高速精密加工中心進給系統(tǒng)并聯(lián)恒溫控制裝置的設(shè)計
2020-06-23 07:15:16楊錦斌
機械制造 2020年6期
關(guān)鍵詞:系統(tǒng)
□ 楊錦斌
西藏玉龍銅業(yè)股份有限公司 西藏昌都 854000
1 設(shè)計背景
目前,高速精密加工中心在國內(nèi)外具有很大的市場潛力。隨著高速切削技術(shù)在進給系統(tǒng)中的普及應(yīng)用,進給系統(tǒng)接觸區(qū)域在工作中會產(chǎn)生大量熱,使?jié)L珠絲杠副產(chǎn)生熱變形誤差,從而影響機床的加工精度,導(dǎo)致進給系統(tǒng)的傳動剛度降低[1]。滾珠絲杠進給系統(tǒng)作為目前使用廣泛的一種結(jié)構(gòu)形式,具有同步性能好、傳動精度高、效率高、使用壽命長等優(yōu)點,與直線電機相比,成本低,結(jié)構(gòu)簡單[2]。加工中心進給系統(tǒng)在進行往復(fù)運動時,滾珠絲杠副極易因發(fā)熱而產(chǎn)生熱變形,嚴(yán)重影響機床的加工精度和進給系統(tǒng)的傳動剛度。為了改善進給系統(tǒng)的加速度特性,提高滾珠絲杠軸系的系統(tǒng)剛度和滾珠絲杠副的軸向剛度,減小啟動、停止瞬間的彈性變形,需要解決發(fā)熱問題。解決發(fā)熱問題的有效方法是將冷卻介質(zhì)通入發(fā)熱部位,進行強制循環(huán)冷卻。對此,筆者設(shè)計了高速精密加工中心進給系統(tǒng)并聯(lián)恒溫控制裝置,為高速精密加工中心實現(xiàn)較高定位精度和穩(wěn)定性提供技術(shù)支撐。
2 滾珠絲杠副進給系統(tǒng)特性分析
2.1 機械特性
隨著機床進給速度和加速度的不斷提高,人們對進給系統(tǒng)動態(tài)性能的要求越來越高。在高速加工時,可能激發(fā)滾珠絲桿的低頻振動[3],這將導(dǎo)致進給系統(tǒng)的定位精度和安全性降低。直接影響進給系統(tǒng)動態(tài)性能的主要因素有滾珠絲杠副接觸剛度、阻尼非線性因素等,分析絲杠轉(zhuǎn)速、接觸角、螺旋升角等特性參數(shù)對滾珠絲杠副接觸剛度的影響,具有重要意義[4]。
對于單螺母滾珠絲杠副而言,將電機的旋轉(zhuǎn)運動轉(zhuǎn)換為工作臺的直線運動,絲杠螺母中滾子的運動軌跡是螺旋線。當(dāng)螺母所承受的工作載荷為F時,單螺母滾珠絲杠副的軸向變形量δa為[5]:
δa=KF2/3
(1)
式中:K為變形系數(shù)。
當(dāng)接觸角一定時,變形系數(shù)為一定值。
單螺母滾珠絲杠副的軸向接觸剛度Ka為:
Ka=dF/dδa
(2)
聯(lián)立式(1)、式(2),可得:
Ka=F1/3/K
(3)
綜上所述,可以確認(rèn)軸向接觸剛度隨軸向載荷的增大而增大。
在滾珠絲杠副工作時,絲杠的轉(zhuǎn)速是不斷變化的,導(dǎo)致滾珠絲杠副的接觸角不斷發(fā)生變化,從而影響軸向接觸剛度[6]。當(dāng)滾珠高速運動時,滾珠與內(nèi)、外滾道的接觸力Qij、Qoj滿足:
Qijsinαij-Qojsinαoj-Mgj(λijcosαoj
-λojcosαij)/D=0
(4)
Qijcosαij-Qojcosαoj-Mgj(λijsinαoj
-λojsinFcj)/D+Fcj=0
(5)
式中:Fcj為滾珠受到的離心力;Mgj為陀螺力矩;D為絲杠公稱直徑;αij為內(nèi)滾道接觸角;αoj為外滾道接觸角;λij為內(nèi)滾道導(dǎo)熱因子;λoj為外滾道導(dǎo)熱因子[5]。
在已知各接觸角及接觸力的情況下,利用赫茲接觸理論,即可計算得到接觸變形值,從而求解單螺母滾珠絲杠的剛度[8]。
2.2 熱特性
對于一個無質(zhì)量流出或流入的封閉系統(tǒng)而言,熱分析遵循熱力學(xué)第一定律及能量守恒定律,有:
Q-W=ΔU+ΔEk+ΔEp
(6)
式中:Q為熱量;W為所做的功;ΔU為系統(tǒng)內(nèi)能;ΔEk為系統(tǒng)動能;ΔEp為系統(tǒng)勢能。
通常考慮沒有做功,即W為零,則Q與ΔU相等。而對于滾珠絲杠副進給系統(tǒng)中的穩(wěn)態(tài)熱分析,則有Q與ΔU均為零,即滾珠絲杠副進給系統(tǒng)流入的熱量等于流出的熱量。
3 并聯(lián)恒溫控制裝置設(shè)計方案
針對現(xiàn)有滾珠絲杠副產(chǎn)生熱變形誤差,影響機床加工精度及進給系統(tǒng)傳動剛度的問題,筆者設(shè)計了高速精密加工中心進給系統(tǒng)并聯(lián)恒溫控制裝置。這一裝置由伺服電機、電機座組件、滾珠絲杠副、絲母座及軸承座組件等組成,如圖1所示,由控制系統(tǒng)進行控制。高速精密加工中心進給系統(tǒng)并聯(lián)恒溫控制裝置的特點在于軸承座組件和電機座組件固定于機床底座上,絲母座固定于移動部件上。滾珠絲杠副兩端支撐于軸承座組件和電機座組件,滾珠絲杠副絲母與絲母座接合,并用螺栓緊固。軸承座、絲母座、電機座均設(shè)置有螺旋循環(huán)冷卻槽。依據(jù)進、出口溫度傳感器的信息,控制系統(tǒng)發(fā)出指令,由伺服電機變頻調(diào)整油泵輸出冷卻介質(zhì)的流量、流速,并根據(jù)軸承座、絲母座、電機座及電機接合端面具體進、出口溫度需求,調(diào)整定量適配器,控制冷卻介質(zhì)流量,進一步優(yōu)化恒溫控制,實現(xiàn)差異降溫、恒溫控制的目的[9-10]。
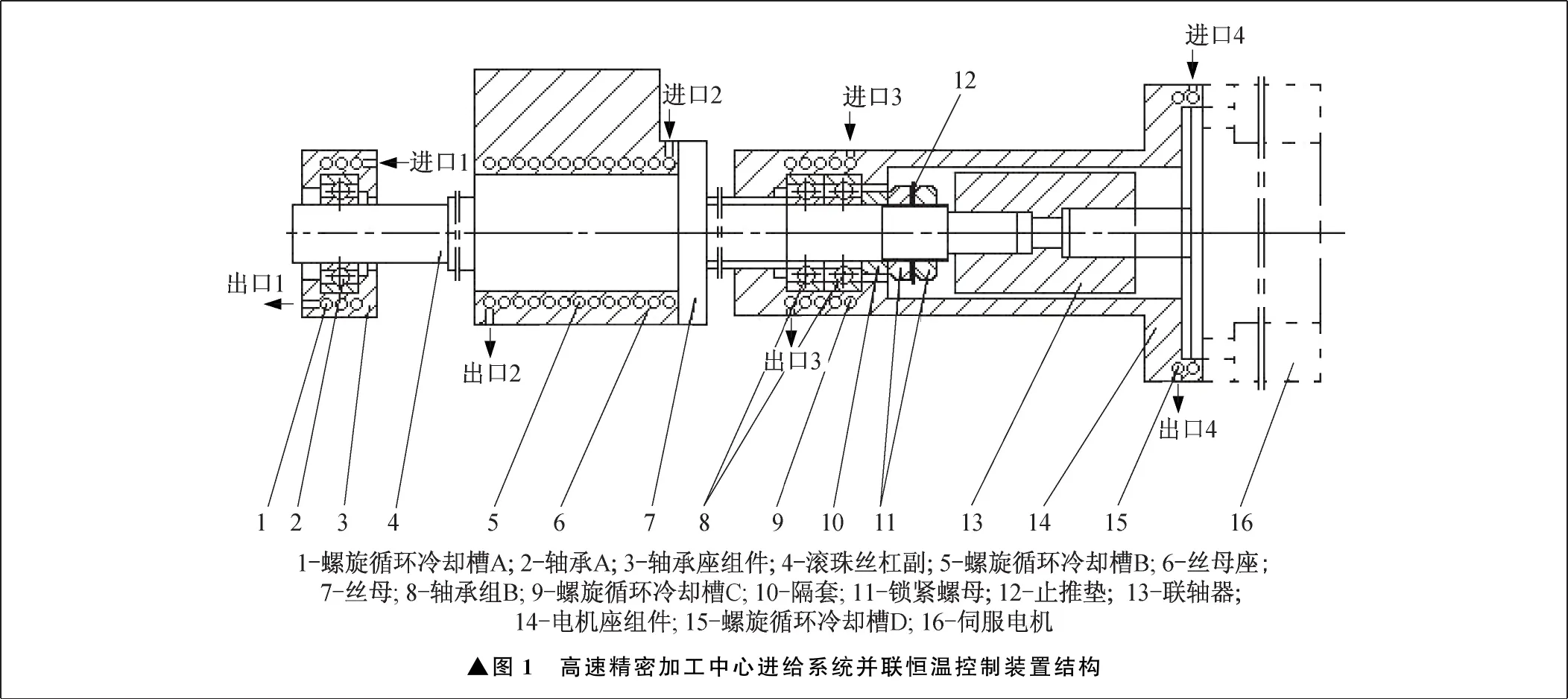
▲圖1 高速精密加工中心進給系統(tǒng)并聯(lián)恒溫控制裝置結(jié)構(gòu)
軸承座組件由軸承座和軸承A組成,固定于機床底座上,軸承座上設(shè)置螺旋循環(huán)冷卻槽A。電機座組件由電機座、伺服電機、聯(lián)軸器、止推墊、鎖緊螺母、隔套和軸承組B組成,固定于機床底座上,電機座上設(shè)置螺旋循環(huán)冷卻槽C和螺旋循環(huán)冷卻槽D。絲母座固定于移動部件之上,絲母座上設(shè)置螺旋循環(huán)冷卻槽B。
并聯(lián)恒溫控制的原理為:伺服電機通過聯(lián)軸器帶動滾珠絲杠副高速旋轉(zhuǎn),通過絲母座拖動移動部件運動,進給系統(tǒng)接觸區(qū)域產(chǎn)生大量熱量;軸承座、絲母座、電機座上的螺旋循環(huán)冷卻槽通過冷卻介質(zhì)進口以并聯(lián)方式提供冷卻介質(zhì),通過熱交換方式將滾珠絲杠副絲母、軸承座軸承外圈、電機座軸承組外圈、電機座端面的熱量帶走,冷卻介質(zhì)溫度隨之升高;冷卻介質(zhì)通過出口由制冷設(shè)備降溫后,回到冷卻箱,循環(huán)使用。
4 控制系統(tǒng)原理
以高速精密加工中心某軸進給系統(tǒng)為例,并聯(lián)恒溫控制裝置的控制系統(tǒng)對高速精密加工中心進給系統(tǒng)滾珠絲杠副軸承座、絲母座、電機座及電機接合端面控制點分別進行冷卻介質(zhì)進出口端的溫度檢測,將四個溫差信號中溫差最大的一個作為溫度控制信號。控制系統(tǒng)按溫差大小發(fā)出變頻調(diào)速指令,變頻器變頻調(diào)速驅(qū)動定量冷卻泵。冷卻泵向軸承座、絲母座、電機座及電機接合端面螺旋循環(huán)冷卻槽供給冷卻介質(zhì),從直通式溫度傳感器進口以并聯(lián)方式提供冷卻介質(zhì),通過熱交換方式將軸承座、絲母座、電機座及電機接合端面的熱量帶走。冷卻介質(zhì)從直通式溫度傳感器的出口流出,冷卻介質(zhì)出口溫度升高。回流冷卻介質(zhì)通過散熱器、冷凝器及制冷機降溫后回到冷卻介質(zhì)水箱,循環(huán)使用。若進出口冷卻介質(zhì)溫度差增大,則通過控制系統(tǒng)指令使變頻器驅(qū)動變頻電機轉(zhuǎn)速升高,冷卻泵輸出冷卻介質(zhì)的流量、流速增大,加快冷卻介質(zhì)冷卻循環(huán),快速將熱量帶走。控制系統(tǒng)依據(jù)進出口溫度傳感器的信息發(fā)出指令,由伺服電機變頻調(diào)整油泵輸出冷卻介質(zhì)的流量、流速,根據(jù)軸承座、絲母座、電機座及電機接合端面具體進出口溫度的控制需求,調(diào)整定量適配器,控制冷卻介質(zhì)的流量,使軸承座、絲母座、電機座及電機接合端面溫升得到進一步抑制,保證滾珠絲杠不會受熱膨脹,以及系統(tǒng)剛度和定位精度不發(fā)生改變。控制系統(tǒng)原理如圖2所示。
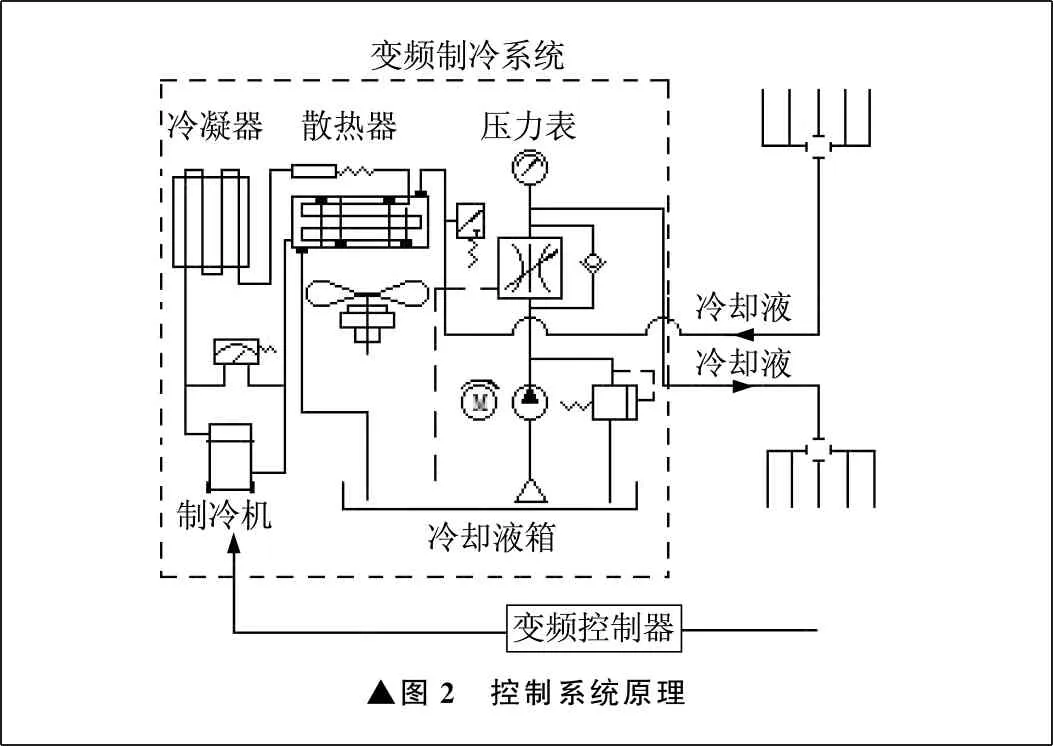
▲圖2 控制系統(tǒng)原理
5 試驗驗證
為進一步驗證并聯(lián)恒溫控制裝置對高速精密加工中心進給系統(tǒng)溫度控制和溫度補償?shù)男Ч?在某型高速精密加工中心進給系統(tǒng)上進行了試驗驗證。
試驗用某型高速精密加工中心進給系統(tǒng)被測滾珠絲杠副主要參數(shù)見表1[11],精度等級為C3。試驗用高速精密加工中心進給系統(tǒng)被測滾珠絲杠副主要運動參數(shù)見表2,循環(huán)方式為線性。
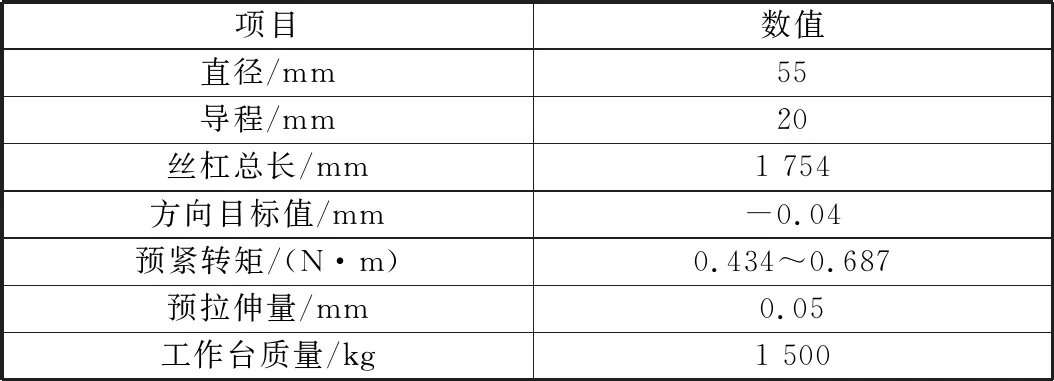
表1 被測滾珠絲杠副參數(shù)
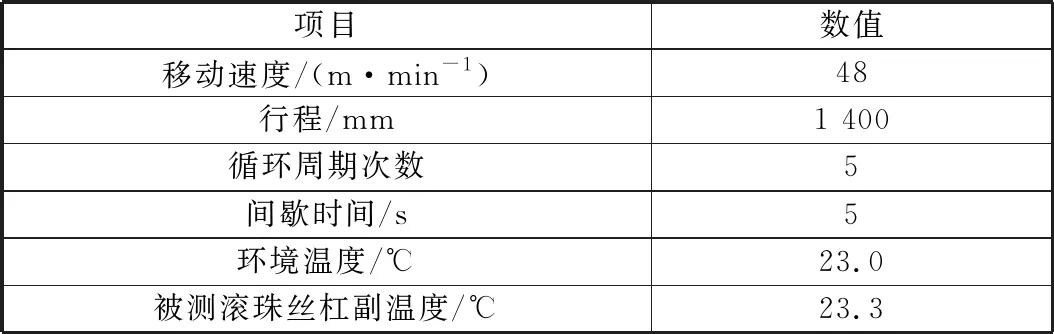
表2 被測滾珠絲杠副運動參數(shù)
高速精密加工中心加工精度切削試驗按照J(rèn)B/T 8771.7—1998《加工中心檢驗條件 第7部分:精加工試件精度檢驗》進行,對三個精加工試件進行加工試驗,并用三坐標(biāo)進行檢驗。
在加工試驗前,對試驗用高速精密加工中心進行精度檢測,包含X軸、Y軸、Z軸,以及工作臺回轉(zhuǎn)B軸的定位精度和重復(fù)定位精度,具體檢測數(shù)據(jù)見表3。

表3 高速精密加工中心精度檢測數(shù)據(jù)
按照J(rèn)B/T 8771.7—1998對三個精加工試件進行加工試驗,具體加工精度數(shù)據(jù)見表4。
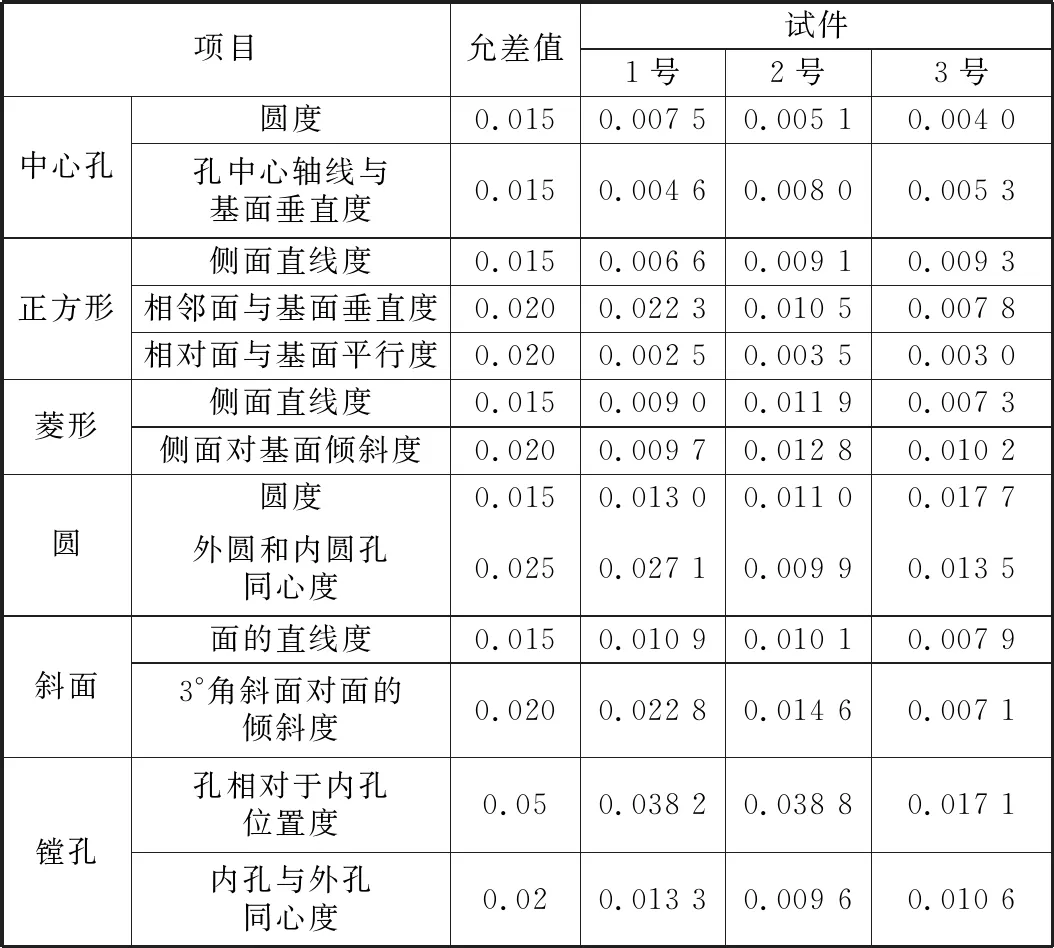
表4 試件加工精度數(shù)據(jù)
試驗結(jié)果表明,由于1號試件試驗時加工中心還處于對溫度補償?shù)钠胶饪刂菩拚^程中,試件加工精度有三項超差。經(jīng)過對2號試件和3號試件試驗,加工精度完全達到了標(biāo)準(zhǔn)要求,并且3號試件的加工精度有明顯提高。
6 結(jié)束語
針對現(xiàn)有滾珠絲杠副產(chǎn)生熱變形誤差,從而影響機床加工精度和進給系統(tǒng)傳動剛度的技術(shù)問題,筆者設(shè)計了高速精密加工中心進給系統(tǒng)并聯(lián)恒溫控制裝置及其控制系統(tǒng),保證了高速精密加工中心進給系統(tǒng)的定位精度和穩(wěn)定性,為高速精密加工中心實現(xiàn)較高定位精度和穩(wěn)定性提供了技術(shù)支撐。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
