在役管道塞堵三通質量缺陷原因分析與對策
2020-08-20 04:34:42寧博
石油工程建設 2020年4期
關鍵詞:焊縫
寧 博
中石化河南油建工程有限公司,河南南陽 473132
管道帶壓開孔封堵技術是一種安全、經濟、高效的管道搶維修施工技術。在不停輸工況下進行管道的更換、換閥及增加支線等施工作業,或在管道發生泄漏時對事故管道進行快速搶修,都需要采用管道帶壓開孔封堵技術[1]。要進行帶壓開孔封堵作業,必須在不停輸管道上焊接一個塞堵三通,在其上面安裝夾板閥、開孔機時可進行開孔作業;安裝夾板閥、封堵機時可進行管道封堵作業;封堵完成后在三通上安裝塞堵塊、法蘭盲板,用于封堵法蘭端出口的堵孔。塞堵三通因而廣泛應用于石油、天然氣管道改造、搶修等工程項目中,塞堵三通管件的產品質量、安裝質量、可靠性對管道帶壓封堵作業安全和管道運行安全有重要影響[2]。本文針對在役油氣管道塞堵三通使用過程中出現的質量問題進行原因分析,提出處理對策與改進措施。
1 常用塞堵三通結構
塞堵三通是進行帶壓開孔封堵工作的關鍵部件,是一個法蘭部位帶有塞堵和卡環機構的全包圍式特制三通,其主要結構形式如圖1所示。
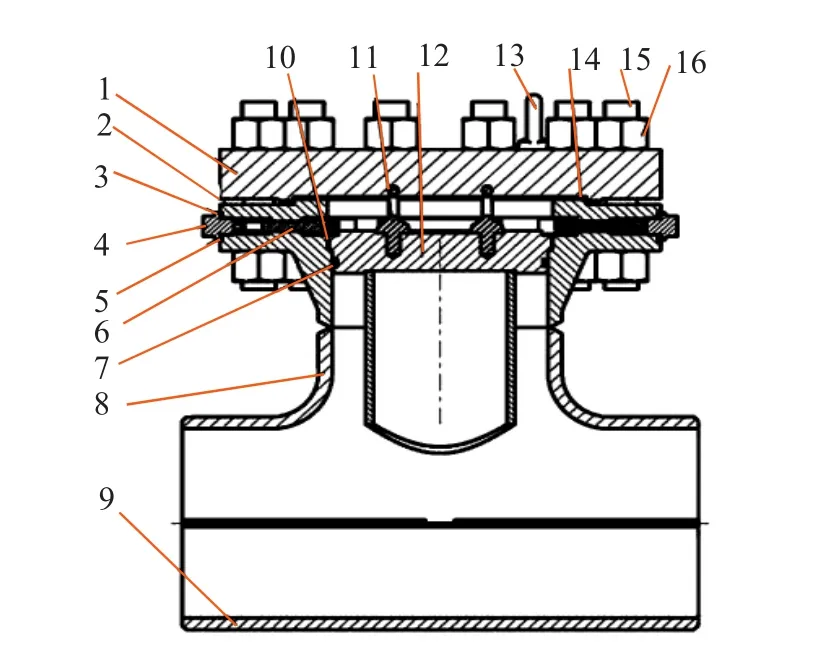
圖1 塞堵三通的主要結構
塞堵三通是一種壓力管道元件組合部件。生產制造單位需要取得B2級以上鋼制管件的特種設備制造許可[3]。由于它是一種特殊的三通,除三通、法蘭、螺栓組合件有可采用的制造標準外,塞堵塊、調節絲堵、卡套等部件無制造標準。在結構形式、制造工藝要求、質量標準等方面各個生產廠家存在差異。
2 在役塞堵三通主要質量問題
國內某管道儲運公司組織對使用期超過十年的管道改線、連頭所用的塞堵三通進行了隱患排查工作。共對19處塞堵三通進行了在役檢查,發現3個塞堵三通存在質量問題和安全隱患,見表1。
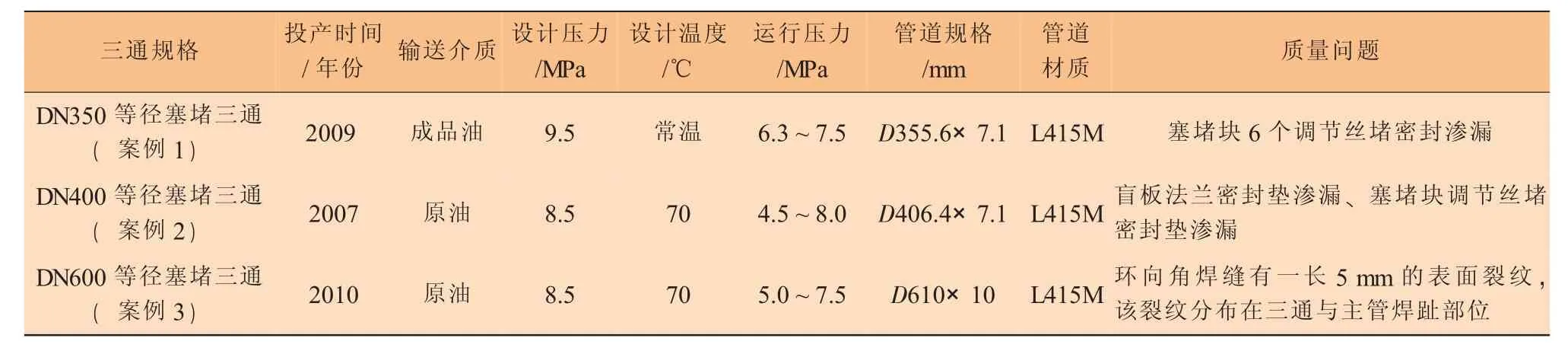
表1 在役塞堵三通質量問題案例
3 塞堵三通主要質量問題原因分析
針對塞堵三通使用過程中出現的質量問題,從制造質量、安裝施工、運行管理三方面進行原因分析與探討。
3.1 塞堵三通制造質量的合格性
查看案例2所用DN400等徑塞堵三通工程項目存檔技術資料,只有產品合格證(標識了該管件規格型號為DN400、設計壓力 10 MPa,材質Q345R,三通壁厚為22 mm),未見三通試壓報告、塞堵塊強度及嚴密性試驗資料、三通焊接無損檢測報告等,說明該產品出廠技術資料不全,沒有按壓力管道元件制造要求進行檢驗和交付,不能核實其質量的合格性。
3.2 塞堵三通盲板法蘭密封墊滲漏原因
塞堵三通盲板法蘭密封墊滲漏與管道運行壓力波動、螺栓擰緊載荷、墊片壓緊力等因素有關。其變化都可能使密封墊片產生緩慢蠕變或松弛,導致盲板法蘭密封墊片產生滲漏。滲漏原因可從以下方面查找。
3.2.1 查看管道運行壓力是否存在超壓記錄
查看案例2原油管道運行記錄,發現管路運行壓力基本上在4.5~8.0 MPa范圍內,但有三次超過設計壓力(8.5 MPa),最大一次壓力脈動值達到10.3 MPa,可能導致塞堵三通盲板法蘭密封墊片產生滲漏。
3.2.2 校核盲板法蘭緊固螺栓擰緊載荷是否低于工況要求
對案例2盲板法蘭緊固螺栓進行了現場復驗,基本情況為:連接螺栓型號為M39,螺栓材質為40Cr,數量16個,法蘭密封墊片材料為纏繞式內填石棉不銹鋼墊片,法蘭材質為Q345R鍛材。
(1) 根據GB/T 17186.1—2015[4]可知, 最大壓力工況狀態下螺栓載荷Wm1為:

式中:H為總端部靜壓力,kN;Hp為連接接觸表面的總壓縮力,kN;G為墊片壓緊力作用位置處的直徑,mm;P為最大工作內壓力,取10.3 MPa;b為墊片有效密封寬度,mm;m為墊片系數,取3;bo為墊片基本密封寬度,mm;D0為墊片外徑,取489 mm;d1為墊片內徑,取407 mm。
(2) 根據GB/T 17186.1可知,現用螺栓可承受的允許載荷Wm2為:

式中:Ab為實際螺栓總橫截面積,mm2;為螺栓的許用應力,MPa, 根據GB/T 3077—2015,40Cr螺栓在設計溫度下許用應力為314 MPa;n為螺栓個數,16個;db為螺栓實際直徑,mm,取39 mm。
從上述計算可知,Wm1<Wm2,因此現用盲板法蘭緊固螺栓可以滿足最大壓力工況使用要求,表明不是因緊固螺栓選用不當引起法蘭密封墊滲漏。
(3) 保證密封墊片不滲漏所需的最小螺栓擰緊載荷Wm3為:

式中:y為墊片預緊密封比壓,取69 MPa。
通過Wm3核算可知,為保證密封墊片不滲漏,擰緊螺栓所需的最小載荷不能低于Wm3值(1 208.96 kN)。從上述計算可知,Wm1<Wm3,表明最大工況下的螺栓受力載荷作用不會引起密封墊滲漏,只有當實際擰緊螺栓的載荷低于Wm3值時才會導致墊片壓緊力不足而出現滲漏。所以塞堵三通盲板法蘭發生密封墊滲漏應是法蘭緊固螺栓實際擰緊載荷低于1 208.96 kN而導致的。
3.3 調節絲堵密封滲漏原因
封堵三通是一個有內置塞堵塊總成件的特殊管件。調節絲堵是一個自帶調節套的雙絲螺栓,其作用是通過頂進卡套將塞堵塊固定在塞堵三通內腔。通過丁腈橡膠型密封圈外加紫銅墊片對調節絲堵進行靜態密封,防止其在工作溫度、壓力作用下而發生泄漏。案例1和案例2塞堵塊調節絲堵都發生了油品滲漏,說明調節絲堵丁腈橡膠O型圈長期使用承壓后,因橡膠老化、擠壓變形、損壞等因素導致靜態密封失效,從而使調節絲堵密封滲漏。
3.4 塞堵三通與主管道的焊接環向角焊縫產生表面裂紋的原因
從案例3工程交工資料來看,材質為L415M的主管道與材質為Q345三通焊接是在不停輸帶壓工況下進行的,對三通與主管焊接的環向角焊縫進行了磁粉檢測、超聲檢測,結果合格,說明檢測時環焊縫表面沒有產生裂紋。運行多年后,檢查發現與主管角接的環向焊縫產生了表面裂紋,分布在三通與主管焊趾部位,長度有5 mm。該表面裂紋應該是在超聲檢測完成后發現的,說明在帶壓焊接作業后,環向角焊縫因應力集中、焊接缺陷、工作載荷作用而產生了表面延遲裂紋。而產生表面延遲裂紋的主要因素有焊接工藝、焊接方法、焊接材料的選擇不合理以及焊接應力控制、焊接熱輸入量控制不當[5]。
4 塞堵三通主要質量問題的處理對策
4.1 制造質量缺陷的處理對策
4.1.1 嚴格執行塞堵三通制造質量標準,按特制管件進行制造、檢驗及驗收
目前國內沒有塞堵三通的產品制造、驗收國家標準,生產廠家基本上都是執行的企業標準,為了確保塞堵三通制造質量,結合壓力管道元件制造規范,建議塞堵三通的制造按表2要求執行。

表2 塞堵三通制造要求及執行標準
塞堵三通制造過程中除了按各部件制造標準進行檢驗及驗收外,還應按以下要求對塞堵三通進行整體檢驗及驗收:
(1) 各部件的驗收應提供材料質量證明、產品合格證、檢驗報告等相關資料。
(2) 對焊法蘭與三通焊縫應按NB/T 47013—2015[6]標準進行射線探傷檢測,I級合格。三通環向角焊縫應按NB/T47013—2015標準進行超聲探傷檢測,I級合格。
(3) 塞堵三通應按設計壓力的1.5倍進行整體壓力試驗,保壓時間不少于30 min,要求在三通未剖開前進行整體液壓試驗,檢驗整個三通、焊縫、法蘭、緊固螺栓的強度及嚴密性,提供壓力試驗報告。整體試驗裝置可參考圖2進行制作。
(4) 拆除法蘭盲板蓋,對塞堵三通內的塞堵塊、卡板、調節絲堵與三通一起按設計壓力進行整體壓力試驗,保壓2 h以上,對所有連接部位進行檢查,檢驗塞堵塊、卡板等密封性能及耐壓強度,提供試驗報告。
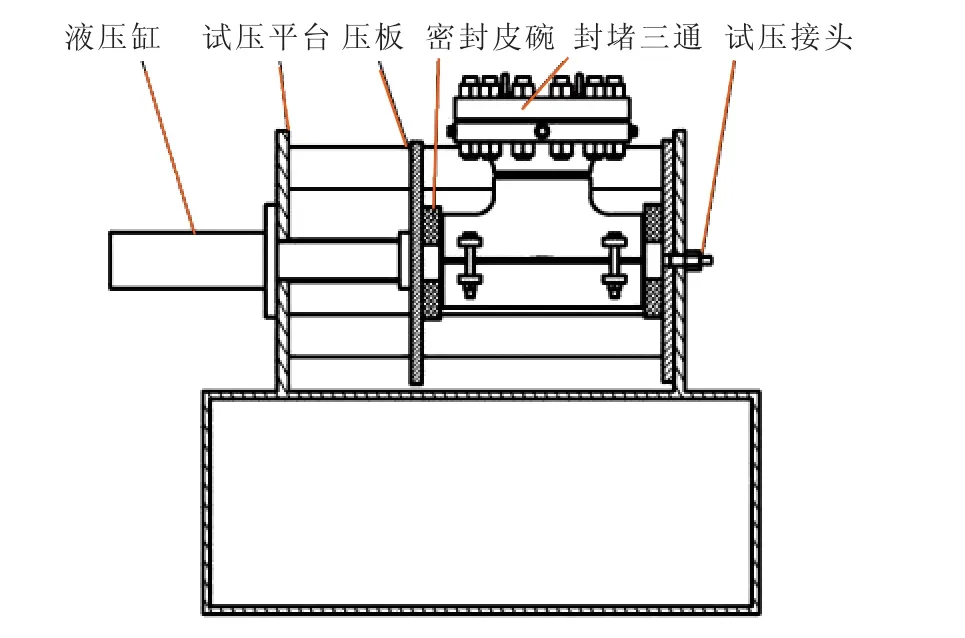
圖2 塞堵三通整體試驗裝置示意
4.1.2 使用新型全包無漏點式塞堵三通,杜絕調節絲堵密封泄漏問題
新型全包無漏點式封堵管件由三通、塞堵塊、下護板、盲板法蘭、密封墊、高強度螺栓、螺母以及內漲式卡板等組成[7],見圖3。與圖1結構的塞堵三通最大區別是少了頂進卡板的調節絲堵。無漏點式塞堵塊采用內漲式卡板固定在三通法蘭內腔并形成密封,在三通法蘭外圓表面沒有調節絲堵,從而不會出現調節絲堵鎖環孔泄漏隱患。使用時應對全包無漏點式封堵管件進行整體強度及嚴密性試驗,合格后用于管道帶壓開孔封堵作業,可杜絕調節絲堵密封泄漏問題。

圖3 全包無漏點式塞堵三通實物
4.1.3 嚴格塞堵三通制造技術資料存檔,確保管件制造質量可追溯
應對塞堵三通產品質量證明文件進行驗收和存檔,除包括三通、盲板法蘭、密封墊、螺栓、螺母等成品元件的質量證明書外,還應包括塞堵三通整體強度及嚴密性檢驗報告、塞堵塊強度及嚴密性試驗報告、焊縫無損檢測報告、產品合格證等,嚴格按壓力管道安全技術監察規程要求進行產品驗收和資料存檔。
4.2 安裝質量缺陷的處理對策
4.2.1 檢查輸油管道泄壓保護系統的可靠性,確保管路系統不超壓運行[8]
要保證泄壓保護系統安全可靠、有效,要求運保值班人員每班對泄漏壓系統進行檢查維護,尤其是要對先導式泄壓閥、閥芯濾芯、過濾器、泄壓管進行檢查和定期維護保養,確保不堵塞、無損傷、不失效。
4.2.2 采用可調扭矩專用工具對法蘭螺栓進行緊固,確保盲板法蘭不泄漏
要確保盲板法蘭擰緊螺栓載荷不低于Wm3值(1 208.96 kN),需要嚴格控制擰緊螺栓載荷的大小,應采用可調扭矩專用工具對法蘭螺栓進行緊固,確保擰緊螺栓載荷。
盲板法蘭緊固螺栓材質為40Cr,現場使用的M39螺栓標示為9.8級,其螺栓屈服強度為785 MPa。根據凱特克hytorc液壓扳手提供的鉻鉬合金鋼螺栓及螺母擰緊推薦的最大扭矩數據可知,屈服強度為785 MPa的鉻鉬合金鋼推薦使用的螺栓最大擰緊力矩值為 1 724.8 N·m。選用 HY—STEALTH 4 with HEX LINK型號的可調扭矩液壓扳手,在調整壓力值為20.7 MPa的情況下,hytorc液壓扳手可提供1 628 N·m擰緊力矩值,可保證法蘭擰緊螺栓所需的載荷。
對螺栓緊固力矩進行合理分配。建議擰緊螺栓時第一圈按鎖緊力矩值的40%、第二圈按70%、第三圈按100%共擰三圈進行力矩分配,通過調整液壓系統的壓力值為9、15、20.7 MPa實現力矩分配,緊固螺栓的順序應對稱進行緊固。
4.2.3 三通環向角焊縫嚴格控制焊接熱輸入量和冷卻速度,防止產生表面延遲裂紋
從案例3三通安裝技術質量存檔記錄可知,三通與主管道的焊接是在不停輸工況下進行的,焊接方法為手工電弧焊,采用的焊接工藝規程是按SY/T4103《鋼質管道焊接及驗收》 非在役條件下評定合格的焊接工藝進行編制的,沒有根據管道不停輸焊接工況對焊接參數進行控制,從而為焊接熱影響區的淬硬組織在焊接應力作用下產生表面延遲裂紋提供了條件[9]。因此需要對三通焊接制訂針對性的焊接工藝、控制焊接熱輸入量和焊接速度等。
(1) 模擬帶壓焊接工況進行焊接工藝試驗和工藝評定:模擬帶壓焊接工況進行焊接工藝試驗,就是通過控制介質流速和管道壓力、焊接熱輸入量以避免產生焊接裂紋和管壁燒穿,確保焊接作業安全。塞堵三通的焊接作業應按GB/T 31032—2014《鋼質管道焊接及驗收》[10]標準進行焊接工藝試驗和焊接工藝評定,由此編制出合格的焊接工藝規程用于三通環向角焊縫的焊接。 結合案例3使用工況,模擬帶壓工況焊接工藝試驗情況見表3。
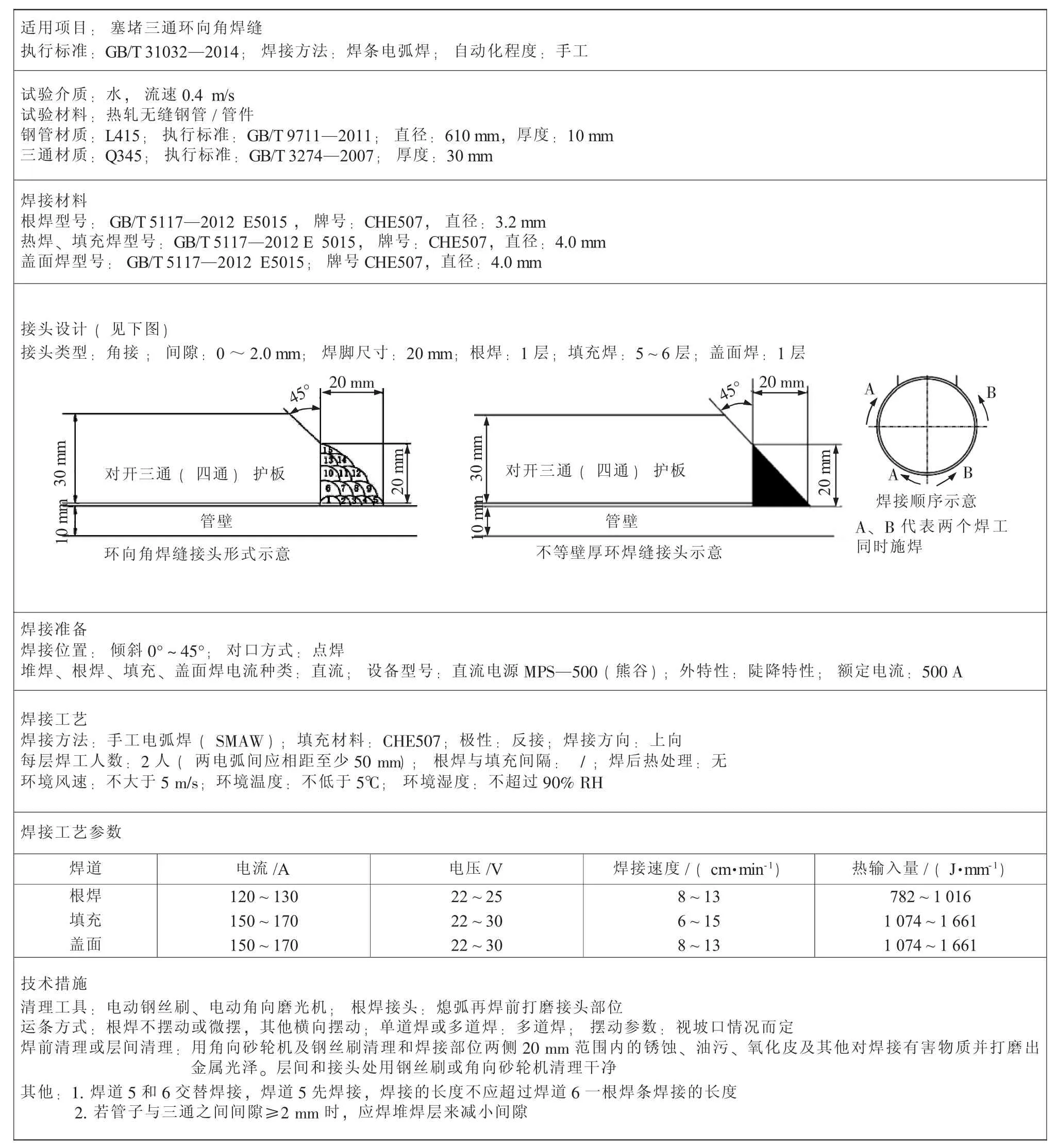
表3 模擬帶壓工況焊接工藝試驗
對模擬工況塞堵三通環向角焊縫焊接試驗按GB/T 31032—2014《鋼質管道焊接及驗收》 進行檢驗,其焊縫外觀質量、磁粉檢驗、面彎試驗、宏觀金相試驗、刻槽錘斷試驗、硬度試驗結果均合格,說明該焊接工藝可行、有效。
(2) 對管道帶壓焊接時的熱輸入量進行控制。焊接參數直接影響焊接接頭的熱循環特性,并對焊縫和熱影響區的組織和性能有影響。因此帶壓焊接時需要對焊接熱輸入量進行控制。
管道帶壓焊接時的熱輸入量按下式計算:

式中:Hi為熱輸入量,J/mm;K為系數,對焊時取0.85,角焊時取0.57;V為焊接電壓,V; A為焊按電流,A;S為焊接速度,mm/s。
根據模擬焊接工藝試驗時的參數計算出熱輸入量見表3,并依此控制焊接參數。
(3) 對允許帶壓施焊管道運行壓力進行核算,確保施焊時不超壓。根據GB/T28055—2011[11]《鋼質管道帶壓封堵技術規范》 計算允許帶壓施焊的管道運行壓力:

式中:P為管道允許帶壓施焊的壓力,MPa;αs為管材的最小屈服極限,415 MPa;T為焊接處管道實際壁厚,取9.8 mm;C為因焊接引起的壁厚修正值,取2.8 mm;D為管道外徑,取610 mm;F為安全系數,原油、成品油管道取0.68。
只要焊接時管內運行壓力低于6.47 MPa,帶壓施焊作業均是安全可行的。
總之,按照模擬工況評定合格的焊接工藝制訂焊接工藝規程并嚴格執行,可以解決塞堵三通環向角焊縫出現表面延遲裂紋質量缺陷問題。
5 結束語
針對在役管道塞堵三通運行過程中出現的問題,本文從產品制造、安裝施工、運行管理等方面進行了原因分析與探討,提出了一些處理對策與改進措施,對生產、施工、使用單位提高塞堵三通的產品質量、安裝質量和管道系統使用安全有一定的借鑒作用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07