船舶管路現(xiàn)場(chǎng)定位焊技術(shù)研究
2020-09-10 19:53:41傅杰?周維波?余春虎?朱文斌
看世界·學(xué)術(shù)下半月 2020年6期
關(guān)鍵詞:變形
傅杰?周維波?余春虎?朱文斌

摘要:船舶管路系統(tǒng)結(jié)構(gòu)復(fù)雜且數(shù)量巨大,部分需現(xiàn)場(chǎng)進(jìn)行組對(duì),往往放樣難度大,需多人配合,定位悍施工過程中易發(fā)生變形,直接影響后期焊接成型質(zhì)量。保證定位焊質(zhì)量以提高施工效率是亟待解決的問題,本文研究一種現(xiàn)場(chǎng)管路組對(duì)定位焊的工裝,為船舶系統(tǒng)高質(zhì)高效施工提供參考。
關(guān)鍵詞:現(xiàn)場(chǎng)組對(duì);變形;定位焊
引言
船舶管路大部分管子為成品管,成品管由管子工廠依照制造圖紙制作完成后在內(nèi)場(chǎng)經(jīng)過焊接質(zhì)量檢驗(yàn)及強(qiáng)度試驗(yàn),酸洗鈍化后直接上船安裝,管子工廠施工環(huán)境好,輔助設(shè)備齊全,人員技術(shù)嫻熟、焊接質(zhì)量易控、合格率很高。另一部分管路由于計(jì)算機(jī)模型中空間小、周邊結(jié)構(gòu)復(fù)雜,布置難度大,直接由計(jì)算機(jī)放樣極可能導(dǎo)致不合格而返工;或者由于工藝有特殊要求,必須現(xiàn)場(chǎng)放樣。這部分管子只能由船上銅工依據(jù)經(jīng)驗(yàn)進(jìn)行現(xiàn)場(chǎng)切割組對(duì),然后點(diǎn)焊固定后搬運(yùn)至船下管子工廠或者直接在船上完成焊接工作。船上施工場(chǎng)地小,施工設(shè)備有限,需要現(xiàn)場(chǎng)臨時(shí)制作和搭建支架,手工放置管路組對(duì),管子組對(duì)準(zhǔn)確度難以控制,定位焊變形也可能導(dǎo)致管子組對(duì)質(zhì)量變差,產(chǎn)生錯(cuò)口、未焊透、未融合等質(zhì)量問題。
一、定位焊常見缺陷及處理方法
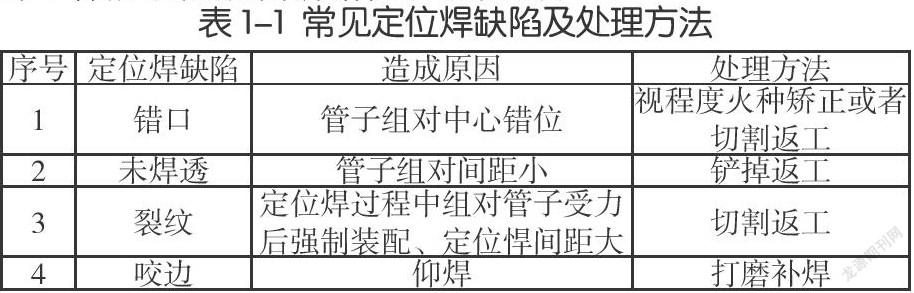
焊前為固定焊件的組對(duì)相對(duì)位置進(jìn)行的局部焊接操作叫定位焊。定位焊形成的短小而連續(xù)的焊縫叫定位焊縫。通常定位焊縫比較短小,雖然短小但也最終要成為正式焊縫的一部分存留在焊縫中。定位點(diǎn)焊的施焊也需要專業(yè)持證焊工進(jìn)行,定位悍質(zhì)量好壞將直接影響最終成型焊接質(zhì)量。影響焊縫質(zhì)量的原因有很多,焊材焊劑選用、組對(duì)同軸度/平行度/距離/坡口質(zhì)量、焊接電流大小、母材溫度、環(huán)境溫濕度等等,表1-1列出傳統(tǒng)管路現(xiàn)場(chǎng)放樣常見的由于組對(duì)偏差引起定位焊不合格導(dǎo)致的焊接缺陷及處理方法。
保證定位點(diǎn)焊成型質(zhì)量就幾乎決定了整條環(huán)焊縫的質(zhì)量。焊接行業(yè)定位點(diǎn)焊的方法很多,但是方便攜帶、容易安裝、便于操作、可靠固定的方法工具卻沒有。面對(duì)管路船上安裝組對(duì)遇到的迫在眉睫的困難,經(jīng)過充分調(diào)查研究開發(fā)了一種能基本滿足現(xiàn)場(chǎng)需求的工裝。
一方面盡量加強(qiáng)設(shè)計(jì)精度,盡量減少現(xiàn)場(chǎng)放樣、焊接的數(shù)量,另一方面也要研究更好的管路組對(duì)定位工具,針對(duì)現(xiàn)場(chǎng)惡劣環(huán)境下定位點(diǎn)焊存在難題,在船上緊湊空間、條件有限的條件下,減少因定位焊質(zhì)量不合格引起的焊接質(zhì)量不合格而導(dǎo)致的返工返修。下面研究了一種管路現(xiàn)場(chǎng)組對(duì)定位焊工裝,提供了船上管路定位點(diǎn)焊的一種解決方案。
二、定位焊工裝簡(jiǎn)介及結(jié)構(gòu)組成
圖1定位工裝的對(duì)接焊使用示意圖展示了一種定位工裝的安裝示意圖,主要展示了對(duì)組對(duì)管件施加外力使得組對(duì)管路相對(duì)位置確定后在定位點(diǎn)焊過程中保持不變的方法實(shí)現(xiàn)。一組定位支撐塊通過螺栓螺母機(jī)構(gòu)固定相連,將左右兩根組對(duì)管路按組對(duì)間隙要求緊固在一起,并允許通過工裝預(yù)留的小窗口進(jìn)行定位點(diǎn)焊操作,定位焊施焊后拆除該工裝進(jìn)行滿焊操作,大大提高了后期無損探傷和強(qiáng)度密性試驗(yàn)的一次合格率,大大減少了返工返修對(duì)工期和成本投入。
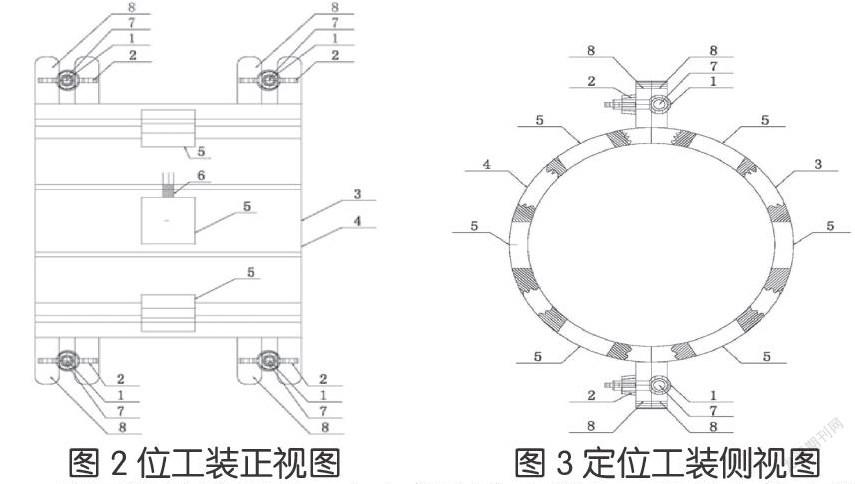
該工裝設(shè)計(jì)原理:由左側(cè)定位支撐塊3和的右側(cè)支撐塊4對(duì)第一管路9、第二管路10的端部進(jìn)行對(duì)夾,左側(cè)定位支撐塊3的外表面上焊接有四個(gè)上述卡槽8,右側(cè)定位支撐塊4的外表面上焊接有四個(gè)帶銷軸7的連接部,并將銷軸7事先穿過螺栓1后再焊接于連接部?jī)?nèi),最后通過對(duì)應(yīng)位置處的螺栓1與螺母2將左、右側(cè)定位支撐塊固定夾緊。其中左、右側(cè)定位支撐塊上環(huán)向均勻分布多個(gè)所述點(diǎn)焊窗口5;左、右側(cè)定位支撐塊上點(diǎn)焊窗口5的總數(shù)根據(jù)不同管徑管路對(duì)接點(diǎn)焊強(qiáng)度要求(點(diǎn)焊數(shù)量)進(jìn)行選配,例如DN50管路根據(jù)焊接工藝要求至少需兩個(gè)點(diǎn)焊窗口,窗口大小需滿足點(diǎn)焊基本要求,各點(diǎn)焊窗口處的刻度線6主要提供管路對(duì)中定位時(shí)調(diào)整焊接坡口距離一定的參考線。松開螺母2即可卸下管路對(duì)接點(diǎn)焊對(duì)中定位工裝,即可進(jìn)行后續(xù)滿焊操作。
圖2、圖3分別為工裝正視圖和側(cè)視圖,設(shè)計(jì)簡(jiǎn)潔,既方便攜帶使用,有解決了使用環(huán)境空間小的難題。分別為左右側(cè)定位支撐塊,結(jié)合方便使用的緊固件,在管路軸線方向上它可以很好的保證組對(duì)管路的同軸度和組對(duì)間隙。并且可以驗(yàn)證管子端面垂直度和平面度。
點(diǎn)焊窗口開設(shè)在所述定位支撐塊上,且點(diǎn)焊窗口的側(cè)壁處標(biāo)有刻度線,可方便點(diǎn)焊時(shí)查看焊縫長(zhǎng)度和焊接質(zhì)量。
三、結(jié)束語
管路現(xiàn)場(chǎng)放樣往往處在成品管與設(shè)備對(duì)接或者周邊工作已完工,系統(tǒng)完整性的最后一步。但往往也就是這最后一步浪費(fèi)了大量的時(shí)間、人工和物料。定位焊工裝可基本消除管路現(xiàn)場(chǎng)組對(duì)焊接中和定位固定因素相關(guān)的焊接質(zhì)量問題,既保證了產(chǎn)品質(zhì)量,又減少裝配人力投入,降低焊工施工難度,減少了管路裝配的廢返工時(shí),并且大大提高了施工效率。船舶系統(tǒng)結(jié)構(gòu)完整性、密性試驗(yàn)及大系統(tǒng)系泊試驗(yàn)進(jìn)度的提速為當(dāng)下國(guó)家倡導(dǎo)的提質(zhì)增效,質(zhì)量、進(jìn)度和成本綜合提升創(chuàng)造可能。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36