燒成窯爐、干燥窯走磚的影響因素分析
2020-09-02 06:34:44程建馬夢蘭
佛山陶瓷 2020年8期
關鍵詞:影響因素
程建 馬夢蘭

摘 要:隨著建陶行業產品不斷更新變化,對窯爐設備的要求也愈來愈高。本文從干燥窯、燒成窯爐兩方面對走磚的影響因素進行分析,并對影響走磚穩定的窯爐技改提出了相應建議,以期與廣大生產技術人員探討,促進陶瓷燒成窯爐、干燥窯走磚穩定。
關鍵詞:燒成窯爐;干燥窯;傳動走磚;影響因素
1 前 言
近年來,隨著陶瓷大板的流行,瓷磚規格越做越大,其對生產設備也提出了更高的要求。尤其是起著關鍵作用的窯爐,必須要重新投資或技改,窯爐的長度和窯爐內寬在不斷地加長與加寬,對窯爐傳動走磚的要求也愈來愈高。
而目前陶瓷行業的部分窯爐、干燥窯都是在21世紀前十年投入生產的,窯爐、干燥窯傳動配件也相對老舊,直接影響了窯爐、干燥窯走磚的穩定性。因此,本文從干燥窯、窯爐兩方面對走磚影響因素進行分析。
2 干燥窯走磚影響因素分析
干燥窯傳動走磚要好,需從以下幾個因素考慮:
2.1 干燥窯鐵棒對走磚的影響
以目前行業上常見的雙層干燥窯為例,一般內寬3500 mm左右,走3片800 mm×800 mm或4片600mm×600 mm規格的瓷磚。干燥窯投產前需做2步工作:①對鐵棒進行校直。目的是保證磚坯運行過程中,鐵棒不甩動,進而保證走磚的平穩及避免磚坯相撞;②對鐵棒表面進行打磨。打磨的作用是清理鐵棒上的棒釘,棒釘的存在會影響干燥磚坯的正常運行,存在發生裂磚的風險。
目前行業上的瓷磚越做越大,越做越厚,對干燥鐵棒厚度要求也更大。常規產品干燥鐵棒厚度在3.8 mm左右,而生產厚磚則需加厚到4.2 mm,以滿足干燥窯平穩走磚。
2.2 傳動設備對走磚的影響
傳動安裝完成后,需對干燥窯整體傳動水平進行調整,以保證傳動在一個水平面上平穩運行,特別是要檢查每節箱體連接處的傳動水平,避免因傳動高低落差而造成干燥機械裂磚。部分場地因干燥窯基礎下沉,需每年對干燥傳動水平進行調整,保證干燥窯走磚的平穩及減少機械裂磚。
2.3 干燥框架對走磚的影響
干燥框架對角線長度不一致,會導致干燥走磚往一邊走,存在磚坯相撞及觸碰干燥邊緣的風險,因此干燥框架制作過程中,需嚴格保證框架對角線的誤差在相對范圍之內;另外生產多年的干燥窯,因熱應力或干燥基礎的變化,也會造成干燥框架對角線不一致,影響干燥走磚。
2.4 傳動電機安裝方式對走磚的影響
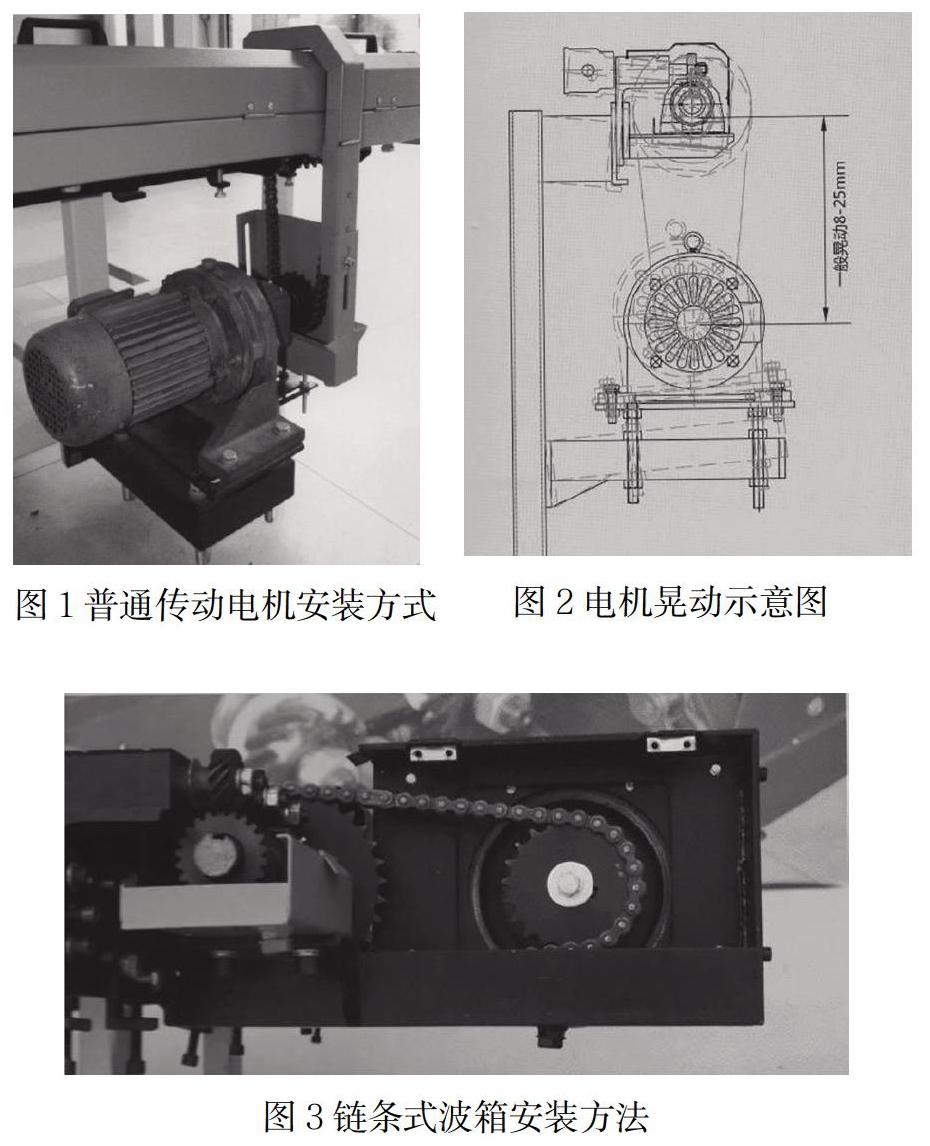
普通傳動電機采用如圖1所示的安裝方式,它在電機啟動時會產生如圖2所示的晃動,造成磚坯有裂磚隱患和主動邊走得快的問題。而采用如圖3所示的鏈條式波箱安裝方法,因主動、被動鏈輪都在一個波箱上,從而抵消電機啟動時的抵抗力,使得啟動平穩,避免因電機啟動時發生晃動對磚坯造成損害。
3 燒成窯爐走磚影響因素分析
燒成窯爐傳動走磚要好,需從以下幾個因素考慮:
3.1 陶瓷輥棒對走磚的影響
陶瓷輥棒的直線度、同軸度精密度越高,對窯爐走磚效果也越好;燒成溫度越高、內寬越大、產品越厚的窯爐,對陶瓷輥棒的要求也就越高;根據不同產品類型及規格,一般選用不同規格、不同厚度的輥棒。當窯爐產量比較大時,燒成產品所攜帶的熱量較高,急冷后的普通瓷棒有變形的風險,間接導致走磚變差,所以急冷后到出窯全部使用齒輪棒(花紋棒),有利于控制走磚的穩定;當窯爐生產20mm~30 mm厚的產品時,同等瓷棒所承受的重力比之前要大2~3倍,因此要求瓷棒的剛性要比較高,筆者建議排煙段及前溫段使用金剛GF95系列輥棒,中溫及高溫區使用GF98系列輥棒,急冷區使用SK95及VJ95系列輥棒,緩冷及出窯使用齒輪棒。
3.2 孔磚對走磚的影響
陶瓷廠每年經過大改或窯墻維修后,都需要對孔磚進行校正,點火前進行冷調一次,確定孔磚不會磨棒;升溫到正常生產過程中需要一直跟進,防止孔磚磨棒從而導致跳棒,影響窯爐走磚。
3.3 傳動加工件精度對走磚的影響
一般來說,傳動件精密度越高,窯爐走磚效果越好。主要考慮如下幾個因素:
(1)各傳動主軸的光潔度、直線度和同軸度;
(2)各斜齒輪和差速齒輪自身的齒距,以及相互間的嚙合度;
(3)各輥棒套筒(俗稱“手榴彈”)的套筒內徑,套筒中心線與套軸軸芯中心線是否在同一直線上;
(4)套筒與輥棒間隙;
(5)從動邊支承板的加工精度;
(6)端口卡槽與輥棒套筒上卡簧的咬合度;
(7)傳動鋁座形式。目前市場上存在多聯鋁座和單聯鋁座,多聯鋁座對傳動調整走磚存在較大的難度,現在新做的及改造的窯爐基本上都采用單聯鋁座形式。
3.4 傳動電機安裝方式對走磚的影響
傳動電機安裝方式對窯爐走磚的影響與上文分析的“傳動電機安裝方式對干燥窯走磚的影響”一致。另外,目前高品質產品及大規格產品大多使用如圖4所示高精密傳動,使用齒輪箱傳動電機,這種傳動及電機安裝形式,具有傳輸平穩、無需鏈條作為傳輸介質等優點。
3.5 傳動水平對窯爐走磚的影響
陶瓷廠進行年底維修工作或傳動及窯墻等改造時,都需對傳動水平進行調整,而在傳動打水平之前,還有幾個前提步驟需要完成。
(1)檢查窯體框架。一般窯爐都是控制微正壓的壓力氣氛,如果部分窯爐保溫材料燒壞,漏火嚴重,會直接燒窯體框架,造成框架變形,此處傳動水平也會不平;
(2)檢查窯爐基腳盒。許多廠方窯爐管理人員不注重基腳盒問題,使之生銹及灰塵堆積嚴重(如圖5所示),影響基腳正常滑動,導致窯爐框架不能隨升降溫正常位移,結果會導致基腳螺桿變形、耐火材料裂開、高低箱框架連接處箱體拉開等情況,直接影響窯爐傳動走磚情況。因此筆者公司在做改造時都會建議清理窯爐基腳。
(3)檢查框架水平。如果窯爐基礎不結實,基本每年都會下沉一段距離,導致窯爐框架水平不齊,容易造成耐火材料斷裂及走磚差的情況發生。因此基礎差的窯爐建議每年都需把框架整體抬高(如圖6所示),保證整體水平一致。
4 結 論
筆者通過不斷走訪陶瓷廠,和廠方窯爐管理人員溝通,分析了燒成窯爐、干燥窯走磚的影響因素。綜上所述,影響窯爐走磚穩定的因素眾多,但主要集中在輥棒、傳動設備、電機、窯爐框架等方面,現實生產中需根據實際情況進行調整。
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 18:46:44
現代經濟信息(2016年19期)2016-10-20 18:12:28
現代經濟信息(2016年19期)2016-10-20 16:20:30
中國科技博覽(2016年19期)2016-10-19 13:33:22
中國科技博覽(2016年18期)2016-10-19 10:49:54
中國科技博覽(2016年18期)2016-10-19 08:16:45
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
