冷鏈運輸裝備柔性化生產線工藝規劃研究
2020-06-04 09:07:51陳文興童利趙安林袁寧
商場現代化 2020年7期
陳文興 童利 趙安林 袁寧
摘 要:冷鏈運輸裝備以冷藏集裝箱為代表,是我國冷鏈市場的主要運輸工具,需求量大,本文根據冷藏集裝箱的結構特點,分析了國內外現有冷藏集裝箱生產線的生產特點和現狀,研究了適用于20英尺-53英尺多種冷藏集裝箱柔性化批量生產的工藝布局,實現多品種冷藏集裝箱的混流生產,保證了產品質量,提高了投資回報率。
關鍵詞:冷藏集裝箱;工藝規劃;柔性化
一、引言
冷藏集裝箱作為國內外冷鏈市場最為普遍的運輸工具,需求量大,中集、勝獅等集裝箱專業供應商均建設了冷藏集裝箱批量生產線,通過調研和交流,識別現有冷藏集裝箱生產線的工藝布局仍存在一定提升空間。
二、冷藏集裝箱產品結構
本文中以40英尺冷藏集裝箱為例進行闡述。40英尺冷藏集裝箱主要用于裝運需要冷藏運輸和保鮮的食品和其他物品,由底架、側板、頂板、前框、后框、后門、制冷機組和風道、電氣裝置及線路等結構組成。
三、國內外冷藏集裝箱生產現狀
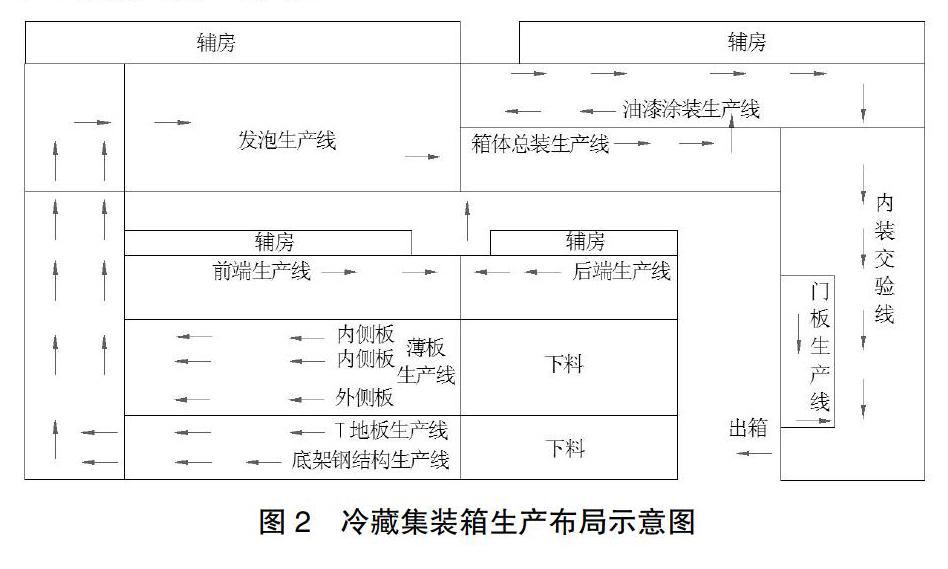
經調研交流,目前現有冷箱生產工藝布局主要包含部件生產、部件發泡、箱體總裝等幾部分,主要包含T地板生產線、底架鋼結構生產線、薄板生產線、發泡生產線、前端生產線、后框生產線、門板生產線、箱體總裝生產線、打砂油漆生產線、內裝交驗生產線等,如圖2所示。
目前國內外在冷藏集裝箱生產特點:已大量使用了自動化流水線、電動葫蘆及地軌轉運小車進行物料轉運;對于長直焊縫已實現了焊接專機或焊接機械手的自動化焊接工作;信息化程度較低。
四、冷藏集裝箱生產工藝規劃研究
1.規劃原則
充分考慮20英尺-53英尺所有冷藏集裝箱的產品結構特點,結合現有生產方式,資源,凝練了規劃原則,實現效益、效率的最大化。
(1)資源共享原則,結合現有生產工裝、設備及場地等生產資源,減少重復投資。
(2)技術繼承性和制造技術升級原則,結合長期的生產技術資源,同時考慮制造技術升級,提高效率,降低成本。
(3)柔性化原則,引入模塊化、柔性化理念,采用柔性化工裝,減少轉產費用。
(4)方便管理原則,場地相對集中,便于管理。
(5)安全環保、綠色制造原則。
(6)前瞻性原則,理念前瞻性、物流前瞻性、技術前瞻性、裝備前瞻性等。
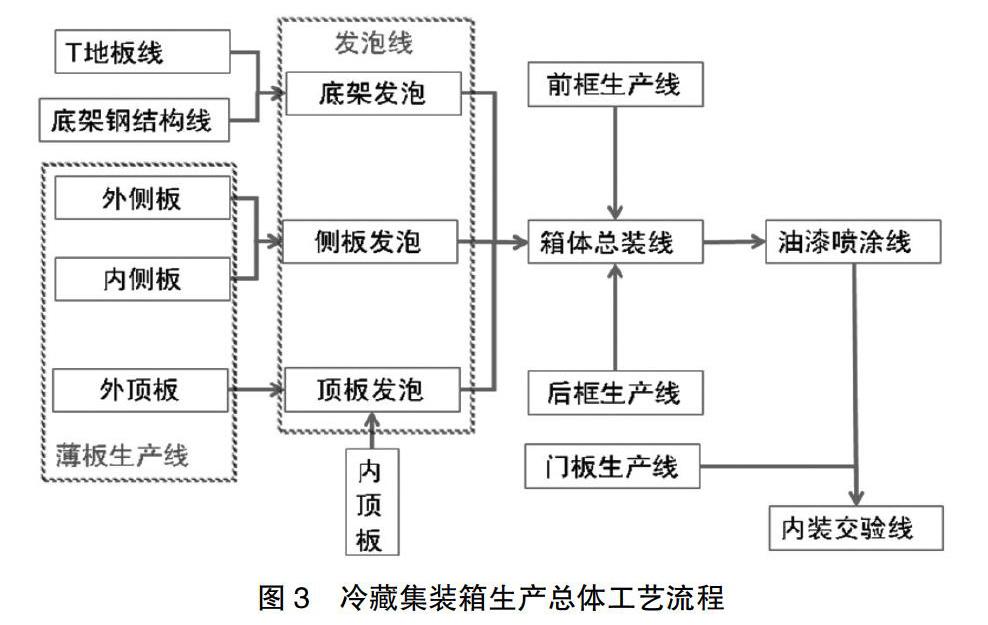
2.工藝流程
根據冷藏集裝箱的產品結構,生產工藝流程如圖3所示。
3.生產線劃分
針對冷藏集裝箱各部件的結構特點,生產過程可劃分為10條生產線,詳細分析各條生產線的工藝流程對于各條生產線的規劃要求進行詳細的闡述。
(1)T地板生產線
作業內容:完成7件T地板的縱向拼裝并焊接。生產線特點:自動化流水線,工件完工后自動傳送至下工位;縱向拼接焊縫采用自動焊;T地板鋸切采用自動定位切割。節拍:30分鐘/臺。
(2)底架鋼結構生產線
作業內容:完成鵝頸槽、底側梁、底橫梁、波紋板等配件的組裝焊接。生產線特點:自動化流水線,工件完工后自動傳送至下工位;波紋板拼焊、波紋板與底橫梁搭接焊等長大焊縫的焊接使用自動焊。節拍:32分鐘/臺。
(3)薄板生產線
作業內容:主要完成外側板、內側板、外頂板等板材的拼接及組裝。生產線特點:自動化流水線,工件完工后自動傳送至下工位;各板的拼接焊縫使用自動焊;防磨板采用自動組裝和打膠工藝。節拍:31分鐘/臺。
(4)發泡生產線
作業內容:完成底架組成、側板組成、頂板組成、前墻板組成等部件的發泡成型。生產線特點:生產線具有自動移動和壓緊功能;發泡完成過自動移動小車流入下工位。環境:發泡生產線比較特殊,對環境要求高:溫度≥18℃;相對濕度≤80%;無揚塵;通風換氣。節拍:35分鐘/臺。
(5)前端生產線
作業內容:完成各角柱、前端橫梁、角件、封板等配件的組裝和焊接。生產線特點:工位間部件轉運采用自動化橫縱向移動裝置;各角柱長直焊縫采用自動焊;各角件與角柱之間的環焊縫采用機械手自動焊;各角柱組焊采用智能化在線檢測矯正系統,在生產中實時檢測。節拍:30分鐘/臺。
(6)后框生產線
作業內容:完成各端柱、端框、角件、門檻等配件的組裝焊接。生產線特點:工位間部件轉運采用自動化橫縱向移動裝置;各角柱長直焊縫采用自動焊;各角件與角柱之間的環焊縫采用機械手自動焊;各角柱組焊采用智能化在線檢測矯正系統,在生產中實時檢測。節拍:30分鐘/臺。
(7)門板生產線
作業內容:完成門板組成的組焊及發泡。生產線特點:工位間的部件轉運采用自動化橫縱向移動裝置;長直焊縫采用自動焊。節拍:32分鐘/臺。
(8)箱體總裝線
作業內容:完成底架組成、側板組成、前端組成、后框組成、頂板組成等箱體大部件的組裝焊接。生產線特點:自動化流水線,工件完工后自動傳送至下工位;總裝工位、頂蓋組裝工位組裝時采用自動化橫縱向移動裝置吊運配件;頂板、側板、側梁等長直焊縫采用自動焊。節拍:34分鐘/臺。
(9)油漆涂裝線
作業內容:主要完成箱體的打砂、油漆涂裝。生產線特點:油漆涂裝生產線為自動化流水線,前工位完工后自動傳送至下工位。節拍:35分鐘/臺。
(10)內裝交驗線
作業內容:完成風道、冷機、電氣等箱體內裝配件的組。生產線特點:自動化流水線,前工位完工后自動傳送至下工位;底角封等長大焊縫的焊接使用自動焊。節拍:30分鐘/臺。
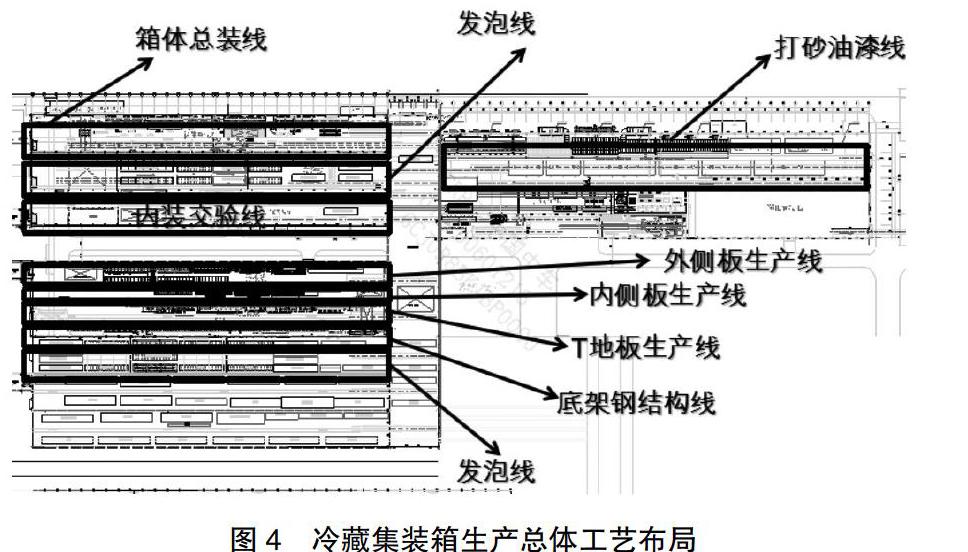
4.工藝布局
根據上文對冷藏集裝箱的產品結構和各條生產線分析,總體平面布置圖如圖4所示。
5.工藝規劃關鍵因素
本規劃主要在下述因素中重點考慮:
(1)自動化流水線,無天車吊運,配件及整箱生產均實現了自動轉運。
(2)U型線的總體物流理念,實現大物流循環與小物流循環的有機結合,極大提高了物流效率,例如圓弧車頂的小物流循環等。
(3)空間化裝備和物流,最大程度節約生產場地,例如平板發泡的底模空間循環。
(4)智能化物流裝備的應用,例如自動轉運裝置、旋轉橫移裝置、自動化拉箱裝置等。
(5)工位器具的標準化、系列化設計。
五、結語
通過上文對冷藏集裝箱批量生產工藝規劃,可達到冷藏集裝箱年產6000臺的生產能力,且能夠滿足20英尺-53英尺多品種冷藏集裝箱的混流生產。本工藝規劃方法分步實施,可以表明,本規劃方法具有先進性,減少了投資,提高了投資回報率。
作者簡介:陳文興(1983- ),男,高級工程師,碩士研究生
