氣體反壓化學發泡注塑產品泡孔結構形成與演變過程的實驗研究
2020-05-14 07:56:30李帥徐一涵孫雪梅麻曉飛孫成通盧世偉李洋
山東科學 2020年2期
關鍵詞:化學
李帥,徐一涵,孫雪梅,麻曉飛*,孫成通,盧世偉,李洋
(1. 臨沂大學 機械與車輛工程學院,山東 臨沂 276005;2. 青島海信模具有限公司,山東 青島 266114)
與常規塑料相比,發泡塑料具有質輕、比強度高、熱導率低、隔熱保溫、減震性能好等優點[1-4]。目前,針對發泡注塑設備[5-7]及發泡劑[8-10]等方面開展了大量研究工作。化學發泡注塑具有裝備簡單、成本低及生產穩定等特點,占據了大部分發泡注塑成型的應用市場。
與常規注塑產品相比,化學發泡注塑產品(chemical foaming injection molding,CFIM)表面有氣痕缺陷,需經打磨、噴涂等二次工序方可作為外觀產品應用。為消除發泡注塑產品表面缺陷,Yang[11]采用高電阻率金屬片材對模具進行加熱的方法,提高了發泡注塑產品的表面質量。Cha等[12]研究發現當模溫達到PP的結晶溫度或ABS的玻璃化轉變溫度時,可完全消除PP化學發泡注塑件及ABS化學發泡注塑件的表面氣痕缺陷。Bociaga等[13]發現模溫對化學發泡注塑件表面質量的影響最為顯著。Bledzki等[14]研究發現吸熱型發泡劑使微孔化學發泡注塑產品表面粗糙度下降了近70%。蔣團輝[15]利用一種變容積釋壓倉微發泡裝置,發現升高溫度可減少化學發泡注塑件表面氣痕缺陷。
針對物理發泡注塑工藝,有些學者利用動態模溫控制技術來提高模具溫度,最終減少了塑件表面的氣痕缺陷[16-17]。與動態模溫控制技術的影響機理類似,在模具型腔表面覆絕熱膜[18-19]的方法同樣可以提高模具溫度,從而減少塑件表面的氣痕缺陷。Lee等[20]通過理論分析提出了減少超臨界流體(supercritical fluid,SCF)含量的方法,從而提高了微發泡注塑件的表面質量。Peng等[21]以水作為物理發泡劑進行了微發泡注塑,發現與氮氣相比,以水作為物理發泡劑成型的塑件表面質量更好。
除此之外,氣體反壓(gas counter pressure,GCP)技術[22-24]是一種有效消除發泡注塑產品氣痕缺陷的方法。朱敏杰[25]利用氣體反壓輔助化學發泡注塑工藝,成功制得了化學發泡注塑打印機外觀底座。Wu等[26]構建了具有熱流道模具的氣體反壓輔助化學發泡注塑實驗線,獲得了表面質量良好的發泡注塑產品。Chen等[27-28]結合氣體反壓技術和和模溫控制技術,發現氣體反壓技術可大幅度提高塑件的表面質量。
氣體反壓技術可有效提高發泡注塑產品的表面質量,然而,目前該技術消除發泡注塑件表面氣痕缺陷的機理尚不明確。因此,本文以拉伸樣條為研究對象,系統研究了氣體反壓技術對熔體發泡行為的影響。根據實驗獲得的結果,提出了兩個臨界反壓壓力和一個臨界反壓壓力作用時間,揭示了氣體反壓技術對化學發泡注塑過程中熔體發泡行為的影響機理。
1 實驗
1.1 產品模型
以標準拉伸樣條(ASTM: D638)為成型產品,產品模型如圖1所示。

圖1 氣體反壓輔助化學發泡注塑試樣Fig.1 GCP assisted CFIM spline
1.2 成型原料
以通用型PP為成型材料,成型前將PP放置于80 ℃環境下干燥6~8 h。以偶氮二甲酰胺(azodicarbonamide,AC)作為發泡劑,在干燥后的PP料中添加質量分數1.5%的AC發泡劑進行發泡注塑。
1.3 成型設備
選用海天塑機(MA3200)為成型設備。選用自鎖噴嘴替換注塑機普通噴嘴,自鎖噴嘴在熔體注射時開啟,注射過程結束時關閉。利用自主研制的氣體反壓控制設備實現對氣體反壓壓力及其作用時間的控制。空氣壓縮機作為反壓氣源。通過上述方法構建的氣體反壓輔助化學發泡注塑實驗線如圖2所示。
1.4 實驗設計
采用全析因實驗設計方法,進行不同反壓壓力和反壓作用時間組合下的注塑實驗,通過對比分析塑件表面質量和內部泡孔,揭示氣體反壓技術對熔體發泡行為的影響機理。氣體反壓參數取值如表1所示。

圖2 氣體反壓輔助化學發泡注塑實驗線Fig.2 Test line of GCP assisted CFIM process
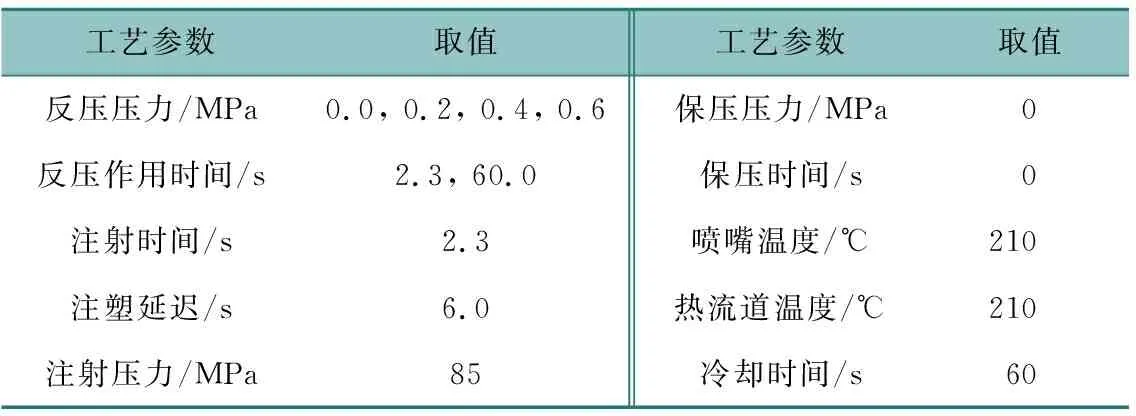
表1 氣體反壓參數取值
1.5 試樣測試
大景深三維顯微系統:用于成型樣條內部泡孔形態的觀察,觀察前對樣條淬斷,如圖1中A、B、C所示為淬斷及觀察位置。
相機:華為技術有限公司生產,型號為Mate 20 X。用于不同塑件表面質量的直接觀察。
2 結果與討論
2.1 表面泡孔
圖3為反壓作用時間為2.3 s時,不同反壓壓力成型的樣條。可以看出,當反壓壓力為0 MPa時,樣條表面存在大量氣痕缺陷。隨著反壓壓力的增大,樣條整體的表面氣痕缺陷均逐漸減少,當反壓壓力達到0.4 MPa時,樣條表面無任何氣痕缺陷。

a 0 MPa;b 0.2 MPa;c 0.4 MPa;d 0.6 MPa;e 常規注塑圖3 氣體反壓輔助化學發泡注塑樣條與常規注塑樣條的對比照片Fig.3 Comparison pictures of GCP assisted CFIM samples and regular injection molding sample
氣體反壓技術可有效抑制成型過程中流動前沿泡孔的破裂行為,從而減少塑件的表面氣痕缺陷,當反壓壓力達到一定值時,流動前沿泡孔的破裂行為被完全抑制,塑件表面無任何氣痕缺陷。
2.2 內部泡孔
圖4為不同反壓壓力及其作用時間組合下成型樣條內部泡孔對比圖片。由圖4a~c可以看出,反壓壓力對塑件內部泡孔的影響較大。隨著反壓壓力的增大,塑件各個部位的泡孔均逐漸減少。成型過程中反壓壓力越高,熔體的發泡行為受到的抑制作用越大,導致泡孔形核點越少,從而塑件內部泡孔數量越少。

圖4 不同氣體反壓參數對注塑樣條內部泡孔形態的影響Fig.4 Effect of different GCP parameters on inner cell morphology of samples
對比圖4b和4d可以發現,反壓作用時間對塑件內部泡孔影響較大。當反壓作用時間為2.3 s時,高壓氣體卸除時熔體溫度較高,此時熔體具有二次發泡能力;當反壓作用時間為60 s時,高壓氣體卸除時熔體已冷卻定型,此時熔體無法再次發泡。
由圖4b(ii)和4d(ii)可知,當反壓壓力為0.2 MPa、反壓作用時間為2.3 s和60 s時,塑件內部均存在泡孔。當反壓壓力較小時,熔體的發泡行為受到一定抑制,但仍有發泡能力,此時熔體的發泡分為填充過程中發泡和反壓壓力卸除后的二次發泡。
對比圖4b(iii)和4d(iii),當反壓壓力為0.4 MPa、反壓作用時間為2.3 s和60 s時,塑件內部均有泡孔,反壓作用時間為60 s時塑件內部泡孔極少。隨著反壓壓力的提高,填充過程中熔體發泡行為抑制較大,塑件內部泡孔主要是由高壓氣體卸除后的二次發泡形成的。
對比圖4b(ⅳ)和4d(ⅳ),當反壓壓力為0.6 MPa、反壓作用時間為2.3 s時,成型的樣條內部有泡孔存在,而反壓作用時間為60 s時成型的樣條內部無任何泡孔存在。當反壓壓力超過一定值時,填充過程中的發泡被完全抑制,塑件內部泡孔全部由二次發泡形成。
2.3 影響機理
由實驗結果發現,氣體反壓輔助化學發泡注塑工藝中存在兩個臨界壓力和一個臨界時間,即熔體流動前沿泡孔不破裂的臨界反壓壓力(pa)、熔體不發泡的臨界反壓壓力(pb)和二次發泡卸壓時間(tc)。基于上述研究,提出了反壓壓力(p)及其作用時間對化學發泡注塑過程熔體發泡行為的影響機理示意圖,如圖5所示。
當p=0時,屬于常規化學發泡注塑,熔體流動前沿存在大量泡孔破裂行為,導致塑件表面存在大量氣痕缺陷。
當0 當pa≤p 當p≥pb時,熔體發泡行為被完全抑制,塑件表面無任何氣痕缺陷。 當t 圖5 氣體反壓技術對熔體發泡行為的影響機理示意圖Fig.5 Schematic diagram of influence mechanism of GCP technology on melt foaming action 通過全析因實驗,給出了氣體反壓技術對熔體發泡過程的影響機理示意圖。在注塑生產過程中,反壓壓力等于或稍大于前沿泡孔不破裂的臨界反壓壓力,且反壓作用時間等于或稍大于熔體填充時間時,可獲得表面質量優良、泡孔數量較多的發泡注塑外觀產品。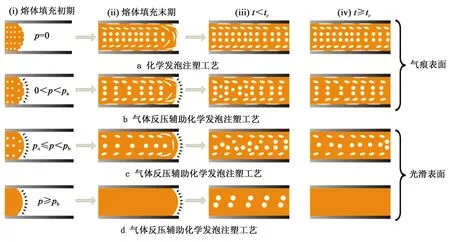
4 結論
猜你喜歡
小學科學(學生版)(2021年3期)2021-04-13 08:26:20科技知識動漫(2017年7期)2017-08-09 19:52:45科技知識動漫(2017年5期)2017-05-11 21:34:16科技知識動漫(2017年4期)2017-04-15 22:24:55科技知識動漫(2017年2期)2017-02-06 20:59:46科技知識動漫(2016年10期)2016-10-18 20:35:00中學生天地(C版)(2016年2期)2016-08-23 12:06:30考試周刊(2016年63期)2016-08-15 22:51:06中學生數理化·中考版(2015年12期)2015-09-10 07:22:44發明與創新(2015年25期)2015-02-27 10:39:25