地鐵構架UT探傷焊縫質量控制研究
2020-06-29 07:27:44葛歡歡郭文俊孫正夏
大眾科學·中旬 2020年7期
葛歡歡 郭文俊 孫正夏

摘要:本論文主要介紹了地鐵構架UT探傷焊縫質量控制的工藝改善方法。從組裝、調平、焊接及檢測方法等方面對焊接缺陷的原因進行深入分析,并根據分析提出了相應的焊接工藝改善方法,有效解決了地鐵構架橫梁與側梁對接焊縫UT探傷缺陷問題,極大提高了產品質量和生產效率。
關鍵詞:地鐵構架;V型對接焊縫;UT;工藝改善
0引言
不斷發展的社會需求催生了大量的新型軌道車輛產品,但同時也使車輛的安全運營問題面臨前所未有的挑戰 。隨著軌道交通的快速發展,對產品的質量要求越來越高,轉向架構架作為機車車輛行走部的骨架,起到關鍵的連接和承載作用,焊接構架結構復雜,焊縫質量直接影響列車運行安全,如何保證焊縫質量降低焊接缺陷是焊接工藝優化的關鍵 。當前地鐵構架UT探傷焊縫的缺陷主要為近板厚缺陷,修復難度極大,造成大量人力物力浪費,并對構架生產周期產生影響,該問題亟待解決。
1工藝現狀
地鐵構架UT探傷焊縫結構形式:板厚14mm對接焊縫,加墊板(筋板作為墊板使用),焊縫長度445mm,如圖1所示。首列平均每臺車UT探傷缺陷達到6.5筆,通過對缺陷位置、深度、類型等進行統計分析,發現缺陷主要集中在主橫梁與側梁組成銜接的對接焊縫上(共4條),缺陷深度90%以上在板厚13mm左右(近板厚),缺陷位置95%以上處于筋板拼接處及點固焊位置,缺陷類型95%以上為條狀(未熔合或裂紋)缺陷。
2焊接缺陷問題分析
針對UT探傷異常問題,對缺陷焊修過程進行跟蹤,對缺陷位置、深度、類型等進行統計。對組裝、調平、焊接過程進行全程跟蹤,對現場實際操作情況如組裝間隙、鈍邊、錯邊情況、墊板狀態、點固焊、焊道布置、工藝參數合理性等進行分析,最終得出影響焊縫質量的主要因素有以下三點。
2.1調平方式
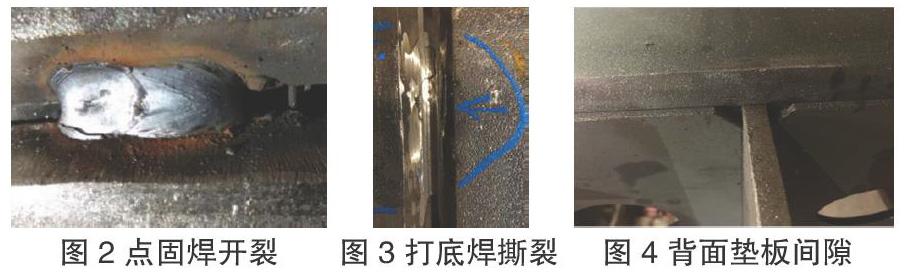
側梁組成兩端壓型且板厚過大(14mm)、焊縫過長(445mm),焊縫組裝調平難度較大,點固后依靠錘擊方式進行調平,點固一端后依次順延點固。組焊后焊縫受力較大且應力無法釋放形成應力集中,出現點固焊開裂現象,如圖2所示。
2.2應力集中
主橫梁蓋板與側梁組成蓋板銜接的對接焊縫,墊板為主橫梁筋板,筋板三面焊接完成后成為一體,點固焊將蓋板與筋板連接,蓋板長直焊縫焊接時,蓋板焊縫無法自由伸縮,承受較大的應力,熔池金屬冷卻凝固時,極易造成點固焊及打底焊撕裂 ,如圖3所示。
2.3墊板間隙
主橫梁筋板為拼接而成,受板與板間倒角、間隙等因素影響,對接焊縫組裝后,墊板(筋板)局部會出現較大空隙(結構突變)情況,如圖4所示。焊接過程極易出現焊漏、焊穿、焊瘤缺陷。另外,打底焊焊道較窄,局部凹陷處電弧可達性較差,無法保證根部融合。
3焊接工藝改善
針對焊接中存在的問題,根據主橫梁與側梁組成結構特點,設計制作組焊調平工裝,降低調平勞動強度。針對UT探傷異常問題,通過采取優化組焊順序、增加蓋板與筋板間隙、組裝前對筋板拼接處進行預處理等措施,降低焊縫UT探傷缺陷,保證了焊縫質量并且提升了生產效率。
3.1改善調平方式
改善調平方式,利用杠桿原理設計制作專用組焊調平工裝,對焊縫進行微調,將需要調修的位置直接利用壓頭的作用力,將對接焊縫錯邊調至1mm內,機械調平降低了勞動強度并且有利于錯邊及平面度控制。
3.2優化組焊順序
為避免點固焊對焊縫質量的影響,機械調平后直接進行打底焊接,對接焊縫內無點固焊,打底焊一次完成,因點固焊導致缺陷概率降為零 ,有利于保證打底焊質量,焊接過程中釋放部分壓力,打底焊不會出現冷卻過程開裂情況。
3.3增加組裝間隙
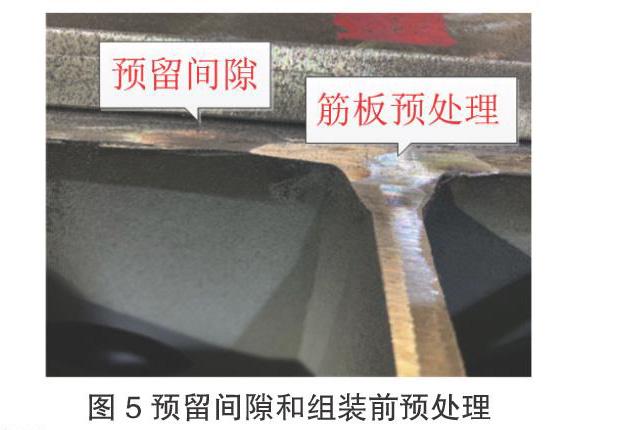
在蓋板對接焊縫與背面筋板之間增加0.5mm間隙,增加間隙后蓋板焊縫與筋板分離,如圖5所示,焊接過程不受筋板約束能夠自由伸縮,釋放了焊接應力。另外增加間隙后,打底焊時可清楚觀察電弧打開熔池狀態,可獲得均勻背面焊縫成型。
3.4組裝前預處理
組裝前對筋板拼接處進行預處理,組焊前將筋板倒角和筋板拼接位置進行焊接預處理,焊接完成后進行打磨處理,如圖5所示,預處理后筋板背面平整無空隙及結構突變,降低了打底焊操作難度,有利于保證打底焊焊接質量。
4改善效果
從降低焊接缺陷入手,制作調平專用工裝,極大降低焊接組裝調平勞動強度。對現有焊接工藝進行優化,一是通過組裝前預處理及調平后直接進行打底焊接,有效保證了打底焊質量,二是增加組裝間隙,釋放了焊接應力,最終提高了對接焊縫UT探傷合格率,避免因焊縫存在缺陷進行焊修浪費的人力物力,提升了生產效率,保證了焊縫質量。
焊接質量對比:工藝改善措施制定后,進行構架焊接試驗,得到2個構架的UT探傷結果,1#構架對接焊縫0筆缺陷,2#構架對接焊縫2筆缺陷(深度4mm、6mm端部氣孔、夾雜缺陷),驗證結果近板厚缺陷0筆,改善措施在工序推廣后,地鐵構架對接焊縫UT探傷缺陷由原來的每臺車6.5筆降至1.2筆,達到了預期效果。
5結論
通過設計組焊調平專用工裝、優化組焊順序、組裝前進行預處理等措施成功解決了地鐵構架對接焊縫UT探傷合格率低的問題,有效提高了產品質量和生產效率,改善措施可為后期同類焊縫結構提供借鑒。
參考文獻
[1]王萌.焊接轉向架構架線路載荷的特征與應用研究[D].北京交通大學,2016.
[2]段珍珍,張雪紅,谷曉鵬.軌道車輛焊接制造工藝現狀及發展趨勢[J].焊接技術2011,40(11):1-5.
[3]李德學,張世娟.焊接型鋼焊縫裂紋的原因分析[J].鋼結構,2013,28(02):55-5.
[4]陳祝年.焊接工程師手冊[M].鋼結構,機械工業出版社,2004.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39