動車輪軸材料服役安全及評價
2020-07-04 02:47:46彭金方朱旻昊
現代城市軌道交通 2020年6期
關鍵詞:失效
彭金方 朱旻昊


摘 要:隨著高速鐵路不斷發展,列車輪軸材料的服役條件也越來越嚴苛,而輪軸高可靠性是列車運行安全的前提。文章簡述鐵路列車輪軸材料及制備工藝,詳細介紹輪軸的失效形式、損傷機理、失效影響因素、壽命檢測評估方法及防護措施,并提出今后的研究展望。
關鍵詞:高速鐵路;動車輪軸材料;疲勞斷裂;失效;防護;損傷分析
中圖分類號:U213.9
輪軸作為鐵路列車關鍵部件,不但要承載著列車全部重量,同時也為機車運動提供動力。一旦列車輪軸材料發生疲勞破壞,將嚴重威脅列車安全運行,甚至引起列車脫軌的重大事故,危及乘客生命財產安全。在鐵路及機車發展史上,由于輪軸材料失效導致的事故屢見不鮮。1998年6月4日,德國ICE高速列車脫軌,由于采用彈性車輪,其輪箍結構疲勞強度不足,服役中未及時偵測發現,造成車輪疲勞崩裂;10年后又因車軸疲勞斷裂,導致ICE高速列車在德國科隆列車總站附近脫軌,所幸當時列車運行速度不高,沒有造成人員傷亡[1]。我國高速鐵路起步雖晚于歐、美、日等國家,但經過十幾年的發展,高速鐵路網已初具規模,運營里程躍居世界首位。復興號作為我國完全自主研制開發的動車組列車,其最高運行速度可達400km/h。而列車運行速度越高,其零部件、輪軸用材料服役環境越惡劣,對其安全性和可靠性要求就越高。因此,列車輪軸用材料安全服役性能問題越來越受到人們的關注,也成為近幾十年的研究熱點之一。而相應研究成果也更好地服務于新一代軌道交通輪軸用材料的開發和設計。文章結合國內外相關研究工作,從材料、失效、防護措施及評價手段等方面對軌道交通用輪軸進行介紹。
1 輪軸材料及性能
1.1 輪對
1825年世界出現了第一條鐵路,之后鐵路技術一直朝著高速重載方向穩步發展,高速列車的出現具有劃時代意義。目前,新建線路運行速度在250km/h以上,既有線運行速度在200km/h以上的鐵路被稱為高速鐵路。高速鐵路的發展對列車輪對性能、服役安全方面提出了更高要求。輪對一般由車輪、輪心和輪箍組成,而高速動車組一般采用整體車輪方案,車輪不再有輪心和輪箍之分。高速動車組輪對分為動車輪對和拖車輪對:動車輪對通常安裝齒輪箱以提供列車前進的牽引力;拖車輪對上安裝2~3個制動盤以提供列車制動時的阻力。輪對作用力主要用于[2]承受載荷和沖擊、提供牽引力或制動力、滾動使車輛前進。圖1為我國某型號高速動車組輪對組裝圖。
1.2 材料
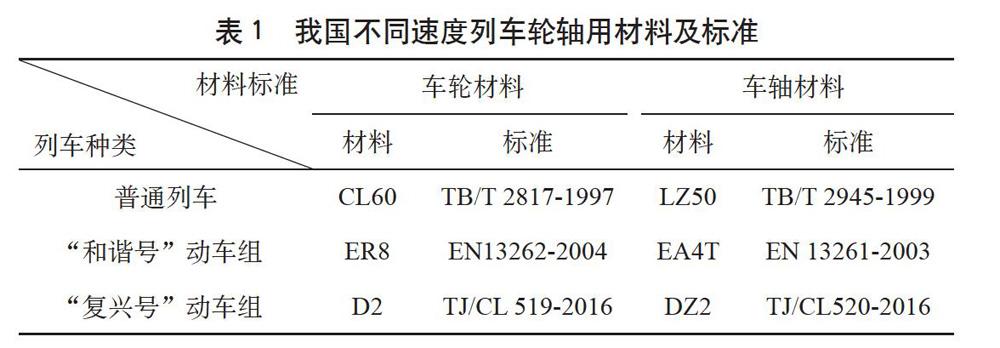
為了適應重載列車對車輪性能的要求,美國鐵路協會在提高鑄鋼輪耐磨性的同時,通過添加適當含量的Cr元素以改善鋼輪韌性,取得了良好效果?。研究表明,在輪軸用鋼方面合金化具有明顯的優勢,添加V、Mo、Mn元素可以明顯改善鋼材韌性。隨著時間推移,列車輪軸材料制備與選用發生了相應變化[4]。早期,針對國內低速列車,車輪用材以CL60鋼為主,車軸材料多為LZ50鋼。CL60為亞共析鋼,強度、硬度和彈性都很高,但是冷變形時塑性較低,切削性較差,焊接和淬透性差。隨著鐵路運營速度提高,車輪受力狀態變得更加復雜,輪軌磨損加劇,車輪疲勞失效現象較為嚴重,因此車輪用材需要更優良的綜合性能。馬鞍山鋼鐵技術中心與西安交通大學于2000年共同研發了一種含微釩車輪用鋼,用于速度200km/h的列車[4]。2014年,中國鐵路總公司設立重大課題“動車組關鍵技術自主創新深化研究——時速350km中國標準動車組輪軸設計研究”,主要針對車輪服役中達到速度300km/h時出現的多邊形問題,在兼顧材料韌性同時提高其硬度和相變點,成功研制一種中碳Si-V微合金化D2車輪,使得合金元素固溶強化作用和細晶強化作用充分發揮[5]。同期,太鋼公司生產的DZ2鋼車軸順利通過鐵路公司組織的上車評審,并成功應用于中國標準動車組列車。我國各類列車最常用的車輪、車軸材料相應標準見表1。
2 輪軸損傷形式
2.1 車輪損傷
車輪損傷主要包含踏面磨耗、輪緣磨耗、表面滾動接觸疲勞、踏面剝落凹坑、踏面熱疲勞裂紋、麻點、踏面擦傷以及非圓多邊形磨耗。Beven等[6]研究表明滾動接觸疲勞和踏面損傷在各種損傷中所占比例可分別達到41%和26%,圖2為車輪各種損傷形式占總損傷比例示意圖。
車輪疲勞損傷較為普遍且危害更大,其形式有滾動接觸疲勞損傷、輪輞斷裂、踏面剝離損傷以及表面熱疲勞損傷等。在輪軌滾動接觸過程中,當累積塑性應變達到材料臨界值時,微裂紋將在材料表面或者次表面形核和擴展[7]。圖3為萌生于車輪表面的滾動接觸疲勞裂紋導致的踏面損傷圖。
2.2 車軸損傷
車軸是主要承力構件,當列車運行時,軌道彎曲或不平整等因素會對車軸產生巨大沖擊,對車軸材料造成很大損傷。除此之外,車軸損傷形式主要有以下4種:①輪對、齒輪以及軸承壓裝面處微動疲勞損傷;②服役或檢修過程中打傷、碰傷;③ 服役過程中腐蝕損傷;④軸承故障或過載造成車軸損傷。其中,微動疲勞損傷是造成車軸失效主要原因。有報道指出,1980年我國共探傷發現4319根車軸輪座處發生明顯的微動疲勞損傷,其裂損率為6.9% [8];俄羅斯在1993年因發現微動疲勞裂紋而報廢的車軸有6800 根[9]。
3 輪軸材料失效影響因素、形式及機理
3.1 輪軸材料失效因素
3.1.1 設計
車軸設計是為保證車軸在給定條件下安全服役,基于運行條件可能發生的狀況,建立相對應的設計標準,最終選擇合適的車軸材料、尺寸以及結構,形成相關技術文件[10]。車軸設計直接關系到車軸服役壽命,是車軸安全服役第一道關口。因此,車軸設計應是最先考慮的問題,也是引起車軸失效重要因素之一。
3.1.2 制造工藝
車軸制造工藝流程如下:冶煉→鑄、軋→鍛造→熱處理→熱校直→粗加工→超聲探傷檢查→粗加工→精加工→外觀、尺寸檢查→磁粉探傷檢查。
從車軸制造工藝流程來看,可能會產生材質偏析、非金屬夾雜物超標、疏松、夾渣、起層、冷熱裂紋、熱處理工藝不當、晶粒不均、粗大、強度不足、機加工尺寸公差和表面粗糙度不合格等問題[11]。各種缺陷可能在車軸服役過程中促進微裂紋形成,造成車軸提前失效。
3.1.3 裝配
輪軸通過壓裝方式進行組合。如果車軸“裝配不良”,在旋轉彎曲載荷作用下輪座處會產生微動損傷,進而引起裂紋萌生、擴展,最終導致車軸斷裂。因此,車軸組裝前必須經過嚴格質量檢查,符合質量標準要求后,才能進行組裝。組裝時,壓裝曲線必須符合規范,周勇等[12]通過試驗指出,對同軸度、引導套和引導角進行優化可大大減少輪對壓裝損傷,提高輪對壓裝質量,進而延長服役壽命。
3.1.4 服役環境
車輪表面狀態主要由加工決定,輪對在服役中受雨水、冰雪、潮濕等環境侵蝕會發生損傷。吳菲等[13]在 NaCl溶液下研究C、Si含量對車輪鋼耐腐蝕影響,研究表明,隨著C含量增加及Si含量降低,車輪鋼穩態腐蝕速率增大。任學沖等[14]研究發現產生的裂紋均萌生自輻板表面腐蝕坑,車輪鋼疲勞極限值大大降低。
此外,溫度也是影響輪軸材料性能的重要因素之一。我國幅員遼闊,各地氣候溫差顯著。列車在運行過程中要承受環境溫度劇烈變化,因此輪對用鋼低溫力學性能關乎其服役安全。王少杰等[15]對ER8車輪鋼低溫力學性能研究發現,隨著溫度降低,其沖擊韌性迅速下降。任學沖等[16]在-80~20°C溫度下,對高速車輪鋼試樣分別進行拉伸、斷裂韌性以及沖擊韌性試驗,發現該溫度下高速車輪鋼斷裂韌性和沖擊韌性處于韌—脆轉變區,試樣裂紋尖端轉變為直接解理起裂。
3.2 輪軸材料失效形式及機理
3.2.1 車軸內部缺陷與車軸冷切
車軸內部缺陷是指材料有夾雜物、成分偏差、組織不正常、縮孔等,產生原因主要是制造過程中熱處理控制不當。其服役時疲勞裂紋易萌生于車軸內部缺陷處,只有通過超聲波探傷檢查才可以發現[10]。
3.2.2 軸頸裂紋與車軸冷切
未按照技術標準組裝車軸和軸承,或者有異物進入裝配區,將引起軸頸和軸承配合部邊緣產生應力集中,易萌生微觀裂紋,造成車軸斷裂[10],如圖4所示。
3.2.3 輪座內側微動疲勞和微動腐蝕
車軸所處環境不良、車軸材質強度偏低、輪座表面加工質量差、壓裝損傷、承受載荷偏大等因素易引起輪座內側1~10mm位置產生微動腐蝕。該位置是車軸旋轉彎曲載荷作用下的高應力區。在車軸運用時,腐蝕介質與原有輪座表面損傷和車軸旋轉彎曲形成的微動摩擦共同作用,誘發疲勞裂紋[10-11]。
Zhu等[29]對系列服役后車軸的損傷研究結果顯示:輪座過盈配合區邊緣均發生了不同程度微動損傷;在靠電機軸側的輪座損傷帶發生嚴重微動疲勞損傷;微觀裂紋常萌生于邊界1 mm左右的地方,環繞車軸周向。微動疲勞裂紋形態一般呈多源性和臺階狀特征,傾向于與表面呈大約60°的次表面萌生狀態,與彎曲微動疲勞試驗研究結果吻合較好[17],圖5為失效車軸輪座微動損傷部位表面、剖面和斷口分析圖。
微動在運行于混合區時,裂紋易萌生和擴展,該位置是車軸最危險的部位。日系動車車軸輪座部位殘余壓應力隨著服役里程的增加呈現增加趨勢,而表面硬度幾乎呈現穩定趨勢,圖6、圖7為日系車軸不同里程殘余應力及表面硬度分布示意圖。
目前無損探傷技術無法檢測到過盈配合區的微觀裂紋,當探測到時,裂紋已擴展到宏觀裂紋,車軸將很快失效。因此,輪座微動疲勞成為影響車軸疲勞壽命的主要因素,需要高度重視其對安全可靠性的影響。
3.2.4 輪座粗糙度超標與車軸冷切
輪座加工粗糙度超標主要表現為存在加工刀痕,達不到標準規定Ra1.6μm的要求。在車軸運行中,會在鑲入部內側5~10mm的高應力區,沿刀痕萌生疲勞裂紋,引發車軸冷切事故 [10-11]。
3.2.5 輪座壓裝損傷與車軸裂斷
壓裝損傷主要表現在輪座表面有可見魚鱗片帶和擠壓包。魚鱗片帶方向是從輪座外側指向輪座內側,擠壓包在魚鱗片帶前端。在魚鱗片根部往往有裂紋,裂紋處的應力集中,使裂紋易擴展從而引起車軸疲勞斷裂 [10-11]。
3.2.6 軸身鏟痕與軸身碰傷
車軸服役過程中,軸表面鏟痕處產生應力集中,萌生疲勞裂紋;軸身碰傷會引起缺口效應,導致應力集中,從而誘發微裂紋在凹痕處萌生,逐步擴展導致車軸疲勞斷裂[10-11]。
4 檢測及評價
目前,國內外針對車軸服役性能的檢測手段主要包括:磁粉探傷、滲透檢測、渦流檢測、超聲波檢測,幾種檢測方式的優缺點見表2。除此之外,基于力學和有限元模擬實現對輪軸材料強度、服役壽命的評估,逐漸發展為一種主流檢測手段。1998年,Ishida H [18]通過在車輪輻板上布置電橋實現了對線路橫向力和垂向力的實測,得到脫軌系數以及軸箱垂向加速度等參數,為壽命預測模型提供數據支撐。唐道武等[19]將數值模擬技術應用于輪軸疲勞強度評估,陸超等[20]基于Hypermesh與Ansys的聯合仿真,實現對車軸靜強度與位移變形的計算。趙永翔等[21]研究表明,通過半輪對輪軌接觸的有限元計算,可實現輪對結構輪軸疲勞的近似評價。實際檢測手段與有限元模擬技術相結合的方式,保證了輪軸疲勞強度以及服役性能的有效評估。
5 防護措施
5.1 采用表面技術
列車運行速度的不斷提高,對車軸耐磨性提出了更高的要求。傳統改善耐磨性鍍膜方法主要有堆焊和熱壓噴涂。堆焊的涂層和基體結合強度高,但會引起基體變形。熱壓噴涂涂層較薄,與基體結合力弱。新近出現的激光熔覆技術克服了以上傳統方法制備復合涂層的缺點,其熔覆材料廣泛,制備涂層厚度可控、結合強度高[22]。
5.2 車軸再制造技術
車軸再制造的核心是恢復因劃傷和磕碰以及去除表面疲勞層導致的缺失尺寸,通過合適的再制造技術和工藝,使修復后車軸達到或超過新造車軸性能。目前,針對車軸損壞情況,適合的技術主要有電刷鍍、TIG堆焊、熱噴涂和激光熔覆[22]。
5.2.1 電刷鍍技術
電刷鍍技術是在零件表面快速放電結晶而形成鍍層,有工藝簡單、速度快、性能穩定、費用低廉等優點,被廣泛用于機械零部件表面修復和表面強化。不但能恢復零件的尺寸、公差和配合精度,還能提高零件服役壽命[22]。
5.2.2 TIG堆焊技術
堆焊技術是通過外加熱源使母體材料與所覆特殊性能合金材料熔合,從而具有合金材料的特殊性能。TIG 堆焊具有工藝穩定、高可靠性、易實現自動化和節省材料的特點,廣泛地應用于冶金、電站、鐵路、車輛、核動力及工模具等制造修復中。
Л. Γ. Γорстко 等[24]研究采用自動TIG堆焊修復因螺紋損壞而報廢的列車車軸,發現修復螺紋質量優于新螺紋。但其內部殘余應力較大,會引起幾何變形,不滿足尺寸要求,甚至會造成堆焊層剝離。為了使堆焊技術能更好地滿足需求,還需改進堆焊材料和工藝[9-10]。
5.2.3 熱噴涂技術
熱噴涂技術具有涂層材料廣泛、基體材料及形狀尺寸不受限、厚度易控制、工藝簡單、成本低、效率高等特點,已成功應用于航空航天、石油化工、礦山機械、電力等領域再制造。程江波等[25]采用Fe基非晶/納米晶復合材料對發動機曲軸軸頸磨損部位進行再制造研究,發現再制造后產品質量與新品相當,綜合成本僅為原新品的1/10。劉偉等[26]選用舊車軸,按4 : 1尺寸縮比加工成輪對,在旋轉彎曲試驗機上進行模擬試驗,結果表明0.5mm厚的修復涂層耐微動疲勞和磨損性能較高,達到車軸延壽的目的。
5.2.4 激光熔覆技術
激光熔覆技術具有綠色、節能、環保等特點,能夠制備連續、大面積厚熔覆層,滿足實際零部件延壽和修復再制造需求,處理的零件質量甚至可超過新品[22, 27]。李叢辰等[23]的研究表明,在EA4T鋼表面熔覆Fe314合金后,樣品屈服強度和抗拉強度均高于標準值。許妮君等[27]研究表明,熔覆層表層硬度最高,過渡層次之。工程實踐表明,車軸經過激光熔覆技術處理后,能消除表面微動損傷,進而延長車軸服役壽命[28]。通過調控熔覆粉末,提高熔覆脫氧性和浸潤性,調節Ni、Mo等微量元素,達到晶粒細化,使修復區綜合機械性能接近甚至高于母材[22]。
6 結語
文章介紹目前動車用輪軸的材料、損傷形式及機理,以及提高輪軸材料服役壽命措施等方面的研究和進展,得出以下結論。
(1)降低碳含量并結合微合金化是目前發展高速、重載軌道機車用輪軸材料的主要趨勢,結合實際服役環境,確定碳及合金元素最佳比例,使材料性能滿足服役安全需要。
(2)車輛在行駛過程中,車軸會承受極其巨大的動載荷,特別是在經過鋼軌接頭、道岔以及不平線路的時候,車軸受到沖擊載荷會加劇車軸提前失效,冷切是車軸斷裂主要形式。微動疲勞損傷是誘發車軸輪座部位微裂紋形成主要原因。
(3)在提高輪軸服役安全可靠性方面,應掌握車軸隨服役里程增加的損傷演變規律,針對不同損傷進行修復;在提高輪軸材料服役壽命方面,需探索合適的表面處理技術,在服役之前對輪軸材料進行處理,以提高其服役壽命;結合再修復技術,對損傷輪軸進行處理使其再次利用。
參考文獻
[1]Hans D. 歐洲 ICE 列車輪對車軸的超聲波檢測 [J]. 國外機車車輛工藝,2011(5):42-45.
[2]王伯銘.高速動車組總體及轉向架[M]. 四川成都:西南交通大學出版社,2014.
[3]鄭偉生.新鋼號可提高車輪壽命3倍[J].國外鐵道車輛,1999,36(5):18-19.
[4]崔銀會,張建平,蘇航,等. 高速列車車輪材料研究的綜述[J].安徽冶金科技職業學院學報,2005(2): 9-12.
[5]王之香,高建兵,王玉玲,等.時速350 km中國標準動車組車軸用鋼DZ2的生產工藝實踐[J]. 特殊鋼,2019,40(1):19-22.
[6]A. Bevan, P. Molyneux-berry, B. Eickhoff, et al. Development and validation of a wheel wear and rolling contact fatigue damage model [J]. Wear, 2013, 307(1-2):100-111.
[7]何成剛. 車輪材料摩擦疲勞損傷機理及微觀組織演變行為研究[D].四川成都:西南交通大學,2018.
[8]林吉忠,劉淑華,吳玉樹,等. 車軸鋼力學及疲勞性能的研究[J]. 中國鐵道科學,1986(1):9-25.
[9]王樹青,周振國,詹新偉. 車軸感應淬火技術研究[J].金屬熱處理,2001(8):31-34.
[10] 張學輝. 關于鐵路貨車車軸常見故障探傷分析方法研究[D]. 山西太原:中南大學,2017.
[11] 田子興,沈華. 優化鐵路車輛輪對生產線工藝布局的思考[J].交通建設與管理,2015(8):317-319.
[12] 周勇,門永林,徐力,等. 城軌車輛輪對壓裝損傷原因分析及工藝優化[J]. 機車車輛工藝,2018(1):12-18.
[13] 吳菲,肖峰,江波,等. C和Si含量對車輪鋼腐蝕行為的影響[J]. 腐蝕與防護, 2017,38(2):124-128.
[14] 任學沖,高建雨,吳菲,等. 腐蝕對車輪鋼疲勞極限的影響及含腐蝕車輪的安全評估[C]//中國機械工程學會.北京:中國機械工程學會第十八屆全國疲勞與斷裂學術會議論文摘要集,2016:1.
[15] 王少杰,韓立青,曾偉,等. 低溫對ER8車輪鋼力學性能的影響[J]. 材料研究學報,2018,32(6):401-408.
[16] 任學沖,馬英霞,高克瑋,等.溫度對高速車輪鋼斷裂韌性的影響[J].中國鐵道科學,2013,34(5):93-99.
[17] J. Peng, C. Song, M. Shen, et al. An experimental study on bending fretting fatigue characteristics of 316L austenitic stainless steel[J]. Tribology International,2011,44(11):1417-1426.
[18] H. Ishida等. 輪軌接觸力新的連續測量法[J].國外鐵道車輛,1998(2):19-24.
[19] 唐道武. 列車車輪疲勞強度安全評定的研究[J].機車電傳動,2008(3):31-41.
[20] 陸超,徐傳波,徐騰養,等. 高速動車組車軸強度評定的工程方法應用[J].中國工程機械學報,2017(5):460-470.
[21] 趙永翔,蔡慧,敬霖. HXD2機車動力輪對的集成有限元模型[J]. 機械工程學報,2014,50(14):21-26.
[22]齊先勝,侯有忠,牛富杰,等. 高速動車組車軸的再制造可行性分析[J]. 電焊機,2017,47(10):8-15.
[23] 李叢辰,陳文靜,向超,等. EA4T 鋼表面激光熔覆Fe314合金熔覆層的微觀組織及性能[J]. 電焊機,2016,46(5):73-77.
[24] Л. Γ. Γорстко,李先全. 用自動堆焊修復車輛車軸螺紋部位的缺陷[J]. 國外鐵道車輛,1991(2):54-57.
[25] 程江波,梁秀兵,徐濱士,等. 電弧噴涂納米結構涂層的組織與磨損性能[J]. 摩擦學學報,2009(6):600-605.
[26] 劉偉,何慶復,陳善忠. 車軸修復用熱噴涂層厚度對微動損傷行為的影響[J]. 摩擦學學報,2002(6):435-438.
[27] 許妮君,劉常升,馮欣俁,等.激光工藝對45鋼表面梯度熔覆層組織性能的影響[J]. 東北大學學報,2019(4):495-499.
[28] 薛志芬. 45鋼表面激光熔覆耐磨耐蝕涂層研究[D].重慶:重慶理工大學,2009.
[29] C. Zhu, J. He, J. Peng, et al. Failure mechanism analysis on railway wheel shaft of power locomotive[J]. Engineering Failure Analysis,2019(104): 25-38.
收稿日期 2020-01-03
責任編輯 司玉林
猜你喜歡
山東工業技術(2016年24期)2017-01-12 13:15:30
中國科技博覽(2016年24期)2016-12-28 22:33:43
中國科技博覽(2016年16期)2016-09-19 20:31:00
中老年健康(2016年7期)2016-07-29 01:59:14
現代經濟信息(2016年16期)2016-07-26 06:09:42
人民論壇(2016年16期)2016-07-15 10:36:27
家庭科學·新健康(2016年7期)2016-07-13 23:39:12
科技視界(2016年6期)2016-07-12 09:48:04
中國科技博覽(2016年10期)2016-04-29 04:03:16
中國科技博覽(2016年5期)2016-04-23 16:03:06
