基于Unigraphics軟件的復雜殼體制造特征自動識別技術*
2020-06-23 07:15:14韓曉光翟婷婷付移風南小俠
機械制造 2020年6期
□ 韓曉光 □ 翟婷婷 □ 付移風 □ 南小俠
中國航發西安動力控制科技有限公司 西安 710077
1 研究背景
工藝知識是企業的寶貴財富,也是企業核心競爭力的組成部分。高效積累、再利用工藝知識,是企業發展的需要和目標[1]。近年來,隨著市場對小批量、多品種產品的需求日益增加,企業工藝設計的重點從原來的單品種、大批量產品向多品種、小批量產品轉變,這就要求企業具有快速的產品開發能力。對產品進行快速工藝設計是產品開發的關鍵,企業迫切需要一種先進的工藝知識管理方法來支撐工藝設計。目前的工藝知識管理方法是對工藝知識按照知識類別進行分類組織和管理,工藝知識查詢過程煩瑣,查詢結果單一,不能有效支持工藝方案設計[2]。同時,在編制數控程序時,程序的優劣往往取決于工藝人員的經驗,工藝人員的編程經驗無法得到共享,不同的工藝人員所編制的數控程序差異性較大[3]。
筆者對刀具庫、切削參數庫及制造特征庫的建立方法進行研究,重點對制造特征的識別流程、特征自動識別步驟,以及制造知識庫的調用等相關方法進行分析,進而提出一種基于Unigraphics軟件的復雜殼體制造特征自動識別技術。
2 制造知識庫
由于制造企業之間,甚至是同一家企業的不同車間之間對工藝知識的需求有很大差異,因此單一種類的工藝知識管理模式很難滿足企業車間對工藝設計知識的需求,這是因為在工藝設計的過程中,對知識的需求是多種類的,既需要制造資源方面的知識,也需要加工方法及工藝參數等方面的知識[4]。
建立制造知識庫,包括建立制造資源知識庫、工藝知識庫及制造特征庫三部分。制造知識庫框架如圖1所示。
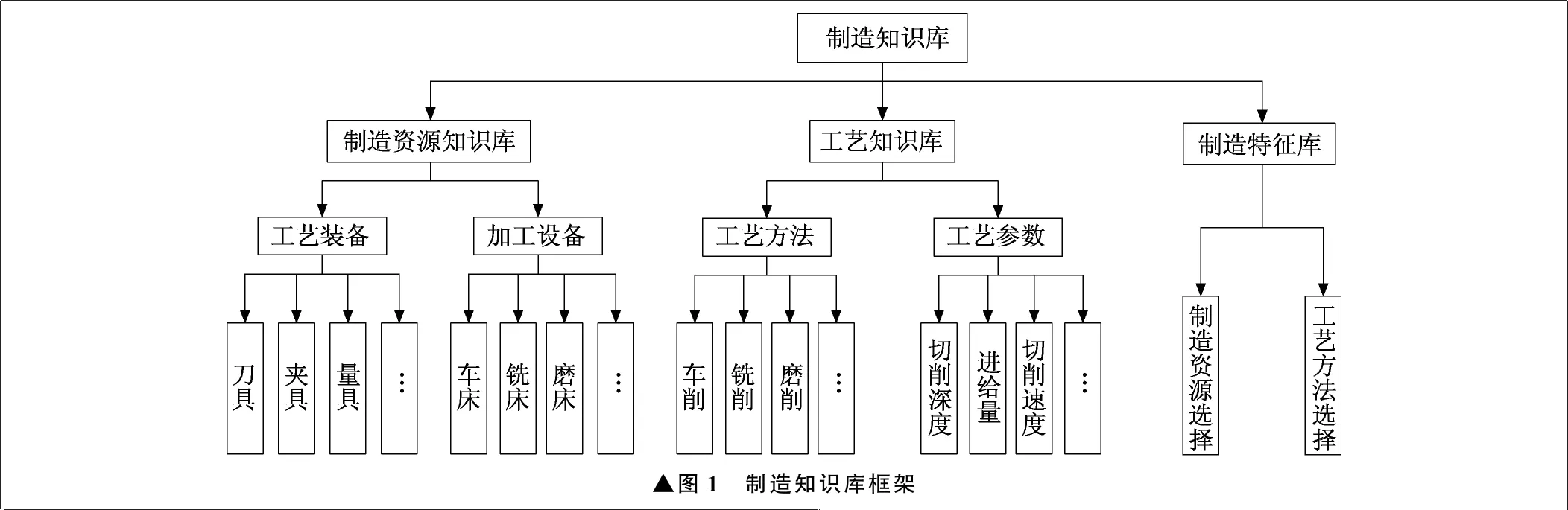
▲圖1 制造知識庫框架
2.1 刀具庫
刀具庫從屬于制造資源知識庫下的工藝裝備部分。在數控編程過程中,數控刀具的選擇主要調用刀具庫。通過對生產現場數控加工刀具數據進行收集、歸類和整理,依據Unigraphics刀具數據庫中刀具記錄結構的命名規則,對不同類型的刀具采用標準化、規范化的定義和描述,在Tool_database.dat文件中完成刀具庫的建立,如圖2所示。
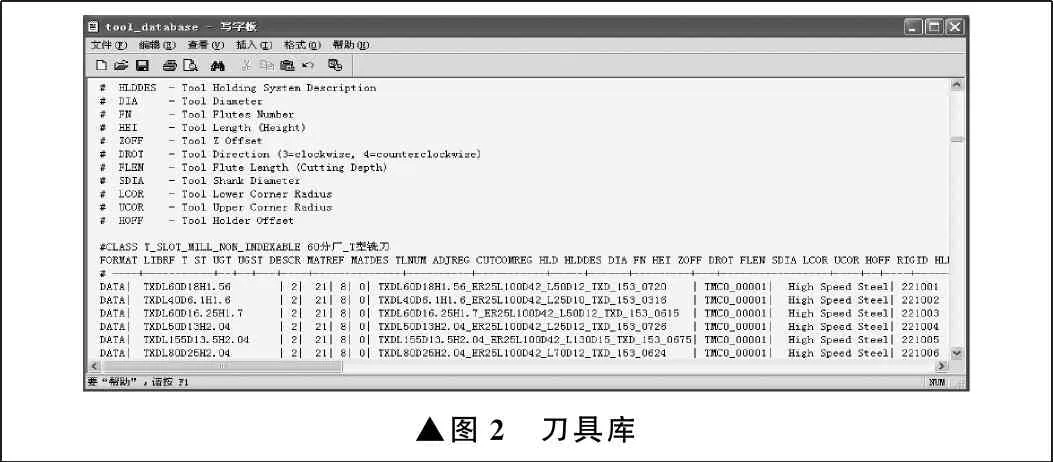
▲圖2 刀具庫
2.2 工藝參數庫
依據Unigraphics切削數據庫中工藝參數記錄結構的命名規則,統計現場加工過程中使用的切削數據,在Tool_machining.data文件中創建較優的工藝參數庫,如圖3所示。
2.3 制造特征庫
對企業的復雜殼體產品進行特征分析,對復雜殼體的幾何特征進行歸納分類。采用STEP特征分類方法創建屬于企業內部的幾何特征庫,將制造特征分為基本特征、復合特征和特征列陣三大類,每個大類又可細分具體的特征單元。
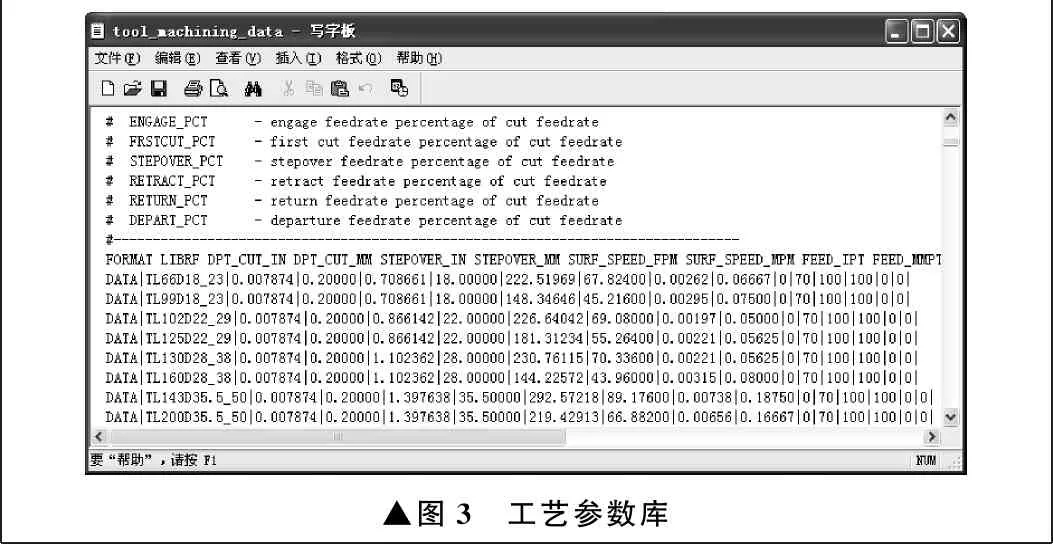
▲圖3 工藝參數庫
對HOLE特征和POCKET特征做如下說明:HOLE特征沒有底部,且可以從兩邊加工;POCKET特征有底部,且只能從單邊加工;STEP后的數字描述的是HOLE特征和POCKET特征的階數,直徑相同的特征數應重復計數。
HOLE特征和POCKET特征命名如圖4所示。
在建立制造特征庫時,需要進行特征分解、工藝知識分類、特征定制。
(1) 特征分解。所謂特征分解,可以定義為已知輸出特征(設計圖特征)和輸入特征(毛坯),求解過程特征(中間工序)、相關操作及操作資源的過程,這是一個逆向推理的過程。以螺紋孔特征為例,特征分解過程見表1。
(2) 工藝知識分類。工藝設計過程中,對工藝知識的需求有一定特殊性,表現為知識的范圍較廣,既包括制造資源、加工方法等顯性知識,也包括工藝決策等存在于設計人員大腦中的隱性知識。針對工藝設計過程對工藝知識的特殊需求,提出一種基于復雜殼體制造特征的工藝知識表達模型,如圖5所示。通過將制造特征和與特征工藝相關的知識進行關聯,使每一個制造特征都有相對應的一系列工藝知識。
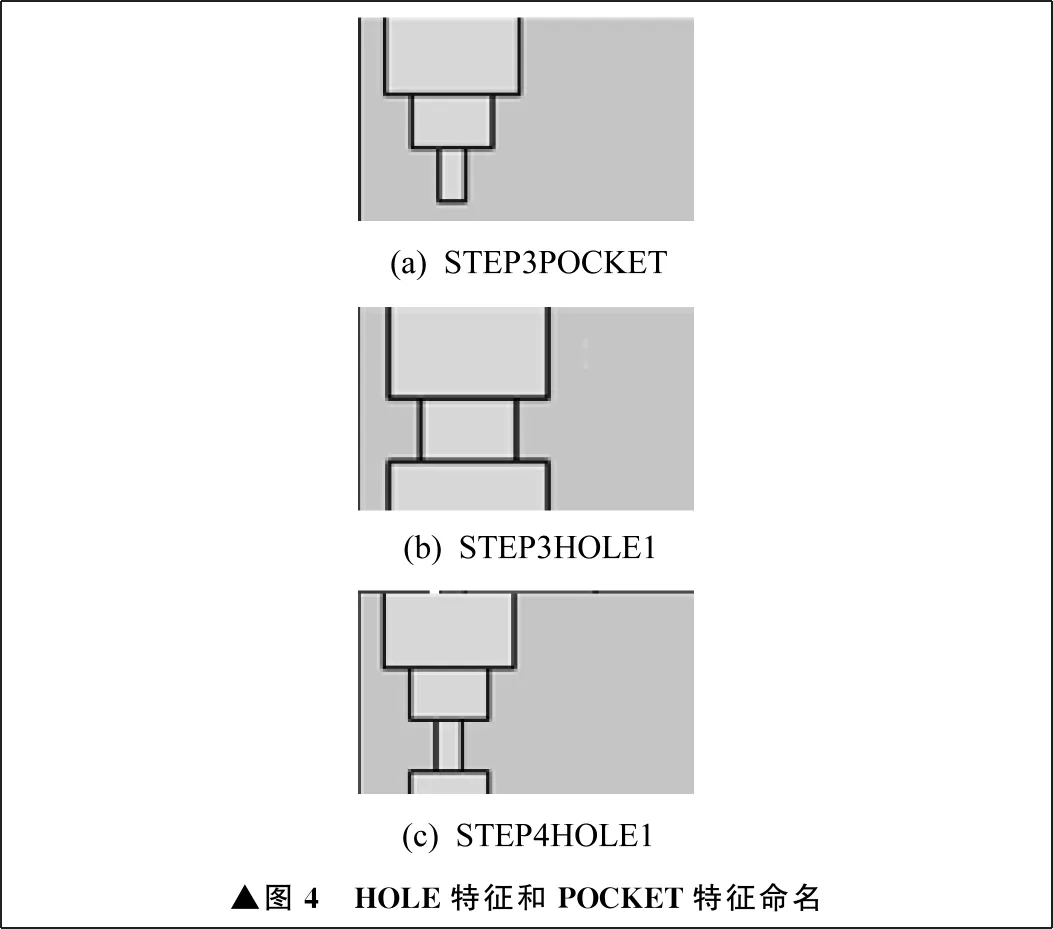
▲圖4 HOLE特征和POCKET特征命名
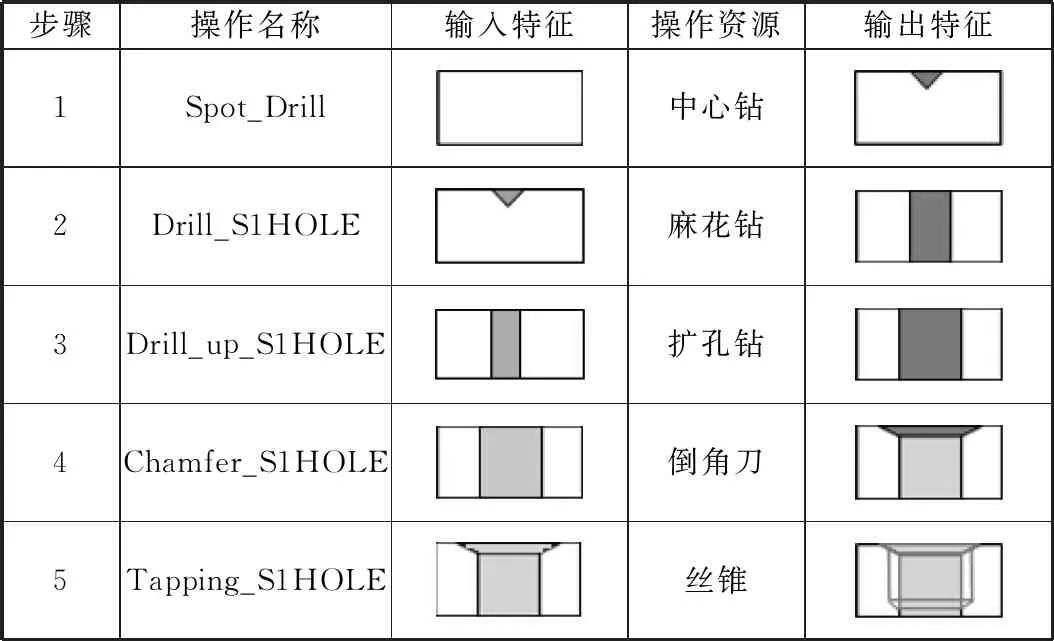
表1 螺紋孔特征分解過程
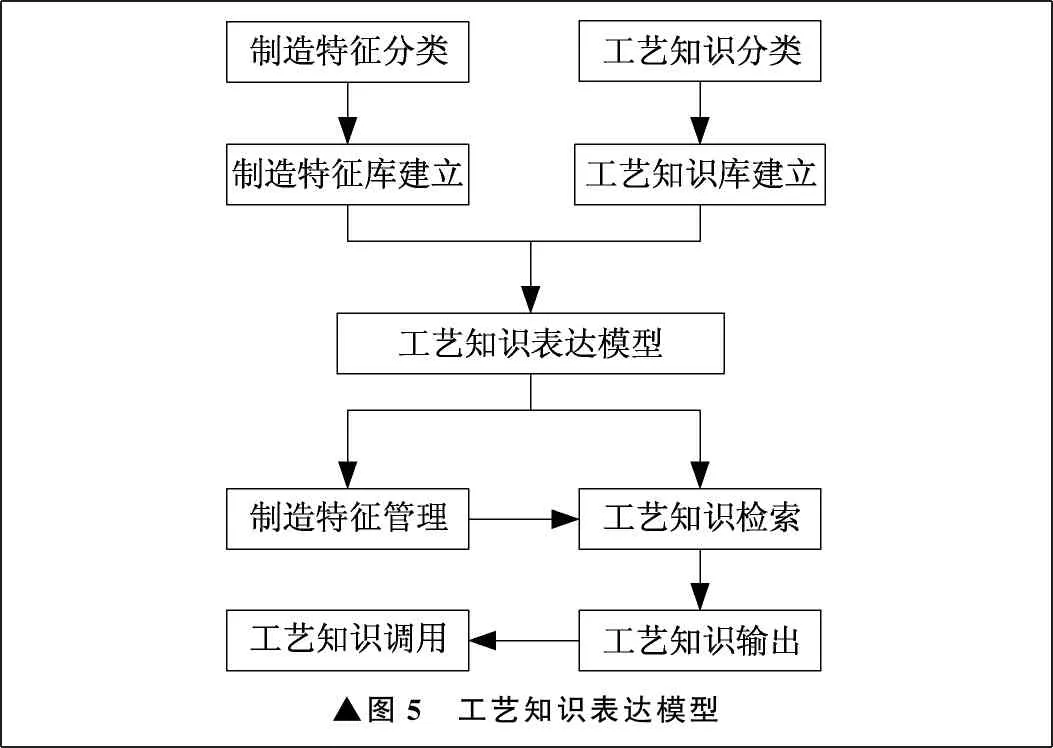
▲圖5 工藝知識表達模型
知識分類直接面向工藝設計過程,其中,制造資源知識主要包括工藝設計過程中需要的工裝方面的知識和加工設備方面的知識[5];工藝方法知識主要包括加工制造特征所采用的各種加工方法,根據特征的幾何形狀、材料和不同的精度要求,采用不同的加工方法;工藝參數知識是加工制造特征過程中根據不同的特征信息選擇的特征加工參數;工藝決策知識由經驗性規則、過程性算法及對工藝決策過程進行控制的知識等組成[6]。
(3) 特征定制。特征定制指將制造特征的工藝設計過程轉換為Unigraphics可識別的數據[7]。特征定制對話框如圖6所示。
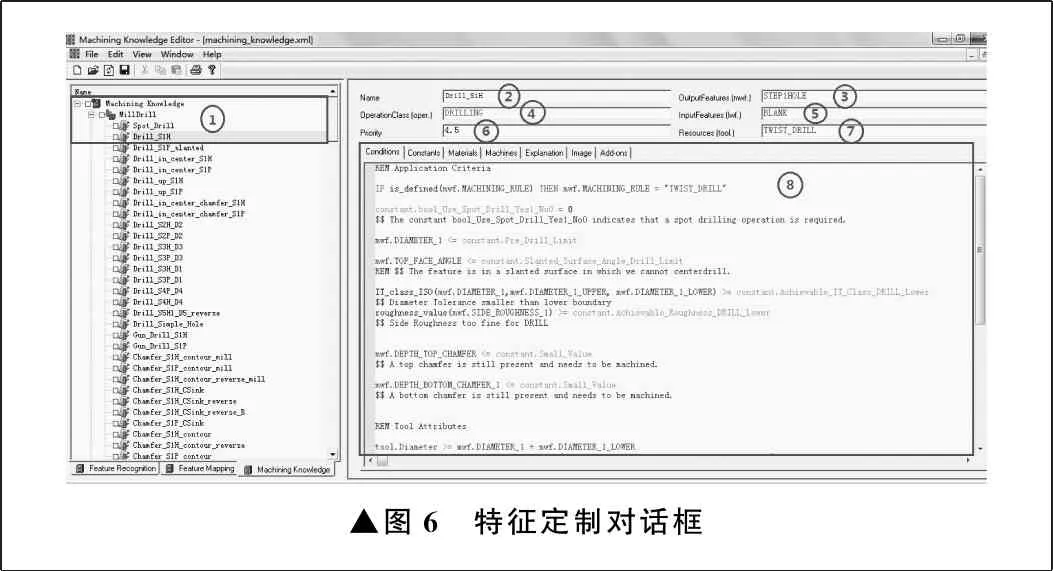
▲圖6 特征定制對話框
以圖6中標記對對話框內容進行說明:①為制造知識庫層次關系;②為操作名稱;③為輸出特征,即本工序加工完成后復雜殼體的結構特征;④為操作類型,如鉆、銑、鉸等;⑤為輸入特征,即本工序加工前復雜殼體的結構特征;⑥為操作優先級,數值越大,優先級越高;⑦為操作資源,即加工所用刀具,如中心鉆、麻花鉆、鉸刀等;⑧為約束條件、常量、材料、設備等定制信息,用于定義操作準則、刀具屬性、操作屬性、輸入特征、輸出特征等。
3 制造特征自動識別
3.1 識別流程
Unigraphics加工知識編輯器運行流程如圖7所示。工藝人員可以使用加工知識編輯器來管理制造特征庫和工藝知識庫,工藝人員的經驗知識可以得到有效積累、分享[8]。對于計算機輔助制造而言,在進行特征自動識別過程中,會在后臺調用制造特征庫,得到加工特征,并在創建工藝的過程中,調用工藝知識庫、刀具庫和模板,按照優先級自動進行工藝決策,最后生成計算機輔助制造操作[9]。
3.2 識別方法推理過程
在進行工藝決策的過程中,需要綜合考慮加工精度、設備情況、工藝情況、成本因素等,最后得到最佳的加工路線[10]。以STEP1HOLE通孔特征為例,對制造特征自動識別方法推理過程進行介紹。STEP1HOLE 特征如圖8所示,尺寸為φ12 mmH7,識別方法如圖9所示。
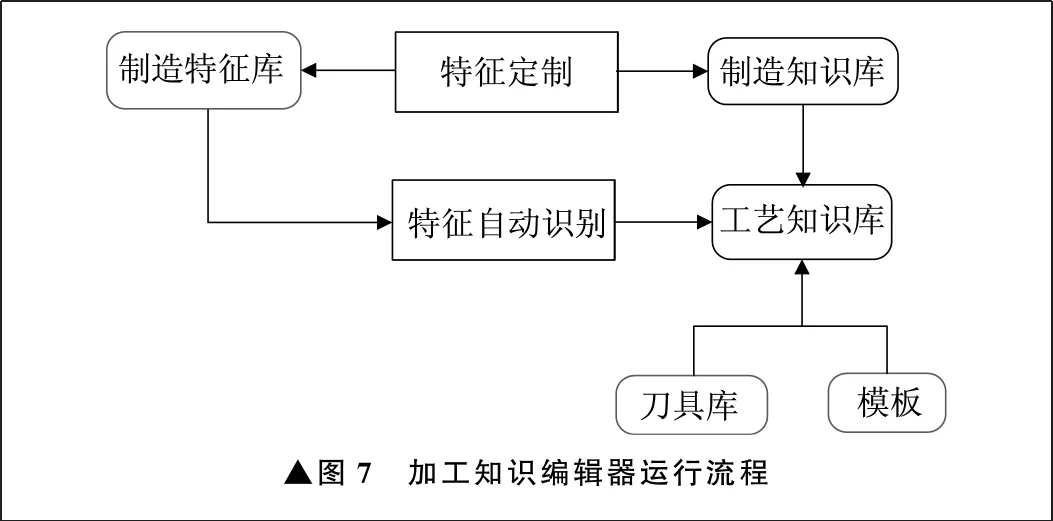
▲圖7 加工知識編輯器運行流程
▲圖8 STEP1HOLE特征
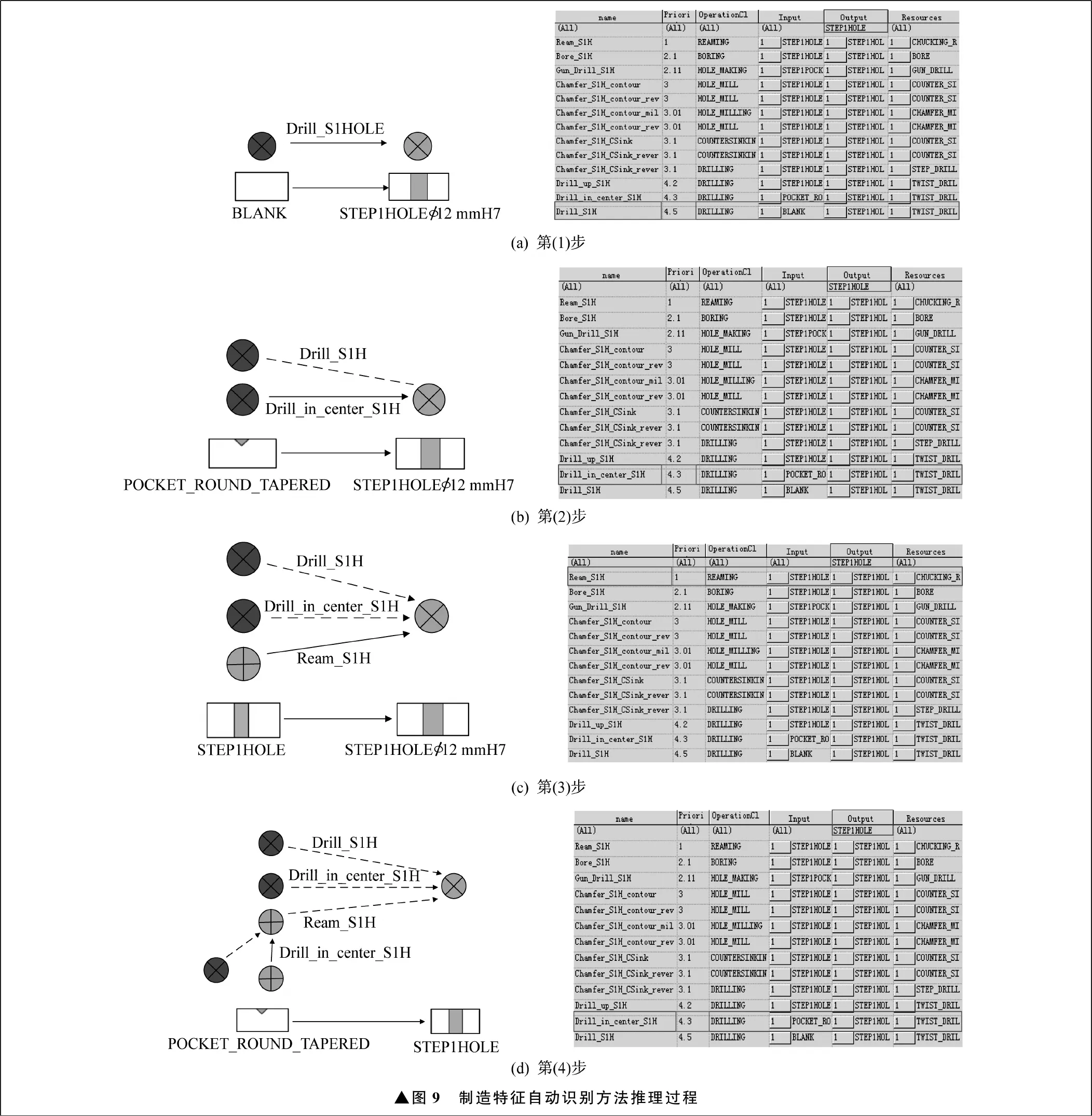
▲圖9 制造特征自動識別方法推理過程
(1) 在加工知識編輯器中加載工藝知識文件,打開銑削、鉆削規則庫,選中所有規則。已知輸出特征為STEP1HOLEφ12 mmH7,打開輸出過濾器,得到候選規則列表。候選規則列表經過過濾的操作,最后都會得到STEP1HOLE特征,工藝規則會按照賦值由低到高排列,賦值越高,說明規則成本越低、加工越方便,同時加工精度也越低。系統會依照賦值從高到低選擇合適規則。標志代表規則被拒絕,列表中賦值最高的是規則Drill_S1H,但它首先被系統所拒絕。原因是刀具麻花鉆的精度無法達到所要求的H7。
(2) 賦值次高的規則是Drill_in_center_ S1H,由于加工精度無法滿足要求,也被系統拒絕。
(3) 經過多輪判定,由于Ream_S1H 規則中的所有條件都為真,因此系統選擇了Ream_S1H 規則。這一規則會被應用于STEP1HOLEφ12 mmH7特征的加工,作為最后一道工序。
(4) Ream_S1H的輸入特征為STEP1HOLE,會被作為中間工序特征,即下一步的輸出特征。相似的推理過程再次被執行,候選列表中的規則按照賦值由高到低的順序排列,直至有規則執行通過為止。需要注意的是,中間工序特征沒有精度要求。規則的定義具有全面性,不僅包含加工的精度,而且包含工藝的考量、刀具的因素和輸出特征的屬性等。例如,在此步推理中,Drill_S1H規則沒有被執行,因為Drill_ S1H規則要求在毛坯狀態下加工成形。此步推理中,Drill_in_center_S1H 成功被選定,成為繼Ream_S1H 之后第二條工藝規則。
(5) 依次類推,Drill_in_center_S1H 的輸入特征為POCKET_ROUND_TAPERED,系統將其列為輸出特征,在候選規則列表中進行匹配,最后得到Spot_Drill規則。Spot_Drill的輸入特征為Blank,即毛坯,因此推理過程結束。
通過以上推理過程,系統得到了合適的工藝鏈,如圖10所示。系統會依據工藝鏈在Unigraphics操作導航器中添加操作Spot_Drill、Drill、Ream。

▲圖10 工藝鏈
4 制造知識庫調用
4.1 調用流程
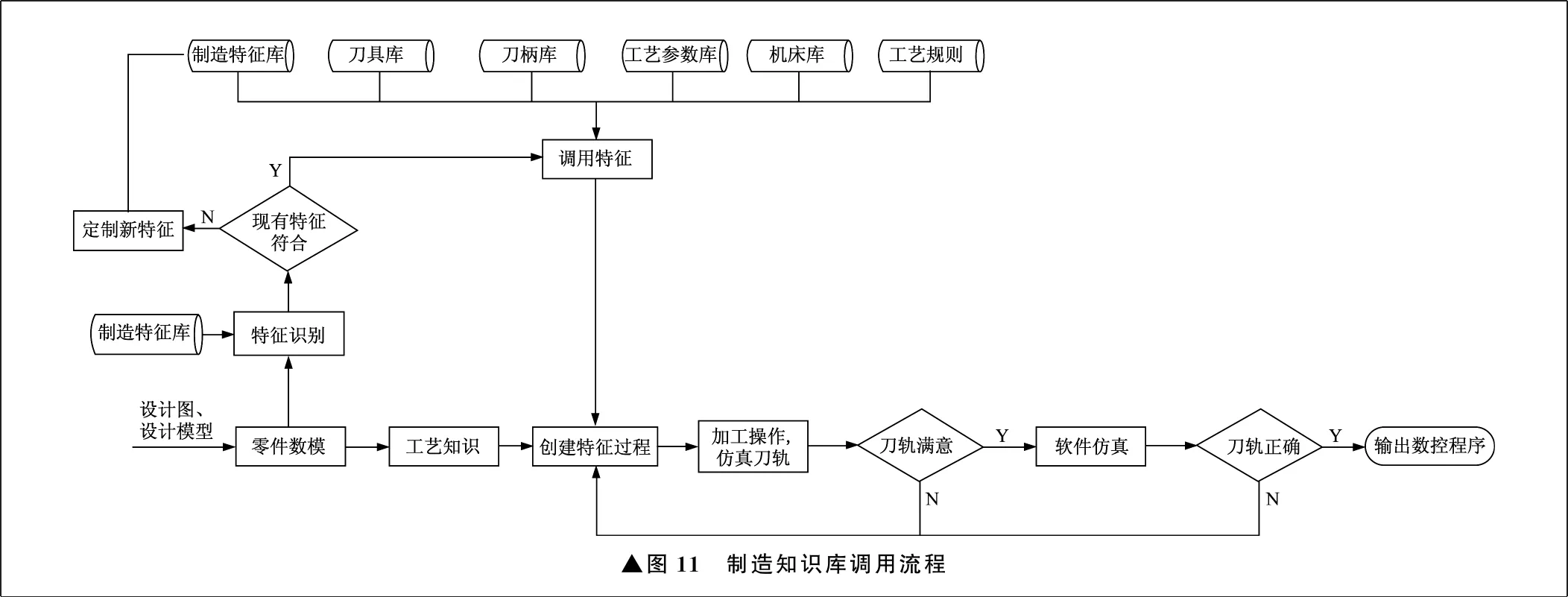
建立制造知識庫的目的就是可以在后續工作中直接調用,不再進行煩瑣的工作,在減少工作量的同時降低出錯的概率。
制造知識庫的調用流程如圖11所示。
▲圖11 制造知識庫調用流程
4.2 主要步驟
制造知識庫調用的主要步驟如下:
(1) 加載復雜殼體數模,數模必須具有公差、粗糙度等參數信息,否則特征庫無法與模型特征進行匹配,如果沒有參數,則定義相關參數;
(2) 在加工環境下,選擇加工知識編輯器,對復雜殼體進行特征識別,構造復雜殼體的特征模型,得到復雜殼體加工特征;
(3) 創建過程特征,在創建過程中,類型可以選擇基于規則,也可以選擇基于模板;選擇基于規則時,應選擇相應的知識庫;選擇基于模板時,應選擇相應的模板類型;
(4) 計算刀軌,并進行刀軌模擬,確認刀軌的正確性。
5 結束語
通過對基于Unigraphics軟件的復雜殼體制造特征自動識別技術進行深入研究[11-12],建立了刀具庫、工藝參數庫等基礎數據庫。應用工藝知識表達模型,在積累工藝知識的同時,為工藝人員的經驗分享提供了可行途徑。通過對特征識別過程中工藝決策的詳細研究,實現了制造特征庫的定制。通過調用制造知識庫,可以有效縮短編程時間,在提高編程效率的同時,有效提升數控程序的一致性和復雜殼體的加工質量。
猜你喜歡
小獼猴智力畫刊(2022年3期)2022-03-29 01:09:42
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:26:14
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
特別健康(2018年3期)2018-07-04 00:40:18
Coco薇(2017年11期)2018-01-03 20:59:57
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
暨南學報(哲學社會科學版)(2016年9期)2017-01-15 13:52:02
發明與創新(2016年26期)2016-08-22 03:23:28
電測與儀表(2016年6期)2016-04-11 12:06:38
