載重斜交輪胎胎圈質量缺陷的原因分析及解決措施
2020-07-28 02:52:00張亞輝申玉德
輪胎工業 2020年1期
關鍵詞:質量
張亞輝,申玉德,王 潔
(風神輪胎股份有限公司,河南 焦作 463000)
載重斜交輪胎以超耐磨、使用壽命長、高承載等優點備受市場青睞;但其質量受生產過程中各種不穩定因素影響較大。以9.00-20 Q-2輪胎為例,胎圈缺陷是其主要質量缺陷之一[1],成品輪胎檢測發現胎圈部位質量缺陷中胎圈疤痕和胎圈大邊分別占65%和63%(有兩種缺陷同時出現情況)。在輪胎行駛過程中,胎圈與輪輞直接接觸,胎圈經打磨熱補之后可能造成損傷,極易在輪胎使用前期出現問題[2]。我公司結合實際生產工藝,對載重斜交輪胎胎圈質量缺陷進行技術攻關,通過相應解決措施有效減小了胎圈質量缺陷率。
1 胎圈質量缺陷
胎圈質量缺陷發生在輪胎一側或兩側胎圈部位,一般可分為胎圈疤痕(胎踵外表面或胎圈與輪輞裝配結合處)和胎圈大邊(胎踵與輪輞的水平軸處),分別如圖1和2所示。其中胎圈疤痕出現頻率較高。

圖1 胎圈疤痕
對于產生胎圈質量缺陷的輪胎判定標準如下。胎圈疤痕:深度不大于1 mm、長度不大于5 mm的為合格品;深度不大于1 mm、長度大于5 mm的可通過修補成為合格品或等外品。胎圈大邊:修剪膠邊膠條最大殘留量不超過3 mm的為合格品;對于無內胎輪胎則胎圈順胎趾邊部修剪整齊,不出現鋸齒狀,不傷及線層的為合格品。

圖2 胎圈大邊
2 原因分析
(1)胎圈周長尺寸不合適。
(2)成型機紅外定位不準確,導致部件相對滑動;部件貼合高度偏歪。載重輪胎成型過程中,貼合高度較低時造成胎圈壓縮因數較小,極易使成品輪胎出現胎圈疤痕;貼合高度較大時造成胎圈壓縮因數較大,會出現胎圈露線等問題。
(3)硫化隔離劑使用不當,硫化時間過長或過短。
(4)模具磨損老化,尺寸產生偏差,導致磨損機器,例如鋼棱圈長時間磨損,直徑已經縮小1~2 mm(見圖3)。
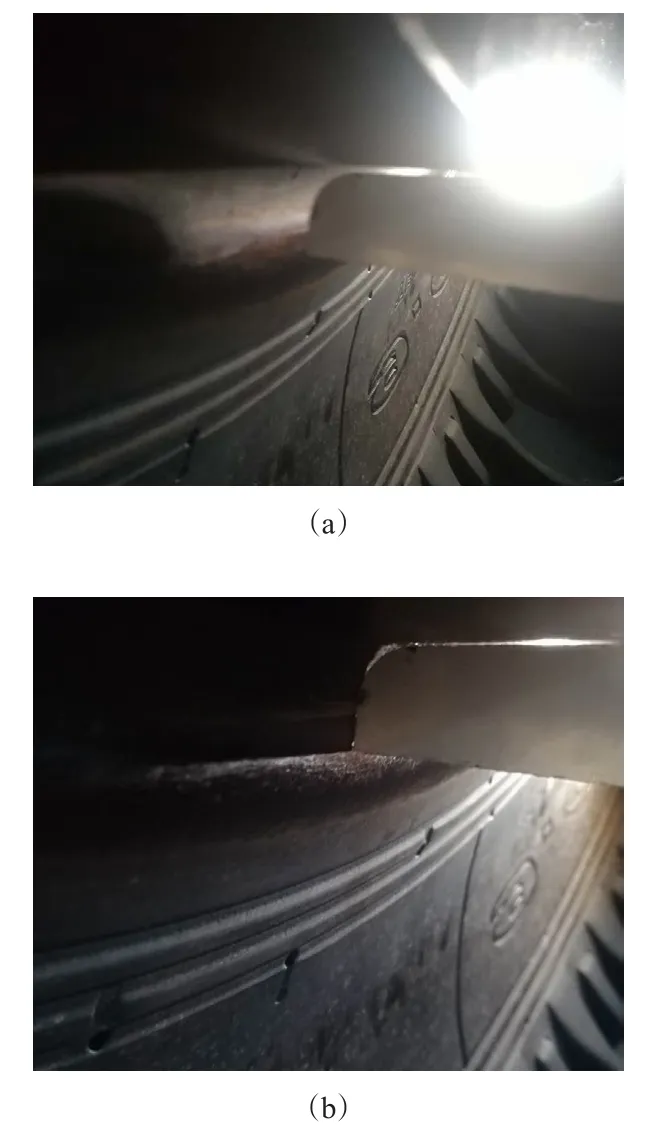
圖3 鋼棱圈磨損
3 解決措施
(1)胎圈生產前進行卷成盤尺寸準確度標定,并定期進行卷成盤維護和保養。
(2)合理設定成型貼合高度。以9.00-20 Q-2輪胎為例,成型過程中通過嚴格控制25 mm的貼合高度(見圖4),防止胎圈因缺膠產生質量缺陷。貼合高度控制后,試制4條輪胎,胎圈大邊現象完全消失,但胎圈疤痕仍然存在(見圖5),故胎圈疤痕可能與鋼絲圈有直接聯系,下一步進行鋼絲圈排查。在不同規格輪胎產品成型過程中,需要標定不同輪胎的有效貼合高度,保證其對胎圈壓縮因數影響最小。

圖4 成型過程中控制25 mm的貼合高度

圖5 胎圈大邊消失、胎圈疤痕存在
(3)正確使用硫化隔離劑,合理設定硫化時間。現場使用的隔離劑有水溶性和油溶性兩種,由于成本問題,一般情況下使用水溶性隔離劑的較多。以9.00-20 Q-2輪胎為例,分別采用水溶性隔離劑和油溶性隔離劑生產10條輪胎,成品輪胎的胎圈質量問題并沒有明顯差異,油溶性隔離劑能起到一定緩解作用,可以推廣使用油溶性隔離劑。
(4)定期進行模具尺寸標定與維修以確保模具狀態良好。
4 結語
通過對載重斜交輪胎胎圈質量缺陷的產生原因進行分析,確定硫化、成型、模具為主要影響因素,通過逐一排查,確定最終源頭。采取相應解決措施后,有效降低了載重斜交輪胎胎圈質量缺陷率。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54