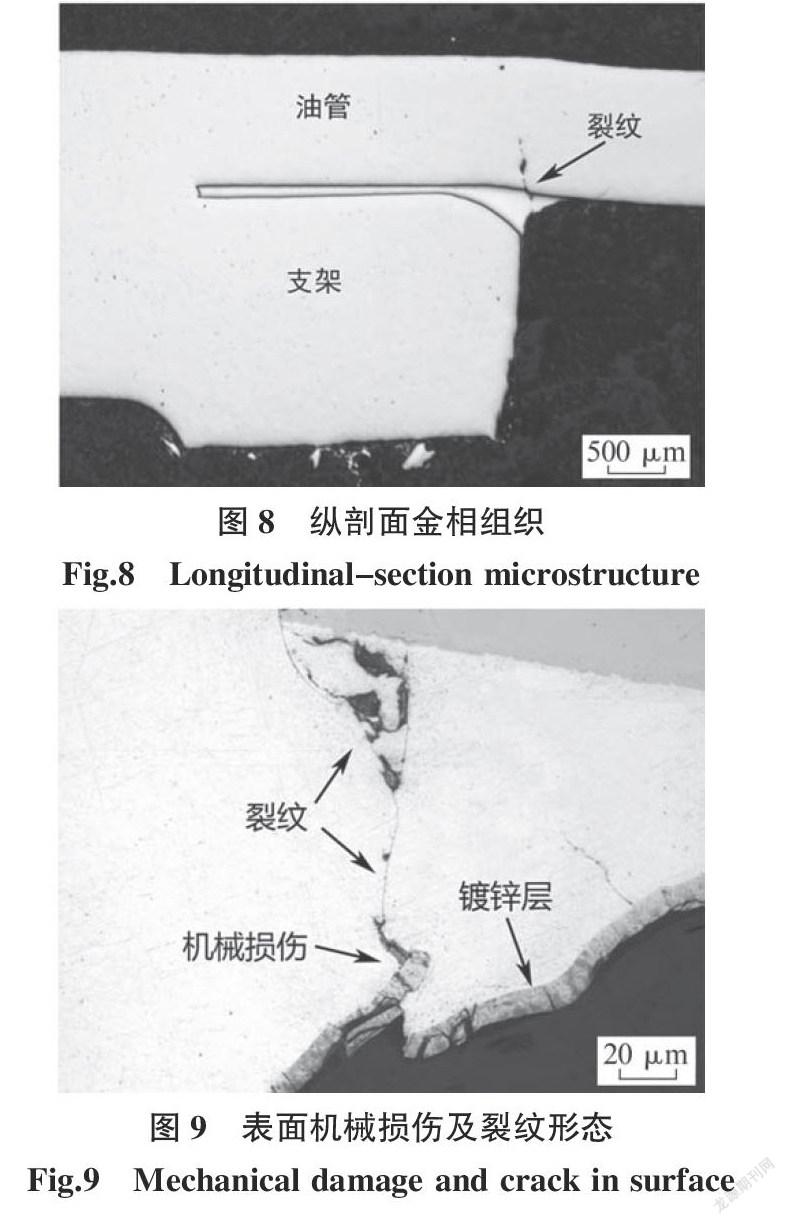
選擇另一個在焊縫邊緣有微裂紋的鋼管,從焊縫沿油管圓周的中線處制取縱剖面金相試樣,拋光態試樣置于顯微鏡下可見一條裂紋,如圖8所示,裂紋起源于焊縫區域的一側,且裂紋由油管的外側向內側擴展延伸。這與圖1所示失效油管的斷口觀察結果一致。
高倍顯微鏡下觀察發現(見圖9),裂紋源位置在釬焊之后且鍍鋅處理之前存在一處機械損傷,鍍鋅處理后鋅層覆蓋于損傷處。雖然表面損傷被鍍鋅層彌合,但仍處于材料不連續狀態,當油管處于發動機測試的循環振動環境中形成應力集中效應。該位置產生局部高應力,逐漸萌生疲勞裂紋,并沿銅釬焊縫向油管一側擴展。由于工藝不良導致的銅釬料沿晶界熔蝕從而降低材料性能,當裂紋擴展至銅/鋼界面時,裂紋沿油管最表層晶粒的界面繼續向油管內側擴展。當擴展到油管壁厚中部時,鐵素體魏氏體組織也會引起力學性能下降,因而裂紋可以輕易地在油管擴展,直至油管在服役早期發生疲勞斷裂。
3 結論
文中探究了低碳鋼油管斷裂的性質及其產生原因,主要形成以下結論:
(1)油管疲勞裂紋源的形成主要與焊縫表面的機械損傷有關。應加強過程質量控制,避免由于生產上抓取工具或物流轉運不當可能造成的機械損傷。
(2)釬焊溫度及隨后冷卻速度控制不良,導致油管表面發生銅原子在低碳鋼晶界處的熔合與偏聚,鋼管內部產生魏氏體鐵素體,降低了油管的力學性能。應加強工藝優化調整,避免釬焊晶界熔蝕與魏氏體鐵素體的產生。
參考文獻:
[1] 張西振,高元偉. 汽車車身焊接技術[M]. 北京:北京理工大學出版社,2019.
[2] G M Teixeira,M Roberts,J Silva. Random vibration fatigue of welded structures-Applications in the automotive industry[J]. Procedia Structural Integrity, 2019, 19:175–193.
[3] 朱艷. 釬焊(第2版)[M]. 哈爾濱:哈爾濱工業大學出版社,2018.
[4] 張妍,韓鵬,潘曉鋼. 激光釬焊及激光填絲熔焊在北京奔馳焊接中的應用[J]. 電焊機,2016,46(9):48-53.
[5] D Krishnaja,M Cheepu,D Venkateswarlu. A Review of Research Progress on Dissimilar Laser Weld-Brazing of Automotive Applications[C]. IOP Conference Series:Materials Science and Engineering,2018(330):012073.
[6] 龍全兵,趙景毅,王作兵. 激光釬焊系統在焊裝工藝生產線上的應用[J]. 汽車實用技術,2019(13):209-211.
[7] 丁凡. CMT在白車身頂蓋上的應用[J]. 汽車工藝與材料,2020(1):26-30.
[8] 林平. 激光釬焊在汽車行業的焊接應用[J]. 電焊機,2010,40(5):67-72.
[9] 陳志春,陳曉東,閔睿,等. 車身骨架多層板多脈沖點焊焊接工藝[J]. 電焊機,2018,48(6):49-54.
[10] 張妍. 激光焊接在白車身上的應用現狀[J]. 電焊機,2016,46(3):122-126.
[11] M J Benoit,K B Han,S Winkler,et al. An assessment of the brazing performance of warm formed automotive heat exchangers[J]. The International Journal of Advanced Manufacturing Technology,2019(103):1935-1946.
[12] 胡爽,李聰,魏典,等. 釬后擴散對AgCu28釬料真空釬焊紫銅接頭組織和性能的影響[J]. 熱加工工藝,2018,47(9):43-46.
[13] 夏良俊,秦優瓊,唐賢鋒. 釬焊工藝參數對TC4鈦合金釬焊接頭組織及性能的影響[J]. 熱加工工藝,2019,48(15):171-173.
[14] 張紅霞,趙紅利,趙玉梅,等. 汽車發動機回油管失效分析[J]. 焊接技術,2011,40(2):45-47.
[15] 邵利偉,趙哲南. 汽車轉向高壓油管支架結構優化[J]. 汽車零部件,2016(4):49-51.
[16] 蔣雅雅,馮繼軍. 汽車發動機高壓油管常見失效形式分析[J]. 理化檢驗:物理分冊,2017,53(10):725-730.
[17] 崔忠圻,覃耀春. 金屬學與熱處理(第2版)[M]. 北京:機械工業出版社,2011.
[18] Bhadeshia H K D H,Honeycombe R W K. Steels:Microstructure and Properties,4th Edition[M]. Oxford:Butterworth-Heinemann,2017.
