基于應變設計的高強鋼管道環縫焊接技術*
2020-06-16 03:26:54李為衛劉煒辰葛加林編譯
焊管 2020年5期
李為衛, 高 琦, 劉煒辰, 葛加林 編譯
(1. 中國石油集團石油管工程技術研究院, 西安710077;2. 中國石油西部管道公司, 烏魯木齊830013;3. 中國石油測井公司國際事業部, 北京102206; 4. 西安石油大學, 西安710065)
0 前 言
現有管道大多數是根據許用應力設計, 即工程應力低于材料屈服強度 (不發生塑性變形)。在未來的幾十年里, 石油天然氣工業管道的敷設將持續在更惡劣的環境中進行, 因為凍土、 山體滑坡、 地震活動等自然條件, 管道的縱向應變可能會持續增加。 為了適應惡劣的環境, 可能會采用基于應變設計 (strain based design, 以下簡稱SBD) 理念進行管道設計。 雖然高強度管線鋼的優點很多, 但是如果管道承受基于應變的載荷, 那么對管道環焊縫的焊接性和力學性能也提出了新的挑戰。 由于焊接缺陷、 錯邊和焊縫微觀結構等影響, 焊縫通常是SBD 管道中最薄弱的部位。 由于應用條件的苛刻, SBD 管道比傳統管道需要更高強度和韌性的焊縫, 最終的目的是充分提高應變能力和缺陷容限。 本研究介紹了ExxonMobil 公司基于應變設計X80高強鋼管道環縫焊接技術的研究情況, 供從事相關研究的技術人員參考。
1 試驗材料和焊接工藝
管道環縫焊接試驗選取的是Φ1 219 mm×23.7 mm 的L555/X80 管線鋼管。 為了提高焊縫強度, 保證焊縫韌性, 設計了一種FeNi 合金焊絲, 該焊絲可以使焊縫形成針狀鐵素體穿插于馬氏體中 (FAIM) 的混合顯微組織。 針狀鐵素體(AF) 為軟相, 主要是平衡韌性, 馬氏體 (M)和貝氏體(B) 為硬相, 主要是保證強度。 FAIM組織結構如圖1 所示, FeNi 合金焊絲的化學成分見表1。
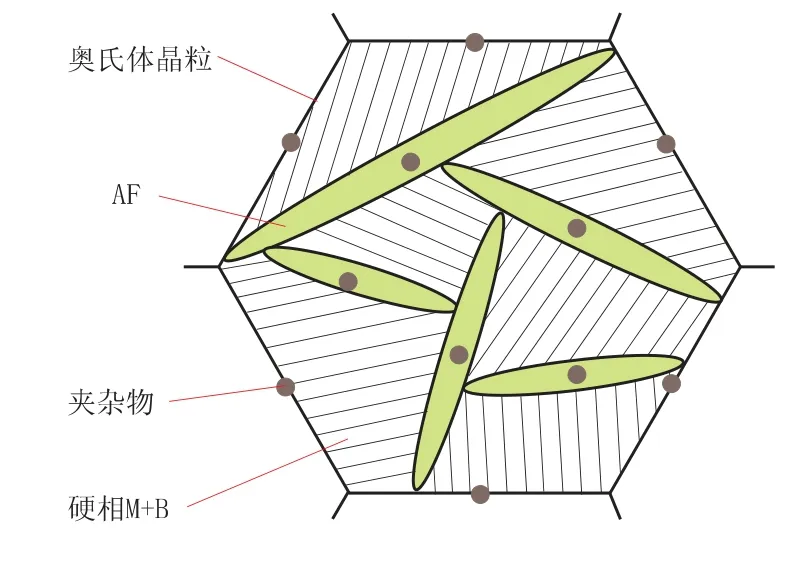
圖1 FAIM 組織結構示意圖

表1 試驗用FeNi 合金焊絲的化學成分 %
根焊使用內焊機從內部實施焊接, 采用GMAW 短路過渡模式, 焊絲采用傳統的ER70S-6焊絲。 熱焊、 填充焊以及蓋面焊采用外部雙焊炬自動熔化極氣體保護脈沖電弧焊 (GMAW-P),通過調整脈沖電流波形(脈沖頻率、 脈沖幅度和寬度、 脈沖形狀等) 對焊接過程與側壁熔合進行優化, 焊接材料為FeNi 合金焊絲。 焊縫坡口尺寸和接頭宏觀照片如圖2 所示, 焊接位置為5G, 典型的熱輸入為熱焊0.6 kJ/mm, 填充焊0.65 kJ/mm,蓋面焊0.45 kJ/mm。 焊接預熱和層間溫度控制在100~150 ℃之間, 保護氣體為Ar 與CO2的混合氣。 焊后對焊縫進行射線和超聲檢測, 合格后取樣進行力學性能試驗和分析。
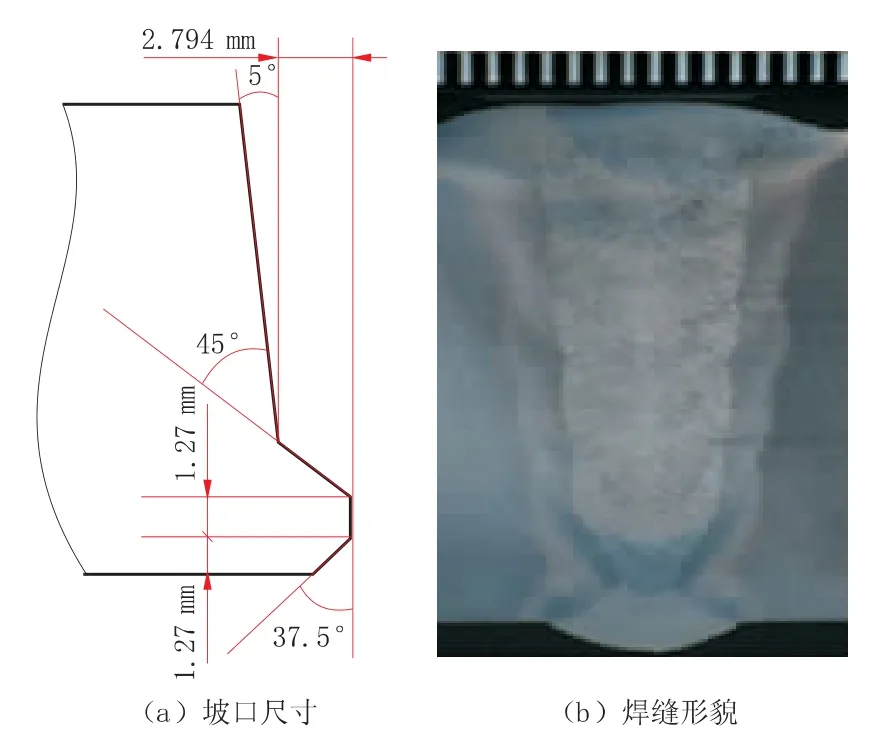
圖2 焊縫坡口設計和接頭宏觀照片
2 試驗結果及分析
按設計的焊接工藝進行了焊接試驗, 并對焊縫金屬的力學性能進行檢測, 結果見表2。 由表2可見, 檢測結果均滿足開發設計的目標要求。 焊縫金屬的拉伸強度超過母材標準規定的上限(API SPEC 5L 規定X80 母材的屈服強度為555~705 MPa, 抗拉強度為625~825 MPa), 完全達到了高強匹配。 焊縫金屬具有良好的塑性和韌性,-30 ℃時夏比沖擊韌性達到253 J,-15 ℃時斷裂韌性CTOD 最小值達到1.12 mm,-15 ℃時斷裂韌性SENT 最小值達到1.16 mm, 均超過設計目標的要求。 可以看出, 為基于應變設計管道焊接開發的AFIM 組織焊接材料、 使用雙焊炬GMAW-P 工藝 (簡稱SBD-AFIM), 管道環焊縫可獲得較高的強韌匹配度。
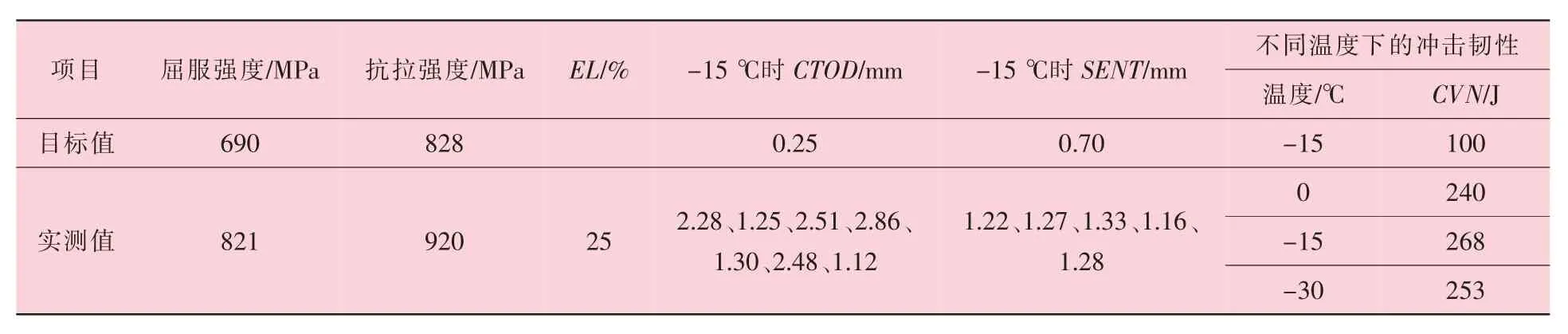
表2 焊縫金屬的力學性能試驗結果
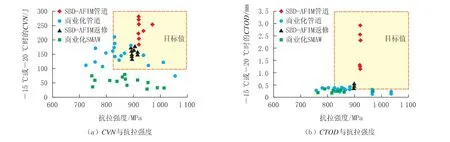
圖3 SBD-AFIM 與商業化管道焊縫強韌性的對比
SBD-AFIM 與商業化管道焊縫強韌性的對比如圖3 所示。 由圖3 可見, SBD-AFIM 管道焊縫的強度更高、 韌性更好, 雖然商業化管道焊接技術達到了規定的性能, 但是不如采用SBD-AFIM 焊縫強度和韌性匹配高。 SBD-AFIM 焊縫在光學和掃描電鏡下的微觀組織照片如圖4 所示。 由圖4 可見,其組織是由針狀鐵素體和硬相組織(包括退化上貝氏體、 粒狀貝氏體以及側板條馬氏體) 組成, 由于組織的細化和軟硬相的平衡, 提高了焊縫的強韌匹配度。 典型的SBD-AFIM 焊縫CTOD 試樣疲勞裂紋尖端附近在掃描電鏡下的斷口形貌如圖5 所示, 可見, 其斷裂方式是韌性斷裂。
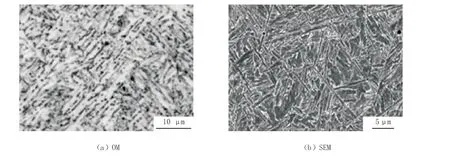
圖4 典型的SBD-AFIM 焊縫光學和SEM 掃描照片
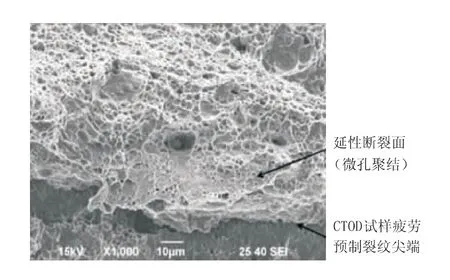
圖5 典型的CTOD 試樣斷口形貌
3 應變能力預測及全尺寸試驗
為了驗證開發的焊接工藝能否滿足高應變管道的焊接要求, 取應變值3%, 采用有限元模擬計算臨界裂紋尺寸, 類似的有限元分析也可以用來預測環焊縫缺陷尺寸和應變能力。 通過這種方法, 應變能力預測技術可用于基于應變設計管道的工程臨界評估 (SBECA) 缺陷的驗收標準。 計算時, 假設SBD-AFIM 管道焊縫的錯邊量為4 mm, 預測結果如圖6 所示。 由圖6可見, 即使在高應變下SBD-AFIM 管道焊縫也具有高的應變容量。
對外徑762 mm、 壁厚15.6 mm 的X80 鋼管, 采用SBD-AFIM 焊接技術進行環縫焊接,焊縫具有超過母材23%的高強匹配, 在焊縫中心引入了3 mm×50 mm (深度×長度) 的缺口和3 mm 的錯邊, 在內壓情況下進行全尺寸雙軸試驗, 管道環焊縫應變能力全尺寸雙軸試驗照片如圖7 所示。 試驗過程中, 由于遠離焊縫的母材發生塑性垮塌而結束試驗, 試驗獲得了3.2%的變形量, 表明管道環縫具有抗大應變的能力。

圖7 管道環焊縫應變能力全尺寸雙軸試驗照片
4 結 論
(1) SBD-AFIM 管道焊接技術, 包括開發的AFIM 焊接材料, 使用窄間隙GMAW-P 焊接方法以及合適的工藝參數, 能夠滿足基于應變設計的X80 高強鋼管道環焊縫的強度與韌性要求。
(2) SBD-AFIM 管道焊接技術獲得良好的焊縫強韌匹配度, 比傳統商業化管道X80 高強鋼的環焊縫性能更好。
(3) 有限元模擬和全尺寸測試結果表明,SBD-AFIM X80 管道環焊縫具有大的缺陷容限和高的抗大應變能力。
致謝: 本文編譯自2014 年國際管道會議上Neerav Verma, Doug P. Fairchild, Fredrick F.Noecker II 等人的論文 “Advanced Strain-based Design Pipeline Welding Technologies” (IPC2014-33079), 在此表示感謝。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13