碳洗塔接管與筒體角焊縫裂紋的修復
2020-07-28 02:58:56徐延梅張希海山東華魯恒升化工股份有限公司山東德州253024
化工管理 2020年19期
徐延梅 張希海(山東華魯恒升化工股份有限公司,山東 德州 253024)
0 引言
碳洗塔是煤氣化裝置的關鍵設備,其將來自氣化爐的工藝氣經洗滌冷卻后,通過內部旋流板的旋轉和離心作用進行分離,再經過絲網除沫器除去氣體夾帶的霧沫后,送至后續工段。由于塔內介質成分、水質、原始制造等原因,經常發現碳洗塔筒身焊縫裂紋、接管焊縫缺陷、接管鍛件缺陷等問題。
1 碳洗塔設備及接管焊縫缺陷概述
氣化系統壓力高、溫度高,碳洗塔工作溫度6.39MPa,溫度246℃,介質成分含有H2、硫化物、氯離子、灰水等,因此碳洗塔運行工況較惡劣。設備在加工制造時也會產生制造缺陷,在長期的高溫高壓下運行,易對設備造成損害。在碳洗塔定期檢驗時,經常發現設備筒身焊縫裂紋、接管焊縫缺陷、接管鍛件缺陷等各種缺陷,給設備的正常運行帶來很大安全隱患。為確保設備安全運行,在年度檢查時,對所有筒身焊縫、接管焊縫、接管鍛件等進行著色檢測,以期能夠及時發現缺陷并處理。
在年度檢查時,發現碳洗塔一處液位計接管與筒體內壁角焊縫熱影響區存在明顯裂紋。對缺陷處進行打磨,裂紋由內筒體復合層內壁表面向筒體基層方向擴展,裂紋長度和深度均沿壁厚方向逐漸增加。對焊縫周圍加熱至150℃后,用碳弧氣刨沿裂紋向筒體內壁基層方向逐層剔除,發現裂紋不斷延伸擴展至基層,局部基層已經裂透,如圖1 所示。
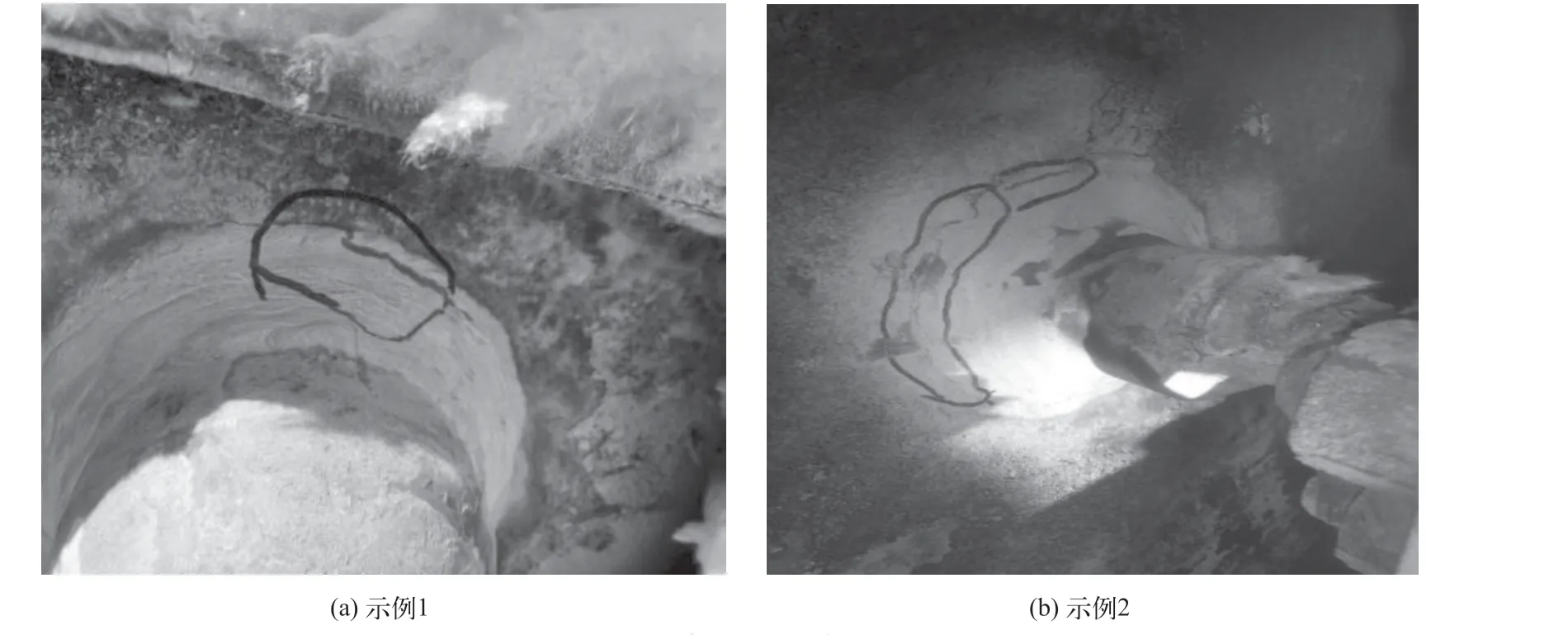
圖1 碳洗塔裂紋缺陷圖
2 裂紋缺陷產生原因分析
2.1 材質因素分析
碳洗塔筒體材質為13MoNiMoNbR+304L 復合板,壁厚55+4mm。基層材質13MoNiMoNbR 是一種低合金高強度鋼,其強度高、抗沖擊韌性好、焊接性能好,常用于制造大型厚壁壓力容器。該材質淬硬傾向較大,具有一定的冷裂傾向,容易產生再熱裂紋,焊接過程需要采取焊前預熱、焊后消應力等措施防止產生焊接裂紋。
2.2 介質因素分析
碳洗塔介質成分含有H2、CO、CO2、H2O、硫化物、氯離子、灰水等。其中H2、硫化物、氯離子等對碳洗塔危害較大,高溫H2和濕H2S 型腐蝕對設備的腐蝕尤其明顯,氫深入焊縫使焊縫塑性降低導致氫脆,使焊縫熱影響區部位出現裂紋。濕H2S 環境則對不銹鋼復合層造成應力腐蝕,同時,氯離子對不銹鋼的破壞作用也會隨著濃度和溫度的升高而逐步加劇,氯離子腐蝕導致不銹鋼表面產生大量裂紋。
3 裂紋缺陷處理
3.1 裂紋缺陷的檢查、清理
(1)將設備接管內、外焊縫處用砂輪機打磨干凈,對接管周圈進行滲透檢測,確定裂紋位置。
(2)根據現場打磨觀察,接管裂紋延長至整圈焊縫,局部為貫穿性的。對接管修復采取整圈修復的方式,將原焊縫徹底挖除清理,重新焊接。
(3)將接管與筒體角焊縫整圈氣刨割除,若裂紋不是貫穿性的,則氣刨直至裂紋完全清除為止。若裂紋是貫穿性的,氣刨深度達到55mm 時,用砂輪機和電磨對缺陷位置進行打磨,打磨完成后表面應保持平整,杜絕存在分層、夾渣、裂紋等缺陷,焊縫及其兩側30mm 范圍不得有水、油、銹、積渣和其它有害雜質存在。確定坡口底部裂紋的具體位置和長度,做好標記,確保55mm 坡口范圍內100%滲透檢測Ⅰ級合格。
(4)消氫熱處理。缺陷徹底清除后,對角焊縫部位做消氫熱處理。設備內外接管與筒體角焊縫纏加熱繩或貼加熱帶,加熱帶用石棉被包裹。熱處理150℃以下自由升溫,150℃以上升溫速度≤130℃/h,達到350℃后,恒溫6h 后降溫,降溫速度≤130℃/h,降至150℃時自然緩冷至常溫。
3.2 裂紋缺陷的修復
焊接采用手工電弧焊,焊條采用ENiCrFe-3。該焊條是一種鎳基焊條,可用于異種鋼的焊接,高溫強度好,抗氧化能力強,焊縫成型好,不易產生缺陷,能夠滿足苛刻的射線探傷要求。焊條350℃烘干2h 后,置于保溫筒內100℃保溫。焊接過程嚴格控制焊接電流和焊接速度,仰焊或立焊時焊接電流適量減小。焊接過程中施焊環境條件應滿足風速小于4m/s,相對濕度小于90%。
(1)消氫熱處理后先在設備外進行焊接,焊接前用電加熱器對焊接部位300mm 范圍進行150℃預熱。焊接過程中,引弧應在焊接部位內進行,禁止在焊接部位以外的設備表面引弧和試驗電流,防止電弧擦傷設備。焊接過程注意徹底清理層間藥皮,保證全焊透。施焊收弧時將弧坑填滿,施焊過程確保引弧和收弧處質量。多層多道焊層間接頭搭接量50%~60%。每焊一道焊縫,即采用焊后錘擊方式消除焊接應力,注意蓋面層不能采取錘擊措施。
(2)第一遍焊接完成后,對焊接部位進行100%滲透檢測,Ⅰ級合格后,繼續焊接,焊前150℃預熱。焊接完成立即清理焊縫表面,檢查焊縫外觀。
(3)外部焊接完成后,用氣刨對設備內進行清根,清根后做100%滲透檢測, I 級合格后,開始焊接設備內部焊縫。
(4)設備內焊接前按照步驟(1)進行預熱,焊接完成,外觀檢查合格后,對焊接部位進行100%滲透檢測,Ⅰ級合格。
3.3 焊后熱處理
無損檢測合格后,對焊接部位進行消氫和消應力熱處理。熱處理方法為用局部電加熱器加熱,設備內和設備外均用加熱帶纏繞,石棉被包裹,消氫熱處理溫度為350℃,時效熱處理溫度為420±10℃。150℃以下自由升溫,升溫速度130℃/h,達到350℃后,保溫6h,升溫至420℃,升溫時間為1h,溫度達到420℃后,保溫4h 降溫,降溫速度130℃/h,降至150℃時自然緩冷至常溫。
4 結語
碳洗塔運行環境差,高溫高壓下氫氣、硫化物、氯離子等成分對設備的筒體和接管等部件造成了腐蝕等影響,而其主體材質13MoNiMoNbR 鋼因其有淬硬傾向,制造和維修時的焊接過程,也容易導致裂紋的產生,給設備埋下安全隱患。因此在碳洗塔的運行操作中,須嚴格控制介質中成分的含量,平穩操作。在檢查維修時,須對設備全面檢測,及時發現缺陷并修復,修復過程嚴格按焊接工藝要求進行焊接,嚴格執行熱處理工藝規定等,避免焊縫中的氫及焊接殘余應力導致缺陷的產生,減少設備的安全隱患,確保設備安全穩定運行。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40