基于PLC的金屬壓塊機控制系統設計
2020-09-10 07:22:44杜春超
內燃機與配件 2020年7期
杜春超

摘要:以金屬壓塊機為對象,在對其工作方法和控制方式及其流程進行了研究,為了實現自動化,以三菱中型號為FX2N-32ER PLC為主控器取代原剪切機的機械控制,對傳統設備進行改造,基于GX-works軟件,利用順序控制的設計思路開發了控制程序,并逐步分析說明所設計程序的運行功能,實現金屬壓塊機壓縮成型與出料工作。通過金屬壓塊機及PLC控制的研究,論證了PLC控制技術在金屬壓塊機中是可行的。
Abstract: Taking the metal briquetting machine as the object, the working method, control method and process are studied. In order to realize automation, the mechanical control of the original shearing machine is replaced by the Mitsubishi model FX2N-32ER PLC as the main controller. To transform traditional equipment, based on GX-works software, this paper develops a control program by using the design idea of sequential control, and gradually analyzes and explains the running function of the designed program to realize the compression molding and discharge of the metal briquetting machine. Through the research of metal briquetting machine and PLC control, it is proved that PLC control technology is feasible in metal briquetting machine.
關鍵詞:金屬壓塊機;PLC;控制;系統;
Key words: mental briquetting machine;PLC;control;system
0 ?引言
金屬壓塊機是一種高效率、半自動化、能實現金屬廢料壓縮成型的大型液壓設備,其工作原理是利用液體的壓力傳遞能量以完成各種壓力加工的。液壓機的工作特點一是動力傳動為“柔性”傳動[1],不像機械加工設備一樣動力傳動系統復雜,二是液壓機的拉伸過程中只有單一的直線驅動力,沒有“成角的”驅動力,這使加工系統有較長的生命期和高工件成品率。金屬壓塊機的工作過程是典型的順序控制,采用PLC(Programmable Logic Controller)來構成系統的控制核心[2],實現金屬廢料壓縮成型自動化,從而提高工作效率、降低人力的損耗,是機械制造業發展和創新的基礎,也是工業制造[3]水平提升的標志。
1 ?分析系統結構和控制要求
本金屬壓塊機的各部分動作的執行元件工作過程簡單,屬于順序控制方式,都使用電磁閥換向閥來控制相對應的執行件動作[4-5]。其控制過程如下:按下啟動按鈕[6]SB1,上液壓缸壓頭抬起,方便收料箱輸送物料到壓料箱;上液壓缸壓頭碰到上限位開關SQ1,上液壓缸壓頭停止抬升,控制送料的部件得電,送料裝置開始工作,向壓料箱內輸送金屬料;當光敏開關SQ2檢測到箱體內的金屬料已經裝滿,上液壓缸壓頭開始壓縮金屬料,上液壓缸壓頭的壓力在金屬壓縮過程中越來越大,當壓力達到壓力檢測開關P1設定的壓力值時,壓力檢測開關發出信號,一旦壓力檢測開關的信號傳給PLC,電磁閥就換向,主液壓缸壓頭由向下壓縮改為向上退回,主液壓缸壓頭復位。金屬料壓塊成型后,閘門打開,當閘門打開碰到閘門下限位開關SQ5,副液壓缸壓頭將金屬塊推出壓料箱之外,觸碰到行程開關SQ3后,副液壓缸壓頭復位,碰到行程開關SQ4;閘門關閉,閘門關閉到位,觸碰到限位開關SQ6,金屬壓塊機的整個工作過程結束。
2 ?I/O點的確定與分配
2.1 I/O點的估算
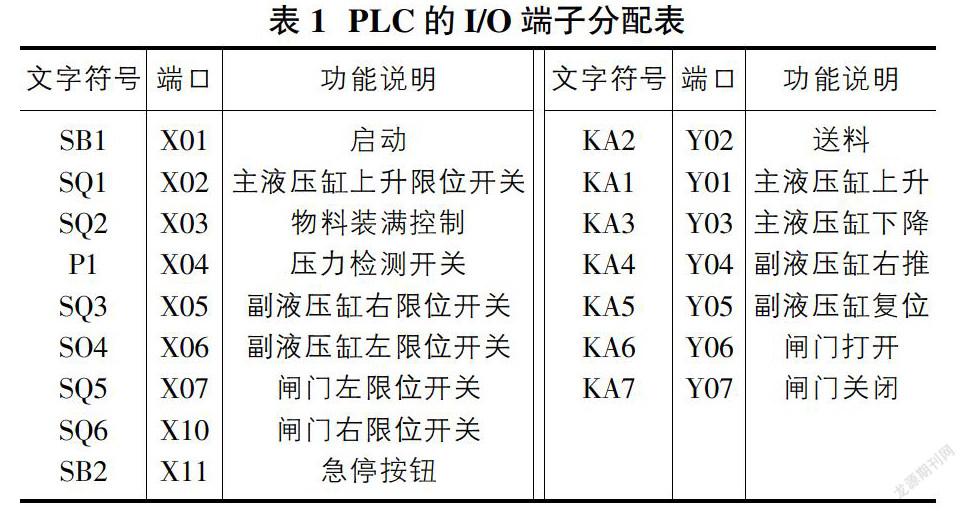
在金屬壓塊機的控制系統中,根據控制要求,可估算出需PLC需要的I/O點數中,輸入需要9個,輸出點需要6個。
2.2 PLC的選型
三菱PLC作為全國編程控制銷量最大的硬件設備,具有小型化、高速度、高性能的優點,除輸入輸出點的獨立用途外,還可用于多個組件間的連接,是一套可以滿足多樣化廣泛需要的 PLC。本系統中需要控制的部分是通過PLC控電磁換向閥的電磁鐵來調整液壓系統中執行元件的工作狀態。由于控制的點數不超過32點,所以選用三菱的FX系列的FX2N PLC在FX系列中,2N規格大,性能高,功能強,適用于大多數單機控制的簡單網絡控制,在系統滿足要求基礎上,點數上進行預留大約10%的估計,選用PLC型號為FX2N-32ER,此PLC為16輸入16輸出,且為繼電器輸出,正好滿足金屬壓塊機的控制要求。
2.3 I/O分配表
I/O分配表及說明如表1。
3 ?外部接線圖的設計
電氣控制線路(如圖2)有如下優點:
①按下按鈕SB1,即可使金屬壓塊機開始壓塊的工作,簡化了手動操作的步驟;②設計了壓力傳感器,高效率、高質量地完成了金屬料加工過程,防止了金屬壓縮過程成中壓力過大,造成液壓設備的過載損壞;③設計了熱繼電器,將觸頭FR直接連在接觸器線圈控制鏈路中,用于壓縮過程中電機的過載保護;④實現了全程自動化,從而避免了原始的工作方式所帶來的低效率問題。
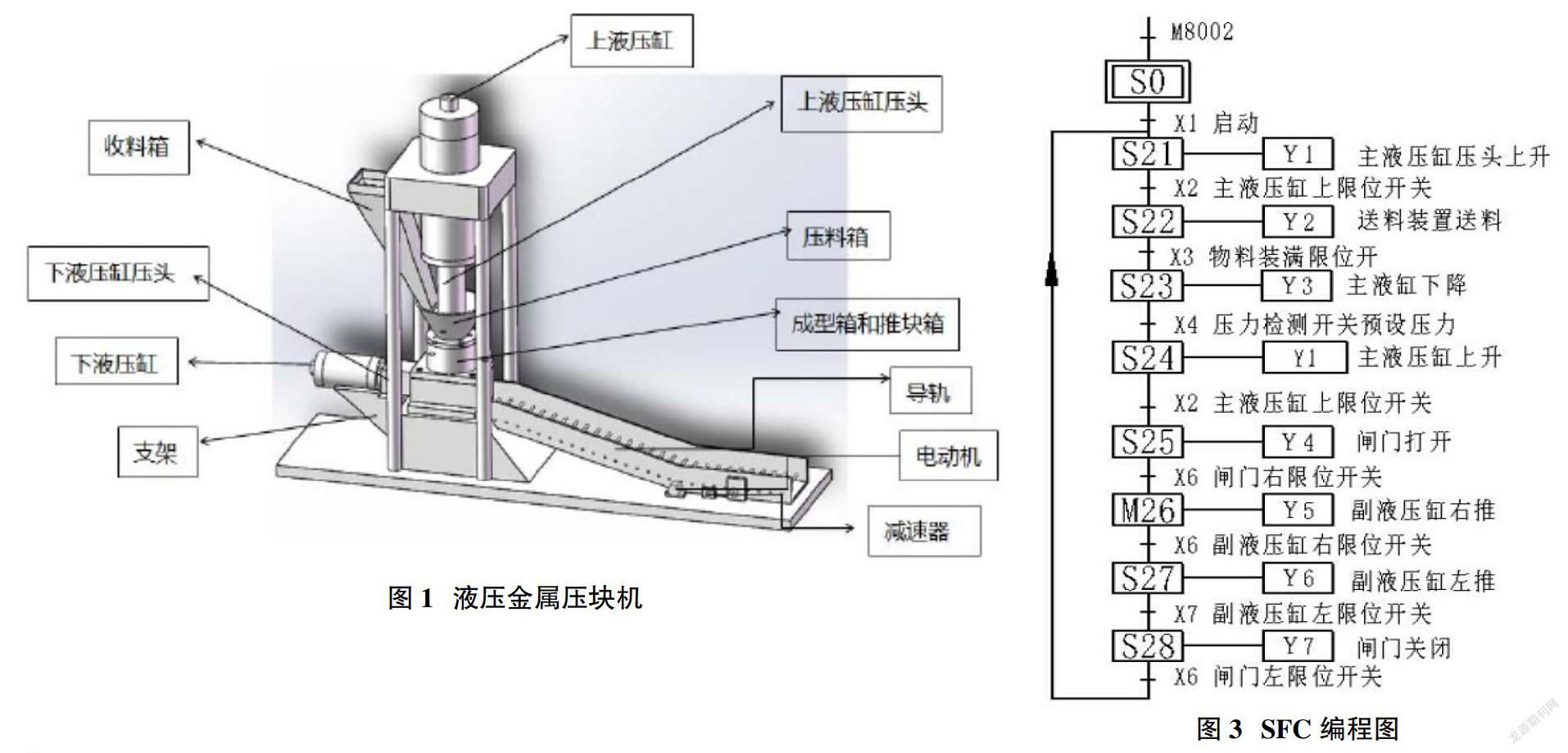
4 ?系統的程序設計
順序功能圖是描述開關控制量的關系的功能圖,是一種按照工作過程進行的圖形編程語言[4]。如果在編程過程中沒有設計順序功能圖直接編程,其編程的難度可想而知,然而根據系統的控制要求,畫出整個控制過程的順序功能圖相對容易一些,再根據已經設計出來的順序功能圖編寫控制程。根據壓塊機器人的控制要求和PLC控制系統的I/O地址的定義,對系統的控制程序進行編寫。控制程序基于三菱FX2N-32ER PLC,使用了三菱GX-Works編程軟件,采用了SFC編程方式[7],如圖3所示。
5 ?結論
對壓塊機的研究現在已經達到一個很高的水平,但是最開始人們還只是對這種機構停留在理論分析上。這是因為液壓壓塊機在理論和實踐上有一系列的難題,難以在短期內解決。目前,國內外有許多公司和研究單位在研究液壓廢金屬壓塊機。我國的液壓壓塊機研究起步較晚,但成果顯著。由我國研制的YJD1250金屬壓塊機[8],吸收了國內外同類機器的特點,大膽采用了新結構,不僅具有國內外同類機器的功能,而且結構更加緊湊,運行良好,成本比進口同類機低得多。本文是對金屬屑壓塊機的控制系統進行了設計,先明確整個系統的控制要求,選用PLC作為控制器[9]。本次設計選用的PLC為日本的三菱公司的FX系列PLC,根據系統的要求確定系統的組成方案,然后完成I/O地址分配等硬件設計,用CAXA畫出PLC的外部接線圖。金屬壓塊機還有許多的發展空間,未來還需要對鐵屑壓塊機的運動系統設計,對能否實現金屬屑自動回收,壓制成塊的傳送裝置進行研究。
參考文獻:
[1]孫俊靈.基于嵌入式系統的金屬屑壓塊機控制系統設計研究[D].河南:河南農業大學,2010:11-20.
[2]劉薇娜,謝榮譽,張越,等.液壓金屬屑壓塊機的完善與補充研究[J].新型工業化,2017,7(6).
[3]馬登峰,吳何畏.基于三菱PLC的全自動物料剪切機的設計[J/OL].機電工程技術,2017(2017-11-16).
[4]朱文杰.S7-200PLC編程設計與案例分析[M].北京:機械工業出版社,2010,1.
[5]王靜波,賈立紅.Auto CAD 機械設計制圖實用教程[M].北京:清華大學出版社,2009:120-130.
[6]鄧星鐘.機電傳動控制[M].五版.武漢:華中科技大學出版社,2013:100-110.
[7]劉元媛.平臺式垃圾壓塊機設計及控制系統研究[D].青島科技大學,2012,55-60.
[8]劉志剛,鄔海龍,謝榮譽,劉薇娜.金屬屑壓塊機的設計研究[J].新型工業化,2016,53-57.
[9]賴指南.基于PLC的機加工控制系統的設計與實現[D].長沙:湖南大學,2005:60-67.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
科技視界(2016年21期)2016-10-17 17:06:18
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:07:14
大眾理財顧問(2016年8期)2016-09-28 14:00:43
