MTO裝置氣相甲醇管線腐蝕原因探討
2020-06-24 08:46:08王翔
山東化工 2020年10期
王 翔
(神華包頭煤化工有限責任公司,內蒙古 包頭 014000)
某煤化工企業MTO裝置通過把自上游裝置來的MTO級甲醇升溫氣化后送入反應器,反應生成乙烯及丙烯氣體。甲醇蒸汽換熱器(汽化器)把液相甲醇升溫至氣化溫度,使液相甲醇轉變為氣相甲醇,并把氣相甲醇輸送至甲醇-產品氣立式換熱器進一步升溫。一旦該管線出現影響安全生產問題的事故,將會直接導致全廠停車。該裝置運行期間甲醇蒸汽換熱器甲醇側出口彎頭發生輕微泄漏,經研究分析,系出現腐蝕導致,該腐蝕對裝置安全生產造成了嚴重安全隱患。
經觀察,管道內壁出現區域性點腐蝕,嚴重區域已經穿透管壁,造成甲醇泄露。
1 管道概況及檢測數據
該裝置出現腐蝕的氣相甲醇管線總長約150m,管道直徑在DN800-DN1100之間,管線材質為Q245R,厚度12mm。該管線上彎頭21個,均出現腐蝕,其中6個較為嚴重;DN800以上管徑三通4個,均出現輕微腐蝕;承插鏈接小管徑管道均出現輕微腐蝕。腐蝕位置多發生于管道下部、彎頭直接沖刷處、彎頭焊縫處、三通焊縫處、變徑焊縫處、變徑縮管段、承插接管連接處、管道低點等位置。直管段的腐蝕點數量較少,腐蝕面積也比較小。
在該管線重點監測位置從外部進行管線瞬變電磁檢測進行測厚,部分結果如下:
測點一:甲醇管線上距離汽化器出口約50M彎頭部位縱向焊縫(W1),管線直徑DN1000,彎頭焊縫處原始厚度12mm,焊縫全長約3.1M,該位置管線瞬變電磁檢測結果圖部分如圖1,W1測點管線瞬變電磁檢測缺陷位置示意圖如圖2。
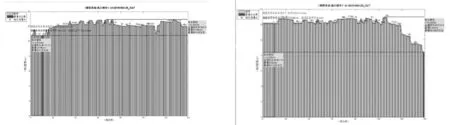
圖1 W1測點管線瞬變電磁檢測部分結果圖

圖2 W1測點管線瞬變電磁檢測缺陷位置示意圖
由管線瞬變電磁檢測結果可以看出,從測量最高點至測量最低點的金屬損失率約為19.8%-37.5%,W1縱縫上測點腐蝕嚴重區域面積約為30×100mm +30×350mm。檢測厚度約為6.94mm~9.21mm。
測點二:甲醇管線距離汽化器約70M處變徑(B1),測量位置為DN1100-DN900縮頸區域,管道原始厚度16mm,測量位置全長約1.5M,該位置管線瞬變電磁檢測結果圖部分如圖3。

圖3 B1測點管線瞬變電磁檢測部分結果圖
由管線瞬變電磁檢測結果可以看出,由測量最高點至測量最低點的金屬損失率約為34%~38%,B1測點腐蝕嚴重區域面積約為30×100mm ,檢測厚度約為11.89mm~15.33mm。
現場使用瞬變電磁檢測檢查其他位置,均發現存在不同程度腐蝕,檢查出存在腐蝕部位的金屬損失率約在20%~38%之間,且抽檢出的存在腐蝕的比例較高。
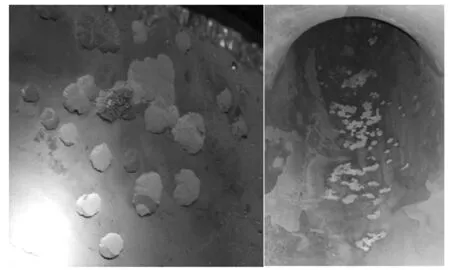
現場檢修期間對部分減薄嚴重區域進行切割觀察,進入管道后發現,腐蝕位置減薄厚度最大近8mm,呈點片狀分布,點片狀孔洞直徑約在30mm,呈不規則狀,發生于介質直接沖擊處;焊縫附近腐蝕沿焊縫周圈向外拓展,靠地面處較多較深,呈條狀分布。腐蝕形態如圖4。
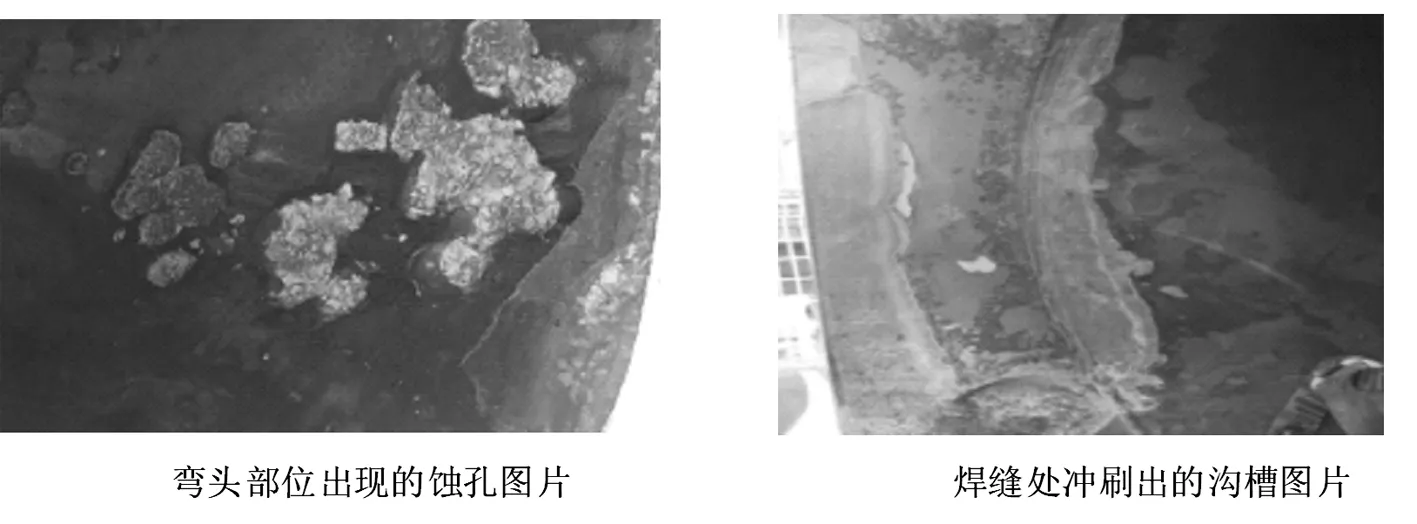
圖4 腐蝕形態
腐蝕最嚴重彎頭位于甲醇蒸汽汽化器甲醇側出口彎頭區域,位置如圖5。
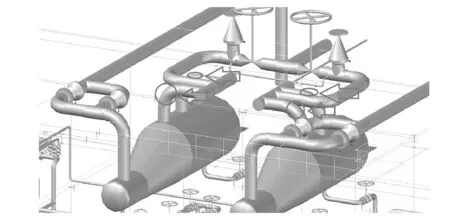
圖5 甲醇蒸汽汽化器甲醇側出口彎頭區域
根據工藝參數得知,該甲醇蒸汽汽化器管程介質為高溫水蒸氣,蒸汽入口溫度200℃,出口溫度150℃,壓力0.46MPa;殼程介質為粗甲醇,入口溫度為100℃,出口溫度106.5℃壓力0.36MPa[1-2]。
粗甲醇主要成分如下表1(采樣點S119_151E108)

表1 粗甲醇主要成分
由于MTO催化劑的活性中心為酸性,導致該催化劑對堿金屬高度敏感,所以MTO級甲醇指標中要求堿金屬含量不高于0.1ppm,呈現弱酸性。由于檢測手段限制,含量低于1ppm無法檢測,無法確定是否含有H2S、Cl-等雜質。
2 腐蝕原因分析
(1)通過對現場觀察到的管線腐蝕形態對該甲醇管線進行分析,腐蝕形態大體上分三種:一種為均勻腐蝕,腐蝕較為均勻的分布在管壁上,該形態腐蝕較容易進行監控維護,對裝置生產運行造成影響較小;一種為條形溝槽狀腐蝕,多發生在焊縫或變徑周邊,沿焊縫及介質流向方向蔓延;一種為點腐蝕,腐蝕部位多成點片狀,集中于一片區域,該腐蝕形態分布位置不確定,但彎頭上多有發生,腐蝕程度較深,檢查監測時容易遺漏。條形溝槽狀腐蝕和點腐蝕是對生產運行造成影響的主要腐蝕形態。
(2)通過對該管線管道介質及管道材料分析,甲醇為粗甲醇,其中含有少量甲酸、乙酸等酸性物質。酸性環境下形成水、氧腐蝕及酸腐蝕為主的電化學腐蝕,電化學腐蝕使管道內表面產生Fe2O3、Fe2S和Fe2O3、Fe2S產生過程中的中間產物。該腐蝕產物質地疏松,并不能有效阻止腐蝕繼續發生,但會隨著腐蝕產物變厚減少管道與介質中水的接觸,使得水、氧腐蝕減少,酸腐蝕增加。
(3)通過對管道材料、焊縫材料及介質中雜質的晶體結構分析可以發現,管道材料金屬晶體結構主要為鐵素體,焊接材料由于焊接工藝原因存在大量珠光體結構。鐵素體與珠光體區域在管道內介質流動時可以形成大陽極-小陽極的原電池,形成電化學腐蝕,這可能是焊縫附近沿焊接區域產生的條狀腐蝕早期原因。該原因對腐蝕程度的具體影響須進一步研究分析。
(4)通過對現場的腐蝕位置分析,腐蝕在該管線各個位置均有產生,但腐蝕嚴重區域多集中于介質流動發生變化區域,該部分區域可能存在沖刷腐蝕區域。
在正常工況下,高流速介質在管道內發生流向改變時會對管道內壁表面產生機械沖擊,破壞管道內壁表面的氧化層,使得被破壞氧化層的表面內壁更容易發生電化學腐蝕,介質中的雜質也更容易沖刷管道形成凹槽式管道損傷。但通過觀察此甲醇管線腐蝕形態可看出管道內機械沖刷造成凹槽樣式的腐蝕不是造成影響裝置運行的主要原因,機械沖刷對該管線影響為破壞管道內壁表面的氧化層,加速其他樣式腐蝕的形成。
Zelders在1949年第一次提出了腐蝕與磨損之間的相互作用[3]即:腐蝕與磨損共同作用所造成的材料損失量大于單純腐蝕加干磨損時的質量損失,腐蝕與磨損之間相互影響加速了材料的流損。Kim等人用電化學方法研究了材料在腐蝕磨損條件下的腐蝕行為,發現磨料的機械作用使腐蝕速度增加了2~4個數量級[4-5]。
工藝條件不穩定時,汽化器液位上下波動導致甲醇在汽化器上部過熱不充分,汽化器除沫網不能充分發揮作用,出現夾液現象,形成兩相流的沖刷腐蝕。汽化器內部管束外壁存在部分固體雜質,波動較大時可能出現固體雜質夾帶,形成三相流的沖刷腐蝕。
該管道直徑在DN800-DN1100之間,較大的管徑導致管道存在較為嚴重的熱損失,管道低點位置存在積液,介質在流動過程中可能會夾帶積液形成兩相流的沖刷腐蝕,積液中存在少量固體雜質,工況波動時可能會形成氣液固三相沖刷腐蝕。
在現實工況下,由于工藝調整過程的波動性和汽化器管程的飽和蒸汽溫度壓力不穩定,會造成溫度呈現階梯式波動。汽化器出口溫度為106.5℃,該溫度下介質中的水可能會發生結露現象,與彎頭部位接觸后,出現氣液兩相流的沖刷腐蝕。
結露過程中會不可避免的產生局部濃度偏高的露點,露點中的甲醇電解質濃度也會提升,與其他腐蝕因素相互疊加進一步加速了腐蝕速度。這些露點與腐蝕部位接觸后產生優先腐蝕區,呈區域性點狀分布,而腐蝕析出的物質進一步提高了腐蝕介質濃度,使點狀腐蝕區逐步擴大與其他點狀區域相互融合,形成腐蝕坑,而部分位置腐蝕坑坑內介質流速較低,使坑內局部濃度進一步提升,形成更大的腐蝕坑。管道下部介質濃度高于其他位置,且沉積部分雜質,使得下部腐蝕更加嚴重。
(5)由于檢測手段限制,含量低于1ppm無法檢測,無法確定是否含有H2S、Cl-等腐蝕物質,但并不排除極少量的H2S、Cl-腐蝕也是加速管線腐蝕的原因之一,需要進一步論證排除。
綜合來看,該管線腐蝕并非單一原因導致,不同部位不同腐蝕形態有其各自形成的主要原因,腐蝕嚴重區域為多種因素相互影響疊加造成。
3 建議采取的干預措施
3.1 對裝置安全生產運行造成影響的腐蝕位置均為出現沖刷腐蝕區域,通過減少該甲醇管線內部的沖刷腐蝕所造成的影響即可以有效減少嚴重腐蝕區域出現,建議采取的干預方式有:
(1)對存在沖刷腐蝕部位的管道內部進行表面噴涂。現管線內部防磨噴涂技術已經比較成熟,對該甲醇管線出現的問題可采用內表面噴涂方式進行主動預防。目前,有機防腐噴涂、無機防腐噴涂、耐磨金屬噴涂三種技術均在石化領域抗腐蝕方面有所應用。需要通過實驗及現場測試尋找適合該管線的噴涂材料。
(2)增大彎頭彎曲半徑。
增大彎頭等存在介質流向流速發生改變部位的彎曲半徑,并適當增加壁厚,該方式減少流體介質在管道內表面的承壓,進而減少沖刷腐蝕造成的影響,該方式在石油化工領域應用較廣。
(3)提高焊接部位內表面質量。在管線焊接過程中,減少焊縫在管道內壁的突出或凹槽,避免產生焊滴或未焊透部位,防止局部出現渦流或湍流,使內部保持良好的流動狀態。
3.2 焊縫附近出現沿焊縫向周邊拓展的條狀腐蝕溝主要的形成原因為鐵素體與焊接材料中的珠光體區域產生電化學腐蝕,建議采取的干預方式為:
(1)焊接時盡量減少管道對口間隙,使暴露在管道內部的焊接材料減少。
(2)提高焊接區域熱穩定性,避免焊縫材料及熱影響區晶體結構出現較大差異,減少電化學腐蝕產生。
(3)嘗試通過電化學腐蝕保護方式減少關鍵位置腐蝕。現有電化學防腐工藝有外加電流保護、犧牲陽極保護、排流保護、磁場防腐等。
3.3 汽化器出口彎頭處腐蝕最為嚴重,可能系汽化器操作及設備設計因素導致,建議采取的干預方式為:
(1)在允許范圍內降低汽化器內甲醇液位,增加氣相甲醇過熱段空間。
(2)減少汽化器內甲醇液位波動及溫度波動,降低因操作波動導致出現露點及夾液現象。
(3)改進除沫網設計,減少液相介質進入管線。
(4)增加出口彎頭至汽化器之間的距離。
(5)在汽化器甲醇出口位置管線上增加伴熱、增加保溫厚度,減少該位置結露現象。
3.4 對已經出現的腐蝕問題的管道,我們通過以下措施進行干預:
(1)對管道內壁出現腐蝕坑部位進行內部補焊,對不平整區域或初期腐蝕坑進行打磨,盡量使管道內保持平整,減少渦流或湍流產生。
(2)對腐蝕影響較大區域進行外部補強,增加管道的機械性能。補強部位留觀察口,防止內部腐蝕穿透管壁。
(3)使用射線、超聲、瞬間電磁法等手段對高風險區域進行監控,對低風險區域進行抽查,預防事故的發生。
(4)降低甲醇中酸性物質含量,減少酸性腐蝕。
(5)管道低點定期排液,減少兩相流沖刷腐蝕。
3.5 在新建設類似裝置時可以采取以下措施減少此類事故的發生:
(1)減少汽化器出口段與下一級設備之間的距離及彎頭變徑數量。該介質進一步升溫后的管線內部未發現腐蝕,縮短該段管線長度及彎頭變徑數量可減少腐蝕的發生。
(2)考慮使用精甲醇替代雜質較多的粗甲醇。精甲醇中可能造成腐蝕的雜質更少,在計算成本時需要考慮該管線腐蝕的設備折損。
(3)考慮使用耐腐蝕程度更高的材料。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
