大型軋機機架的精加工工藝
2020-06-23 07:15:22安彥玲
機械制造 2020年6期
關鍵詞:工藝
□ 安彥玲
太重天津濱海重型機械有限公司 天津 300450
大型軋機機架是軋制類機組的主要零件,為了方便機架安裝后進行調整,保證軋機正常軋制和軋制精度,對大型軋機機架的機械加工有嚴格要求[1-3]。筆者以本單位生產的2 650 mm軋機為例,分析大型軋機機架精加工過程中的難點,介紹其精加工工藝。
1 大型軋機機架結構及要求
大型軋機機架凈質量為202 t,外形尺寸為1 630 mm×4 900 mm×12 010 mm,窗口尺寸為750 mm×2 400 mm×10 155 mm,地腳面與內窗口基準面垂直度為0.05 mm,地腳面與兩個大水平面垂直度為0.05 mm,兩個大水平面平面度為0.05 mm,內窗口平行度為0.10 mm,壓下孔的尺寸分別為φ580、φ860E9、φ864、φ862E9,深度為1 950 mm,壓下孔同軸度要求為0.1 mm,對稱度為0.05 mm。按工藝要求在加工完一側后,需翻轉180°進行機床檢測,這使形位公差在無形中減小了50%,垂直度要求實際變為0.025 mm,加大了加工難度。
由于大型軋機機架的外形尺寸較大,且加工精度要求高[4],因此按照加工工藝要求在某14 m×60 m龍門銑上進行精加工,筆者就此介紹精加工中的難點及工藝。
2 機架下撓處理
大型軋機機架在實際使用中,處于地腳面向下豎立狀態,如圖1所示。在實際加工中,基于機床特點與加工特性,大型軋機機架必須平放,如圖2所示。以上兩方面因素導致加工與使用過程中機架中間部位下撓。為了解決機架下撓問題,消除由于重力引起的誤差[5-6],在精加工前按工藝要求在鏜銑床上將側立的機架找正,進行半精加工,并做好基準,同時對精加工時工件裝夾支撐位置進行選擇和控制[7]。
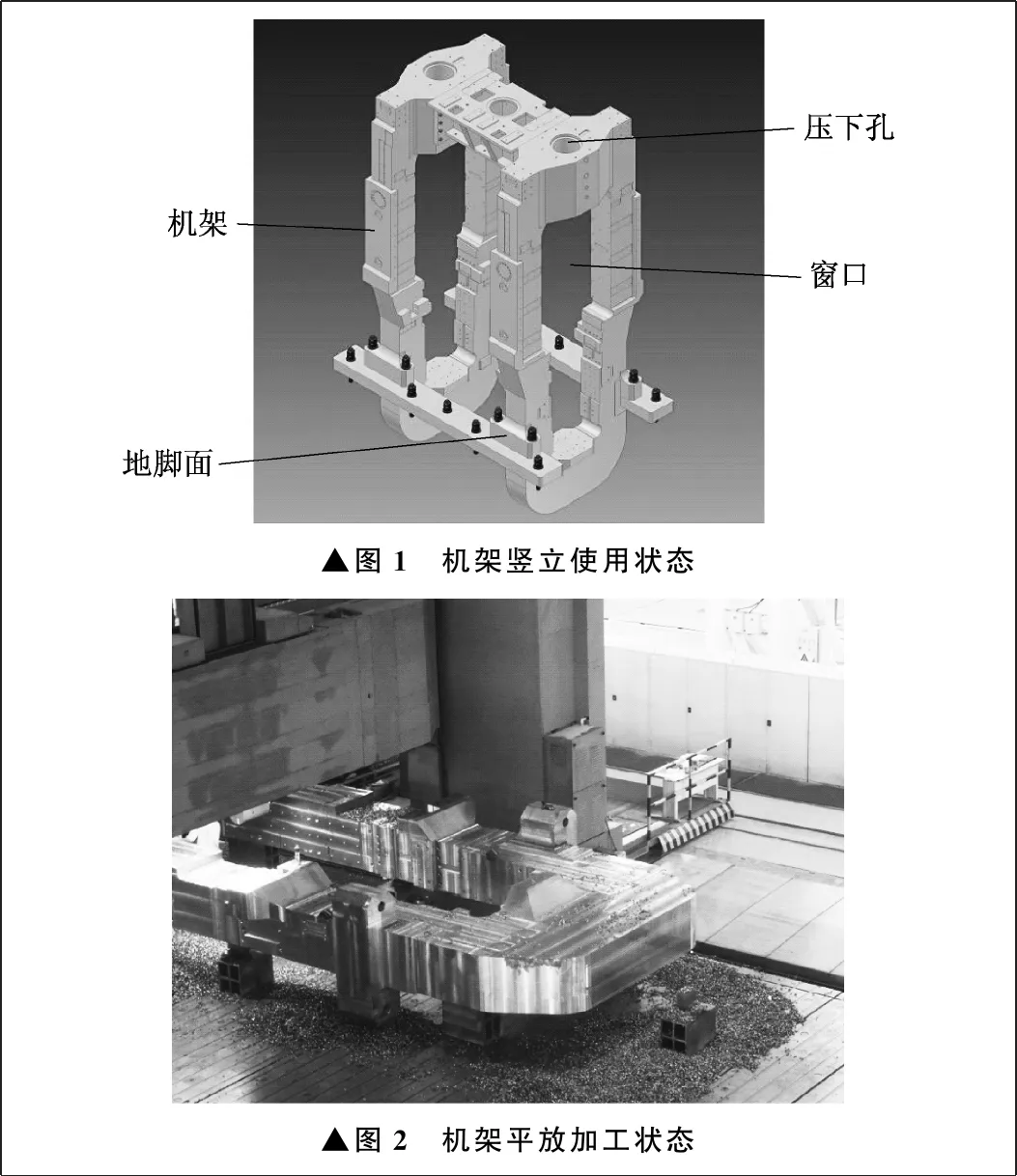
▲圖1 機架豎立使用狀態▲圖2 機架平放加工狀態
機架側立時,一處定位基準選擇在地腳面側面,此面比較寬,作為定位基準比較穩。另一處定位基準選擇在機架壓下孔端的實心處。地腳面側面設兩個定位點,壓下孔處設一個定位點,三點定位即可確定零件位置,其余輔助定位點設置在中間位置。側立定位基準如圖3所示。在大平面窗口上下各加工一處寬150~200 mm的工藝找正基準,如圖4所示。跑表測量,每300 mm一個記錄點,記錄實測值。使用龍門銑精加工前,將工件平放,找正上述基準,要求每一個點與實測值一致。按這一方法處理,再對機架進行精加工,即可消除下撓誤差。
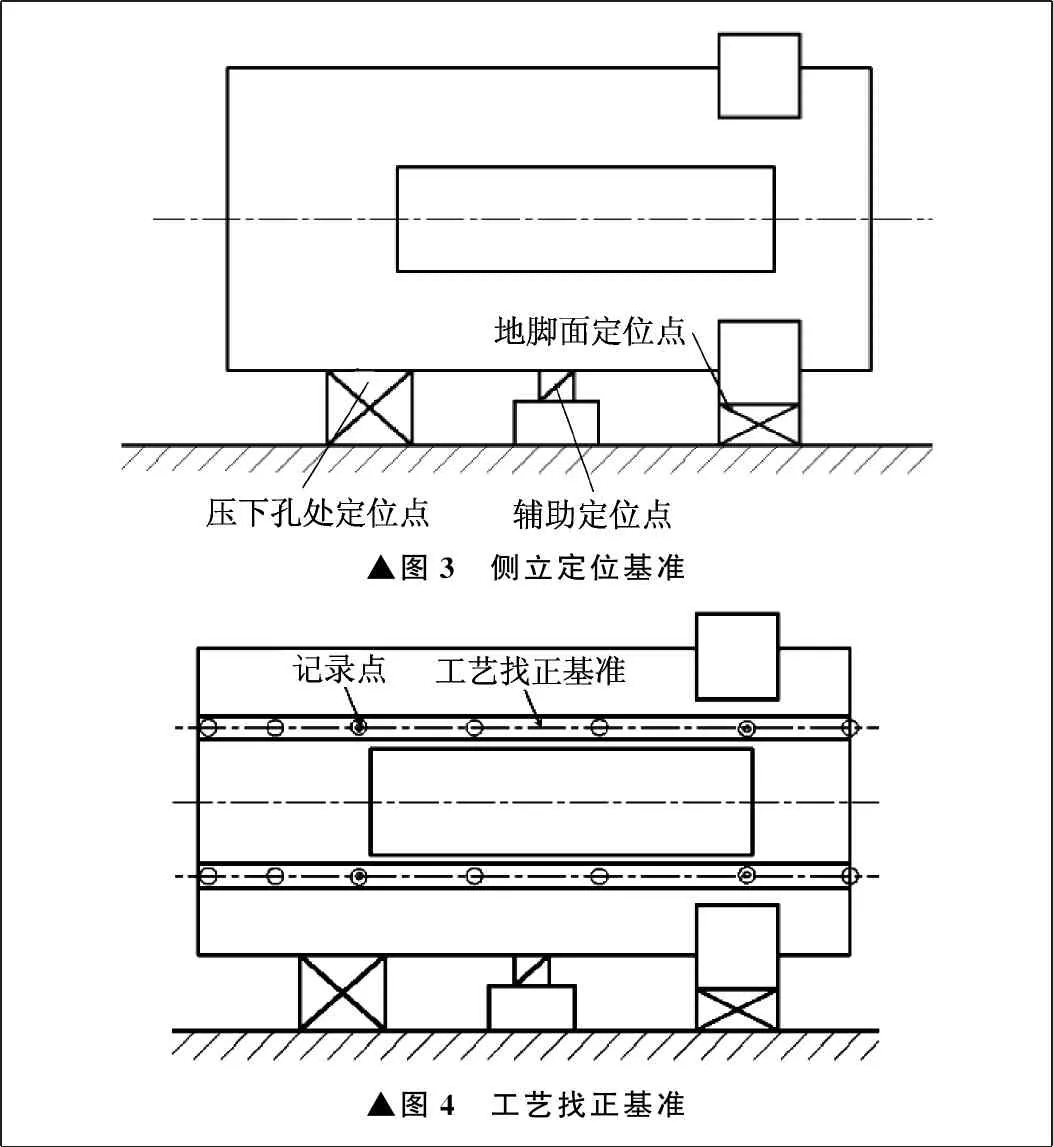
▲圖3 側立定位基準▲圖4 工藝找正基準
為了保證大平面和各窗口平面的精度,支撐定位面位置的選擇很關鍵。在精加工前,通過SolidWorks軟件模擬,找到機架質心點和兩側1/4質心點所在的平面。機架質心模擬如圖5所示。機架平放進行精加工時,兩側1/4質心處左右對稱設置四個主支撐定位面A,質心處對稱設置兩個定位面B,根據實際情況,在機架兩端適當位置設置輔助基準C。另外,為了加工方便及提高加工精度,在機架的頂端面加工兩個對稱的工藝臺階D,以便精加工時不需要倒壓板即可完成大多數部位的加工。支撐定位面位置如圖6所示。
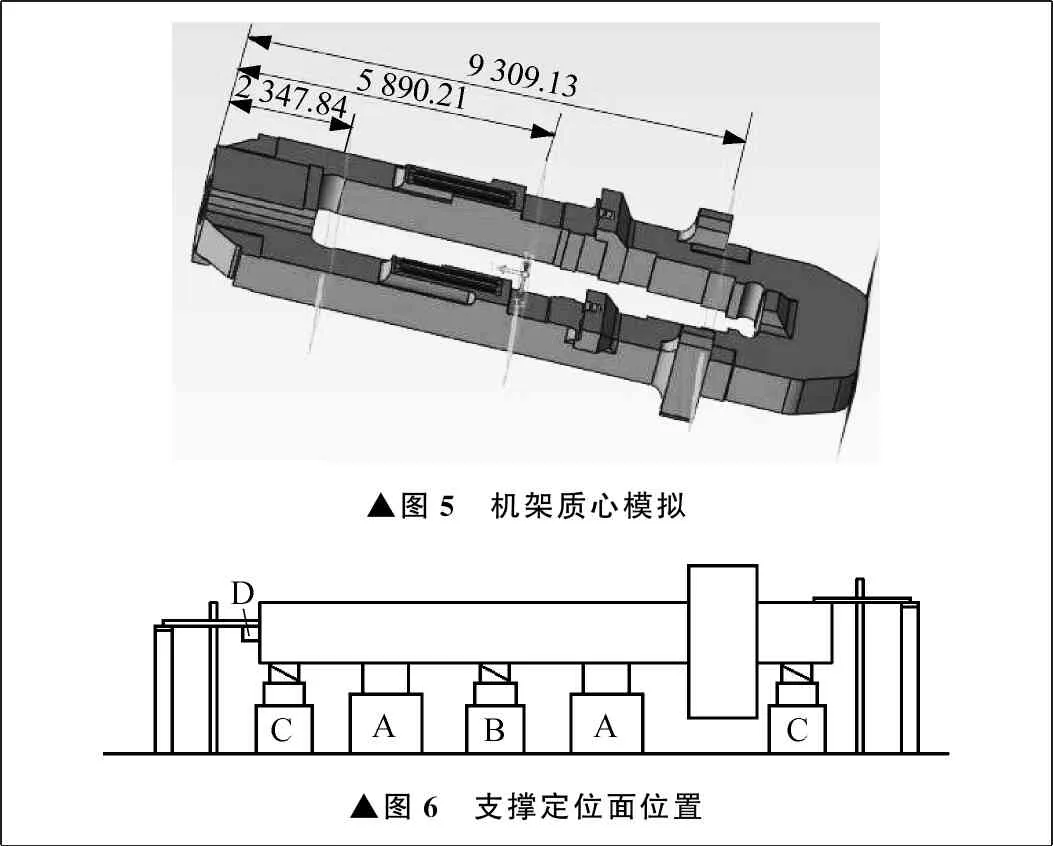
▲圖5 機架質心模擬▲圖6 支撐定位面位置
3 平面精度加工
大型軋機機架的加工主要以平面為主,平面粗糙度Ra要求為3.2 μm。在選用刀具方面,工藝要求根據不同的加工部位選擇不同的刀具[8],如臺階處選擇肩銑刀或硬質合金玉米銑刀,一些需要加工圓弧的地方根據圓弧大小選用合適的球形銑刀。在刀具材質方面,由于機架為鑄鋼件,硬度不高,因此可采用YT系列普通硬質合金刀具,精加工時采用YB系列涂層硬質合金刀具。對于要求特別高的部位,如大平面,應使用直徑不小于370 mm的刀盤,且精光刀采用進口涂層硬質合金刀片,這樣才能保證0.05 mm的平面度要求。另外,機架平面加工的順序也很重要,工藝要求先加工機架的內側面,再加工地腳面和窗口上下面,最后加工窗口左右面。機架加工順序如圖7所示。
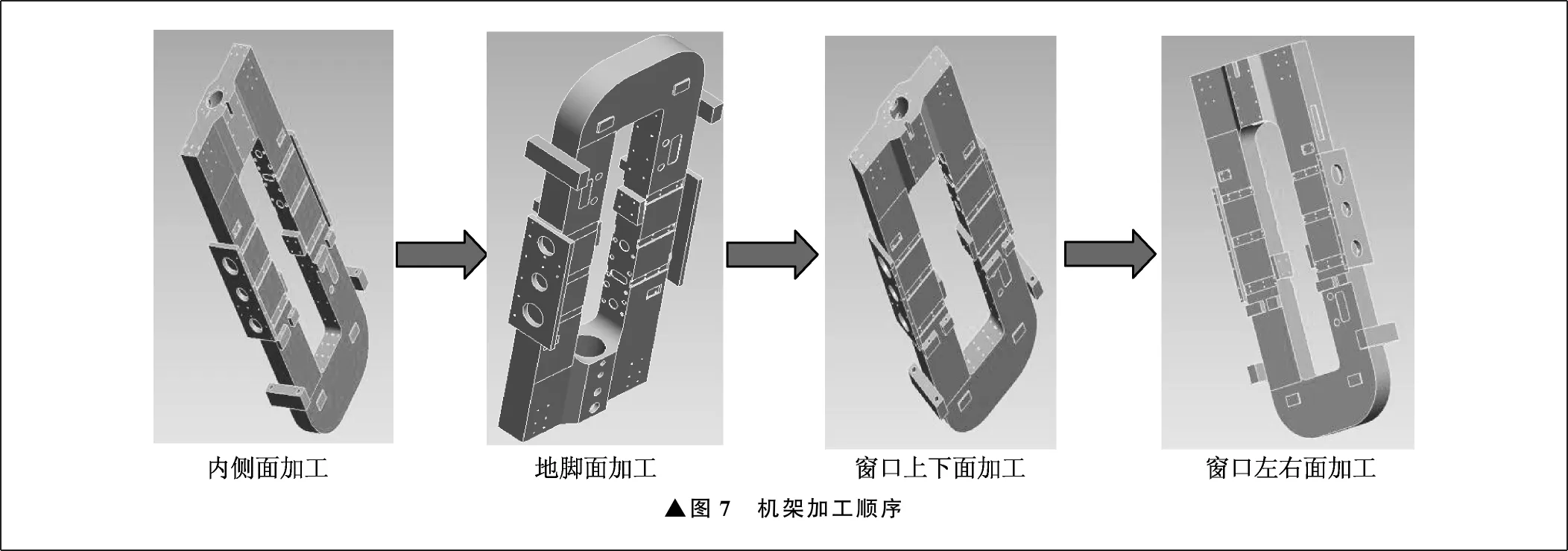
▲圖7 機架加工順序
4 垂直度加工
地腳面長1 810 mm,寬550 mm。裝配時,地腳面直接與地基接觸,地腳面與大平面的垂直度決定大型軋機機架豎立后的裝配精度。工藝要求精加工時先精銑出平面,留1 mm余量,在地腳面處吊鋼琴線,用蜂鳴檢測儀進行測量,如圖8所示。然后根據測量誤差值,用數控編程法對誤差進行差額補償,繼續精銑,再檢測,直至銑至滿足工藝要求。窗口的上平面也采用同樣的方法進行加工和控制。
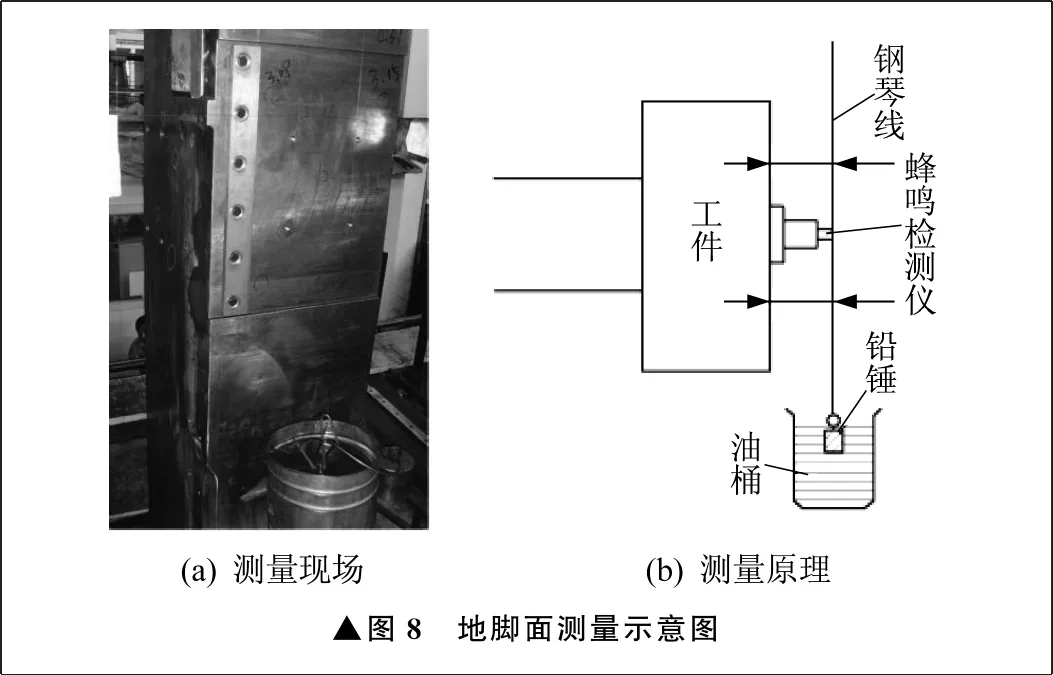
▲圖8 地腳面測量示意圖
5 壓下孔加工
大型軋機機架壓下孔孔深為1 950 mm,同軸度要求為0.1 mm,其局部尺寸如圖9所示。窗口內側φ860E9處孔深為1 000 mm,現有的14 m×16 m龍門銑精度高,但是直角銑頭只能加工最大深度為300 mm的孔,無法加工深孔。鏜銑床滑枕加工精度高于0.05 mm,能滿足要求,但是滑枕的尺寸為600 mm×725 mm,可以加工最小直徑為950 mm的孔,而機架壓下孔的直徑尺寸最小為580 mm,因此加工時滑枕無法伸入至壓下孔內,只能在機架頂利用主軸安裝鏜桿進行加工。由于主軸伸出太長,加工φ860E9孔及圓錐面、半徑50 mm圓弧面時,因為主軸撓度和加工振動的關系,同軸度只能達到0.2 mm,精度不能滿足圖紙要求。
在14 m×16 m龍門銑上加工完成機架大平面及其余尺寸后,按已加工后的大平面找正,利用直角銑頭加工壓下孔兩端φ910H7和φ862E9孔,深度為200 mm,作為孔找正基準,并根據鏜銑床的特性和鏜桿直徑,制作專用工裝[9-10]。專用工裝如圖10所示,主要由主刀桿、鏜刀、悶頭支撐及墊圈等組成。工作時,將主刀桿連接于鏜銑床主軸上,端部的悶頭支撐定位于基準孔內,用于支撐主刀桿。專用工裝加工示意圖如圖11所示,鏜刀盤上安裝刀具,通過悶頭支撐端面上預留的對刀孔完成對刀,加工φ860E9孔、圓錐面及圓弧面。用鏜刀盤銑孔底端面,并用千葉輪拋光,最終保證圖紙設計要求。
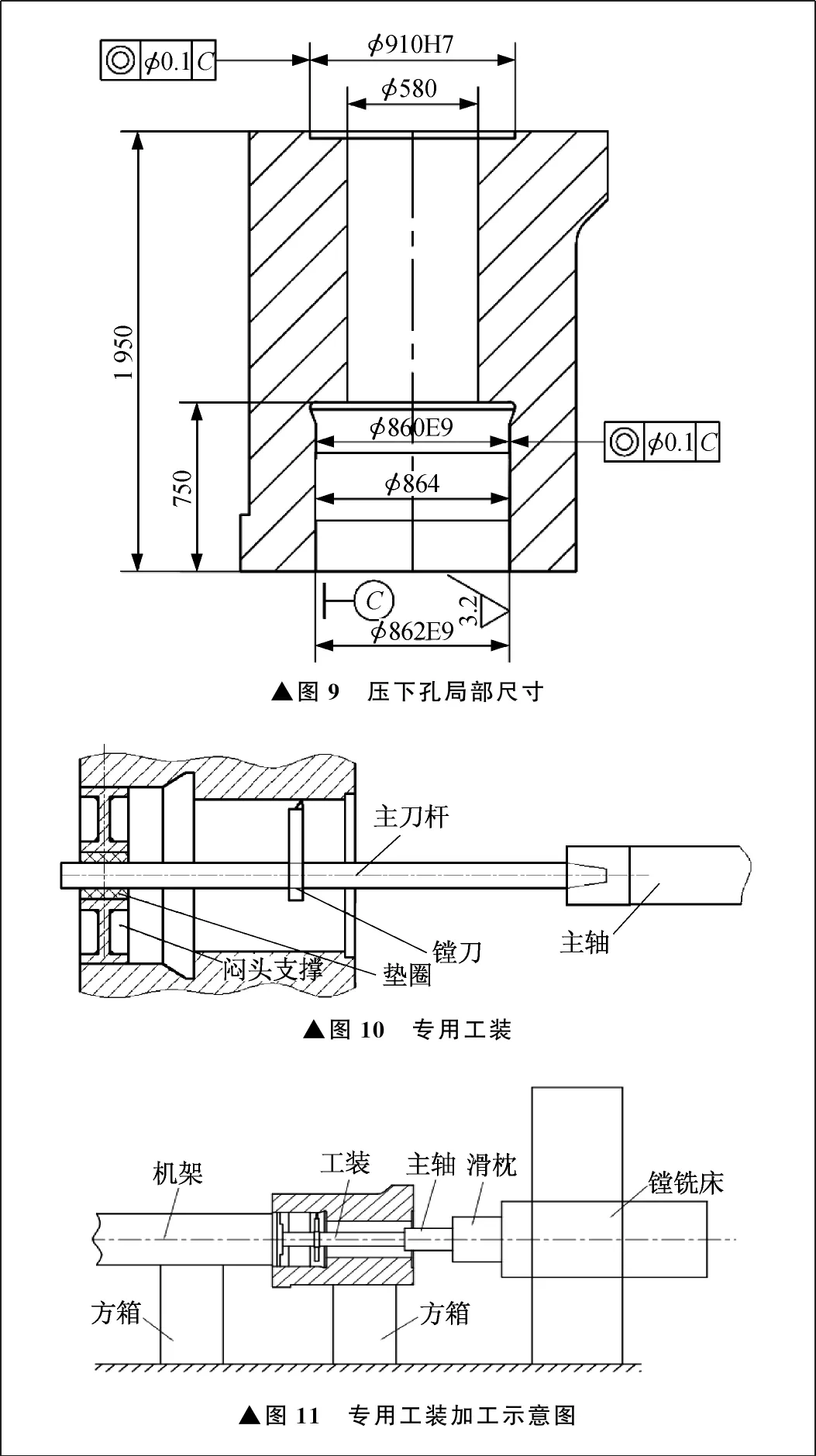
▲圖9 壓下孔局部尺寸▲圖10 專用工裝▲圖11 專用工裝加工示意圖
6 結束語
筆者介紹了2 650 mm大型軋機機架的精加工工藝。在精加工中,制作專用工裝,解決了機架的加工難點問題,保證了各平面和孔的精度,得到了用戶的高度認可。
通過對大型軋機機架加工工藝進行研究,為后期機架或類似零件的加工提供了參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
