爆珠滴制在線視覺檢測設備的設計及應用
2020-08-03 09:31:26李巧靈黃勝翰張廷貴施建在余玉梅姚小元陳昆焱張建平黃華發張國建黃朝章莊錦標徐建榮戴麗君
煙草科技 2020年7期
李巧靈,黃勝翰,張廷貴,施建在,余玉梅,姚小元,陳昆焱,張建平,黃華發,張國建,黃朝章,莊錦標,徐建榮*,戴麗君*
1. 福建中煙工業有限責任公司技術中心,福建省廈門市集美區濱水路298 號 361022
2. 福建金閩再造煙葉發展有限公司,福州市羅源縣黨校路38 號 350600
3. 廈門穎德工貿有限公司,福建省廈門市集美區杏前路184-21 號 361022
“爆珠添加”作為一種卷煙賦香新技術,已成為構建以香型塑造為核心的卷煙產品的重要技術手段。目前國內關于爆珠研究主要涉及爆珠壁材或芯材成分檢測[1-6]、爆珠對主流煙氣有害成分釋放量的影響[7-9]以及爆珠加工和卷煙添加裝置[10-13]、爆珠濾棒檢測裝置[14-16]的設計研制等方面。生產中對于卷煙爆珠的直徑、壓力、偏心、響度等物理指標要求較嚴格,但為保證爆珠口味穩定,還應使爆珠內香精的裝載量均勻一致。因此,在爆珠滴制過程中,必須嚴格控制濕珠狀態下的壁材質量和香精質量。當前主要采用人工離線方式檢測濕珠狀態,首先在滴制前期通過人工觀察濕珠的偏心狀態,當出現明顯偏心時,需要反復調整工藝參數,直到偏心現象消失;然后在10~30 min 內,采用電子天平人工稱量該時間段內10~50 顆濕珠的壁材質量和香精質量,當兩項指標的均值有任一項超出限定范圍時,該時間段收集的濕珠視為不合格。可見,采用人工識別偏心程度及稱重方式,容易造成爆珠質量不穩定,導致爆珠成品合格率降低。針對此問題,周密[17]和侯捷[18]分別對滴丸視覺檢測技術進行了研究,并有效提高了滴丸檢測精密度,但該技術主要用于離線檢測,具有一定局限性。為此,基于機器視覺技術設計了一種爆珠滴制在線視覺檢測設備,利用視覺成像系統在線檢測爆珠滴制過程中所有濕珠的內外圓直徑及圓心距等指標,計算濕珠不合格率,以期實現濕珠在線自動化檢測,提高爆珠成品質量穩定性和合格率。
1 系統組成
爆珠滴制在線視覺檢測設備主要由圖像采集單元、圖像處理單元和數據分析單元3 部分組成。
1.1 圖像采集單元
圖像采集單元包括平行背光光源(型號LTS-2PFT5050-W,東莞樂視自動化科技有限公司)、CCD 相機(型號acA1600-60gm-Basler acA,德國Basler 集團)、遠心鏡頭(型號DTCM118-42-AL,深圳市視清科技有限公司)和滴丸管道等,見圖1。為在線檢測所有濕珠的幾何參數,要求相機在高速下拍照,因此相機傳輸方式選用Ethernet(以太網口),硬件環境為Windows 7(64)+Intel(R)Core(TM)i3-2120 CPU@3.3GHz+4GB RAM。
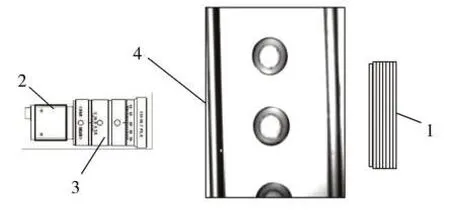
圖1 爆珠滴制在線視覺檢測設備示意圖Fig.1 Schematic diagram of on-line inspection device for flavored capsule formation process
1.2 圖像處理單元
為快速獲取濕珠的幾何參數,系統中采用了數字圖像處理技術。根據得到的濕珠原始圖像(圖2a),首先基于邊緣分割方法[19]通過圖像灰度提取檢測區域(圖2b 藍色),再利用Canny 算法[20]確定邊緣,最后采用最小二乘法將檢測到的邊緣擬合成圓(圖2b 中紅色代表內圓,綠色代表外圓),并獲取內圓直徑、外圓直徑和圓心距(綠色圓心與紅色圓心間的距離)。
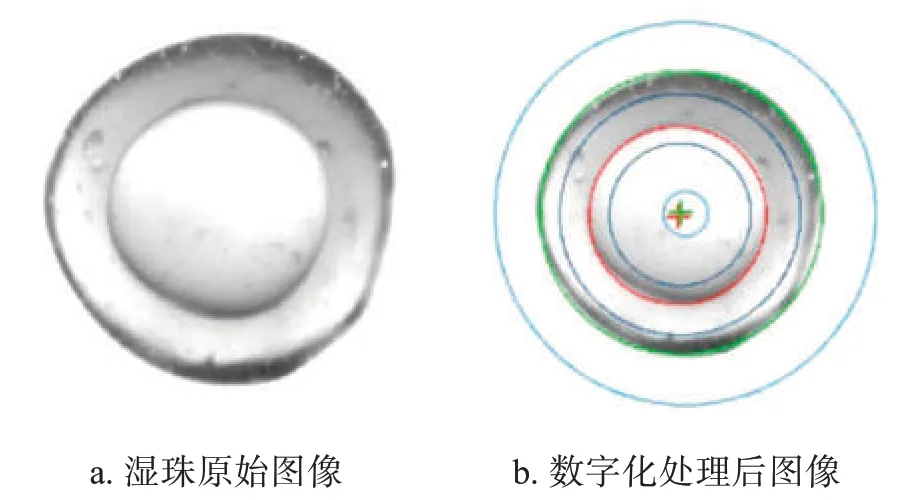
圖2 數字化處理前后的濕珠照片Fig.2 Images of wet capsules before and after digital processing
1.3 數據分析單元
數據分析單元主要包括輸入項、檢測項、設置項和統計項,見圖3。其中,輸入項包含香精密度和壁材密度,香精密度已知,但壁材密度未知。在爆珠滴制穩定后,通過圖像處理單元獲得5 min 內所有濕珠的外圓直徑、內圓直徑及圓心距,利用式(1)和式(2)計算所有濕珠內圓香精質量m1(g)和外圓壁材質量m2(g):
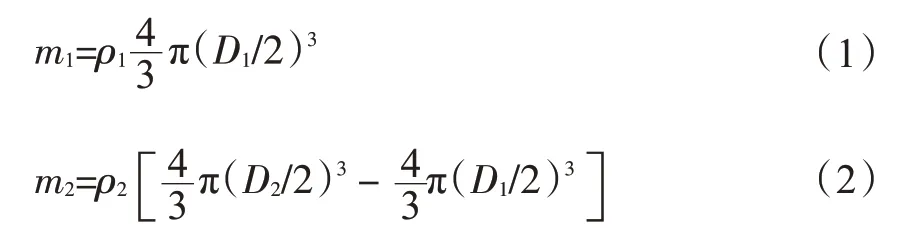
式中:ρ1和ρ2分別為香精密度和壁材密度,g/cm3;D1和D2分別為內圓直徑和外圓直徑,cm。
由圖3 可見,在輸入項中輸入已知的香精密度,可計算得到5 min 內所有濕珠的香精質量均值、內圓直徑和外圓直徑均值。同時人工收集該時間段內的20 顆濕珠,稱量濕珠總質量,可計算得到壁材質量均值(濕珠總質量/20-香精質量均值)。將內圓直徑和外圓直徑均值代入式(2),可計算得到壁材密度,并在輸入項中輸入該值。因此,在滴制過程中可對每顆濕珠的壁材質量、香精質量、圓心距以及濕珠總數進行在線檢測。
在設置項中輸入壁材質量、香精質量以及圓心距波動范圍、檢測時間范圍和不合格率閾值。當濕珠壁材質量和香精質量兩項指標均不在設定范圍內時,認為濕珠不合格;剩余濕珠若圓心距不在設定范圍內,也認為不合格;統計出檢測時間內超出設定范圍的濕珠總不合格數,計算總不合格率(濕珠總不合格數/濕珠總數),當總不合格率超過閾值時,系統發出報警,此時需要重新調整工藝參數,直到總不合格率達到要求。
圖3 在線視覺檢測工作流程圖Fig.3 Flow chart of on-line inspection
2 試驗設計
2.1 材料、設備和儀器
材料:爆珠香精(密度0.974 g/cm3),壁材配方(由福建中煙工業有限責任公司提供)。
設備和儀器:爆珠在線視覺檢測設備(廈門穎德工貿有限公司);DWJ-2000-JW-2T 滴丸機(煙臺百藥泰中藥科技有限公司),用于爆珠滴制;CQS-I煙用膠囊質量檢測系統(成都瑞拓科技股份有限公司),用于爆珠成品外觀(氣泡、圓度和直徑)檢測;CTS-II 煙用膠囊綜合測試儀(成都瑞拓科技股份有限公司),用于爆珠成品壓力檢測。
2.2 人工檢測滴制濕珠方法
在爆珠滴制穩定后,人工觀察濕珠是否出現偏心現象,若不偏心,則每間隔10 min 稱量20 顆濕珠的總質量;用刀片切開濕珠,輕柔地擠出珠內的香精,并用吸油紙吸取壁材表面的香精,稱量壁材質量,并計算該時間段內壁材質量均值(壁材質量/20)和香精質量均值[(濕珠總質量-壁材質量)/20]。
滴制濕珠4 h,每間隔10 min 記錄稱量所得的濕珠質量、壁材質量和香精質量的均值。香精質量均值設定范圍為24~26 mg/顆,壁材質量均值為53~57 mg/顆。當每間隔10 min 取樣得到的香精質量和壁材質量的均值任一項超過設定范圍時,重新調整工藝參數(香精和壁材流速等),直至符合設計要求。每間隔1 h 收集1 次濕珠,編號為a1~a4。當濕珠完成洗滌、干燥和平衡過程后,得到對應時間段的成品爆珠A1~A4。
在此過程中啟動爆珠滴制在線視覺檢測設備,在輸入項中輸入香精密度0.974 g/cm3,并根據1.3節的方法計算得到壁材密度1.000 g/cm3并輸入系統,此時只檢測人工滴制過程中所有濕珠的圓心距、香精質量、壁材質量和濕珠總數,但不進行反饋。
2.3 在線視覺檢測滴制濕珠方法
在爆珠滴制穩定后,啟動在線視覺檢測設備,在輸入項中輸入香精密度0.974 g/cm3,并根據1.3節的方法計算得到壁材密度1.000 g/cm3,在設置項中設置每顆濕珠壁材質量和香精質量范圍及圓心距波動范圍。滴制濕珠4 h,每間隔10 min 統計濕珠的總不合格數并計算總不合格率,當總不合格率>5%時啟動報警,重新調整工藝參數,直到總不合格率<5%。每間隔1 h 收集1 次濕珠,編號為b1~b4。當濕珠完成洗滌、干燥和平衡過程后,得到對應時間段的成品爆珠B1~B4。
3 結果與討論
3.1 人工檢測滴制濕珠試驗結果分析
表 1 為 4 h 內人工每間隔 10 min 稱量 a1~a4 濕珠質量、壁材質量和香精質量的均值。可見,采用人工檢測方式,在110 min 時壁材質量均值為52.70 mg/顆,超出壁材質量均值 53~57 mg/顆設定范圍,需要調整工藝參數,其他時間段內所有質量指標均在規定范圍內。在此過程中同時啟動在線視覺檢測設備,記錄所有濕珠壁材質量、香精質量和圓心距。
圖 4 ~圖 6 為 a1~a4 濕珠壁材質量、香精質量及圓心距在各設定范圍內所占比例。可見,壁材質量的波動范圍較大,香精質量的波動范圍較小,說明香精質量相對壁材質量更穩定。
表1 人工檢測a1~a4濕珠質量、壁材質量和香精質量的均值Tab.1 Average weights of wet capsule,wall material and flavor of capsule samples a1 to a4 measured by laboratory inspection
圖4 a1~a4 濕珠壁材質量在設定范圍內的比例Fig.4 Percentages of wet capsule samples a1 to a4 with wall material weight within the setting ranges

圖5 a1~a4 濕珠香精質量在設定范圍內的比例Fig.5 Percentages of wet capsule samples a1 to a4 with flavor weight within the setting ranges
圖6 a1~a4 濕珠圓心距在設定范圍內的比例Fig.6 Percentages of wet capsule samples a1 to a4 with center distance within the setting ranges
表2 為人工檢測滴制爆珠成品A1~A4 的各項檢測數據。可見,A1~A3 中因氣泡、圓度和直徑超標造成的爆珠成品不合格率均小于6%,但A4 不合格率達到13.71%,主要原因是直徑超標比例較多,達12.93%。分析發現,人工檢測下a4 香精質量均值在 24~26 mg/顆設定范圍內,但圖 5 顯示 a4 香精質量<23 mg/顆的比例較多,占13.75%,而a1~a3 香精質量<23 mg/顆的比例分別為0.48%、1.51%和2.44%。其中,a4 香精質量在22~23 mg/顆的比例占12.64%,換算可得內圓直徑為3.50~3.55 mm/顆。由于濕珠在干燥過程中香精質量會產生一定損失,而爆珠成品所要求的最小直徑為3.45 mm,由此造成A4 直徑不合格率達12.93%,因此濕珠香精質量最低值設置為23 mg/顆。根據爆珠成品所要求的最大直徑為3.75 mm,換算可得濕珠香精質量最高值為27 mg/顆,故確定香精質量波動范圍設置為23~27 mg/顆(對應內圓直徑為3.55~3.75 mm/顆)。
由表 2 可見,A1~A4 爆珠成品的壓力 SD 值和最小壓力值均滿足要求,但A3 的壓力均值>1.8 kgf。分析發現,人工檢測下a3 壁材質量均值在53~57 mg/顆設定范圍內,但圖 4 顯示 a3 壁材質量>63 mg/顆的比例為16.18%,a1 和a2 壁材質量>63 mg/顆的比例分別為9.91%和12.54%,因此濕珠壁材質量最高值設置為63 mg/顆。
在 A1~A4 爆珠成品中,A1 和 A2 的壓力檢測結果均滿足要求且不合格率均小于6%,因此以a1和a2 的在線視覺檢測數據為標準進行分析。若a1 和a2 的總不合格率<5%,其圓心距的合格率必須>95%,根據圖 6 數據,a1 和 a2 圓心距<0.22 mm的比例分別為97.40%和97.85%,均滿足要求。在爆珠滴制在線視覺檢測設備設置項中輸入香精質量波動范圍 23~27 mg/顆、圓心距<0.22 mm、壁材質量最高值63 mg/顆,再分別輸入不同壁材質量的最低值,使總不合格率<5%。結果顯示,壁材質量最低值為50 mg/顆時,a1 和a2 的總不合格率分別為3.67%和3.49%。同理分析,在此范圍內a3 和a4 的總不合格率分別為9.21%和10.51%,說明該設置范圍能夠區分爆珠成品的質量水平。因此,可確定濕珠壁材質量和香精質量波動范圍分別為50~63 mg/顆和23~27 mg/顆(對應外圓直徑和內圓直徑分別為 5.20~5.58 mm/顆和 3.56~3.76 mm/顆)以及圓心距<0.22 mm。a1~a4 在設定范圍內壁材質量、香精質量和圓心距的合格率及總不合格率見表3。
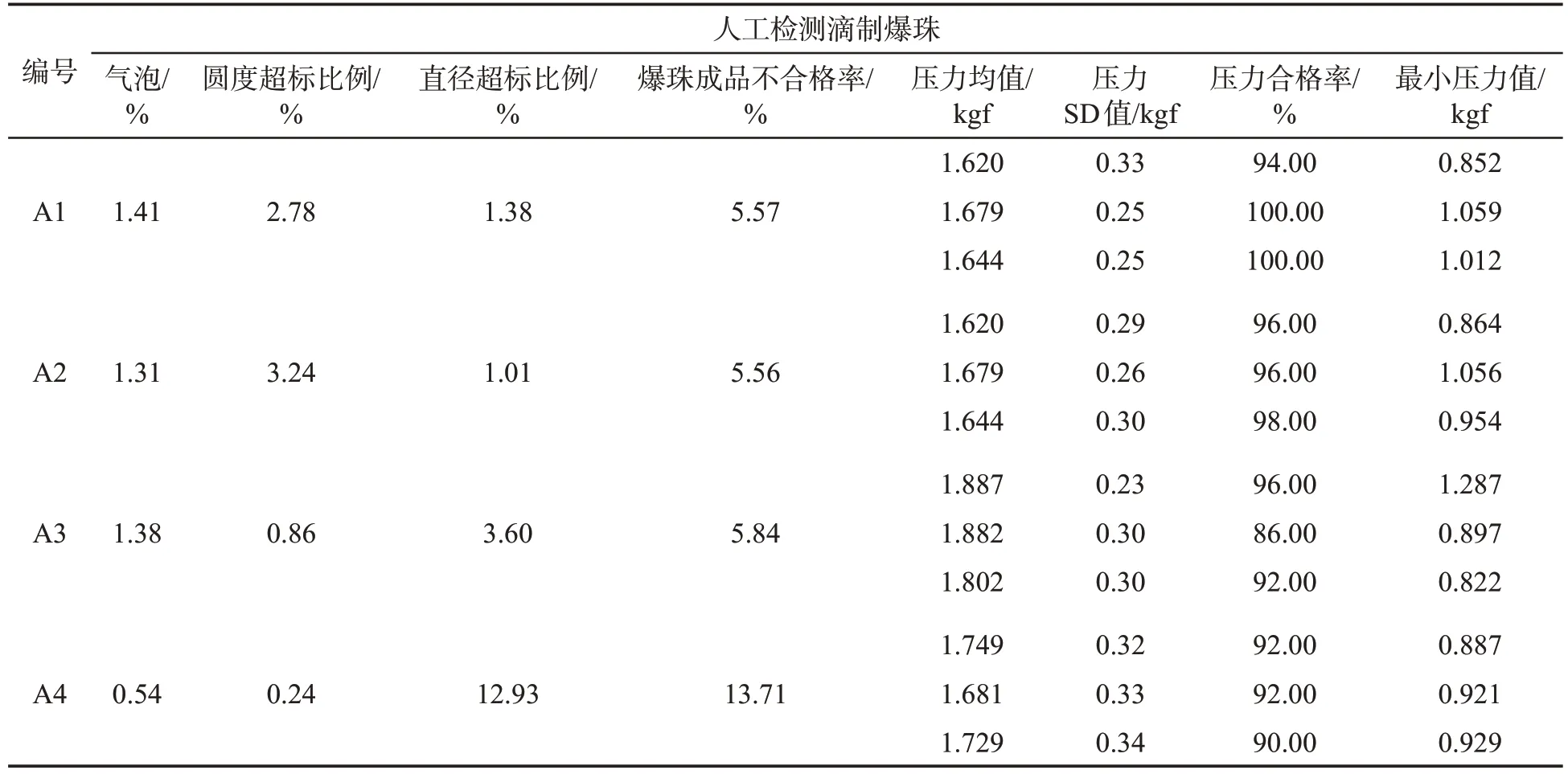
表2 A1~A4 爆珠成品不合格率和壓力指標檢測數據①Tab.2 Data of failure rates and pressure indexes of final capsule samples A1 to A4

表3 在線視覺設備檢測a1~a4 壁材質量、香精質量和圓心距合格率及總不合格率①Tab.3 Qualified rates of wall material weight,flavor weight and center distance and total failure rates for wet capsule samples a1 to a4 inspected by on-line inspection device (%)
3.2 在線視覺檢測滴制濕珠試驗結果分析
在爆珠滴制在線視覺檢測設備中輸入壁材質量和香精質量波動范圍分別為50~63 mg/顆和23~27 mg/顆以及圓心距<0.22 mm,采用在線視覺檢測設備反饋的數據滴制濕珠,圖7~圖9 為 b1~b4 濕珠壁材質量、香精質量以及圓心距在各設定范圍內的比例。由圖7 可見,b1 和b2 壁材質量出現2 個明顯分布峰,而b3 和b4 壁材質量分布更為集中,說明b3和b4 壁材質量在滴制過程中更穩定;由圖8 可見,b1~b4 香精質量波動水平相當;由圖 9 可見,b3 和b4 圓心距明顯較小,這可能是b3 和b4 壁材質量波動較小引起的。
圖7 b1~b4 濕珠壁材質量在設定范圍內比例Fig.7 Percentages of wet capsule samples b1 to b4 with wall material weight within the setting ranges
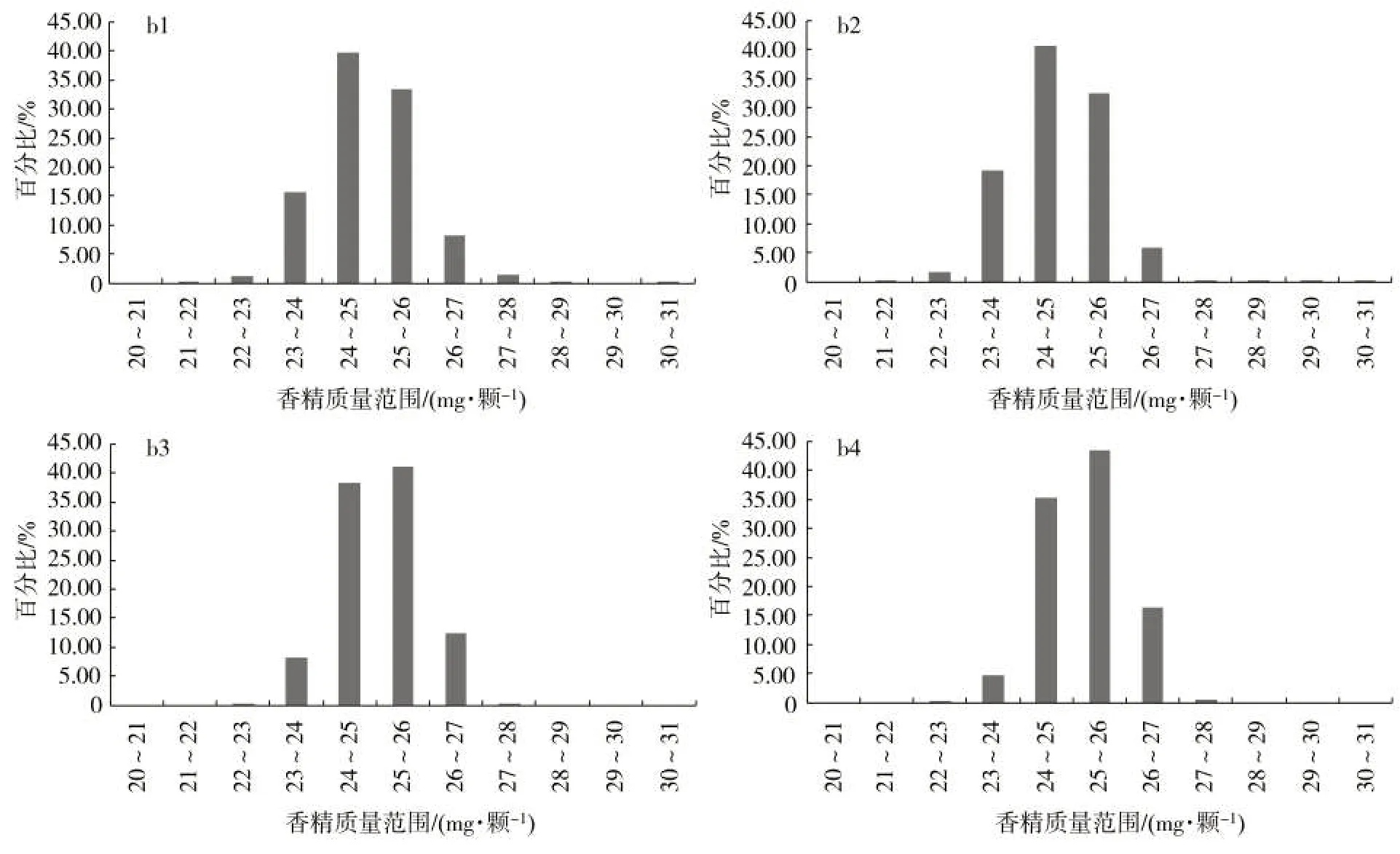
圖8 b1~b4 濕珠香精質量在設定范圍內比例Fig.8 Percentages of wet capsule samples b1 to b4 with flavor weight within the setting ranges
表4為b1~b4濕珠在設定范圍內壁材質量、香精質量和圓心距合格率及總不合格率。結果顯示,b1~b4 中香精質量和圓心距合格率均超過97%;b1和b2 中壁材質量合格率超過89%,b3 和b4 中壁材質量合格率超過99%;b1~b4 中總不合格率均小于5%,其中b3和b4的總不合格率僅為0.07%和0.12%。
表5 為在線視覺檢測滴制爆珠成品B1~B4 的各項檢測數據。結果顯示,B1~B4 中氣泡、圓度超標和直徑超標不合格率均<2%,壓力均值、SD 值、合格率和最小壓力值均滿足要求。
綜上可見,人工檢測主要關注濕珠香精質量和壁材質量的均值,無法對圓心距進行客觀表征,且檢測的濕珠數量有限,以滴制1 h 為例,每10 min 取樣20 顆,每小時僅檢測120 顆濕珠,由于壁材質量和香精質量均值不能真實地反映所有濕珠質量波動情況,且整體波動程度不同,在設定范圍內的濕珠比例存在明顯差異,從而造成爆珠成品A4 不合格率達到13.71%,爆珠成品A3 的壓力均值>1.8 kgf 的設計要求。在線視覺檢測主要關注濕珠圓心距、香精質量和壁材質量在設定范圍內的不合格率,可對圓心距進行客觀表征,并在滴制過程中對濕珠進行全檢,以滴制1 h 為例,滴制速度為5 顆/s,每小時可檢測1.8 萬顆濕珠,通過統計壁材質量、香精質量和圓心距的合格比例,計算得到總不合格率,當總不合格率>5%時,系統發出報警,可及時調整工藝參數進而控制濕珠質量的穩定性。
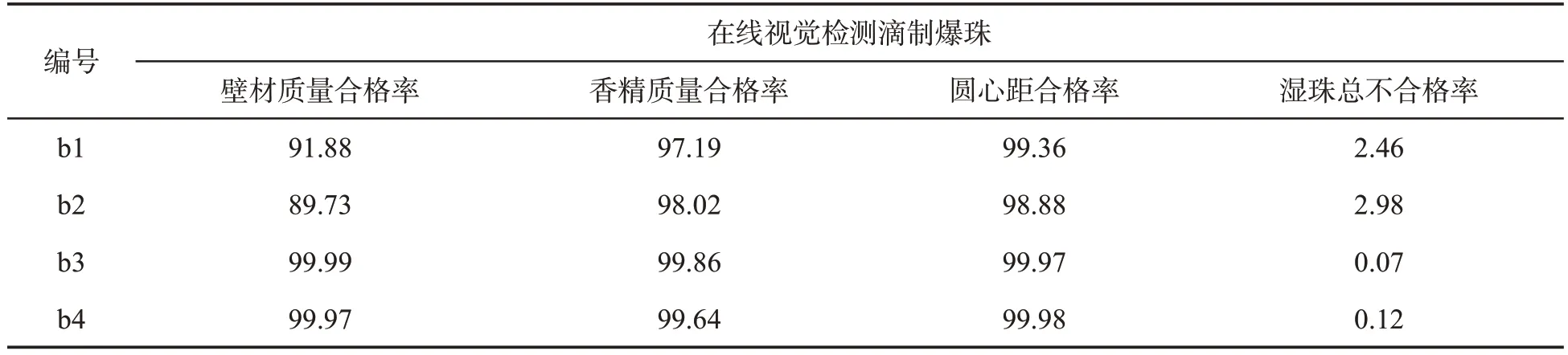
表4 在線視覺設備檢測b1~b4 濕珠壁材質量、香精質量和圓心距合格率及總不合格率Tab.4 Qualified rates of wall material weight,flavor weight and center distance and total failure rates for wet capsule samples b1 to b4 inspected by on-line inspection device (%)
表5 B1~B4 爆珠成品各項檢測數據①Tab.5 Inspection data of final capsule samples B1 to B4
4 結論
基于視覺成像技術設計了一種爆珠滴制在線檢測裝置,通過在爆珠滴制過程中檢測和統計濕珠壁材質量(外圓直徑)、香精質量(內圓直徑)和圓心距的不合格率,計算得到濕珠總不合格率,并可根據報警提示及時調整工藝參數,實現濕珠在線自動化檢測。以爆珠成品合格率和各項物理指標為對象,進行人工檢測和在線視覺檢測滴制爆珠對比試驗,結果表明:①采用人工檢測,每間隔10 min 稱量20 顆濕珠壁材質量和香精質量均值,無法真實地反映濕珠質量波動情況,造成爆珠成品不合格率出現明顯差異,爆珠成品A4 不合格率達到13.71%,爆珠成品A3 壓力均值>1.8 kgf,超出設計要求;②采用在線視覺檢測,B1~B4 爆珠成品的外觀合格率以及壓力指標均滿足設計要求,可有效控制濕珠質量穩定性,減少人工檢測誤差,提高爆珠成品的合格率。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12