多次TIG補焊對LF6鋁合金焊接接頭組織的影響
2020-04-22 08:54:10高子強晁耀杰宋鴻武張義文席家利高育林
兵器裝備工程學報 2020年3期
高子強,晁耀杰,宋鴻武,鄒 陽,張義文,席家利,李 敬,高育林
(1.大連長豐實業總公司,遼寧 大連 116038;2.中國科學院金屬研究所,沈陽 110016)
隨著航空制造業的快速發展,現代航空裝備對整機結構輕量化和服役安全性的要求不斷提高,使得以LF6為代表的防銹鋁合金在航空構件上得到了廣泛應用。焊接作為航空金屬材料的一種重要的連接方式,是一種集化學冶金、不平衡傳熱和應力變形于一體的物理化學過程[1-2]。焊接接頭組織直接影響其焊接接頭的力學性能和整體結構的服役可靠性。
然而,對于同種母材,焊接接頭的組織性能會隨著焊接熱輸入的能量密度、時間和一次焊或多次補焊的次數等參數發生很大的變化,尤其是補焊次數。航空裝備經過長期服役,大量存在磨損、開裂等損傷缺陷的鋁合金零部件需要進行補焊修理[3]。補焊過程中主要存在以下幾個問題:原來焊接位置的裂紋能否進行補焊處理,補焊次數未知;補焊后性能能否達到使用要求。現階段,補焊修理的可行性判定直接制約了航空裝備的焊接修理,因此補焊次數對焊接接頭組織的影響規律與相關機理是一個亟需研究的問題。
國內外針對LF6鋁合金焊接性能的研究,主要集中在該材料在新型焊接方法、焊接變形和焊接裂紋等方面的研究[5-10],而針對LF6多次補焊性能相關的研究卻鮮有報道。
為此,本工作以LF6鋁合金的多次補焊接頭為對象,研究不同補焊次數下接頭組織的變化規律及其組織變化對接頭力學性能影響的機理,以期為LF6鋁合金補焊結構的服役安全性提供理論支撐。
1 試驗材料與方法
采用2.0 mm厚的LF6防銹鋁合金熱軋平板進行多次補焊研究,其質量分數如表1所示,焊接試板規格為195 mm×95 mm。焊前首先用低濃度的堿溶液清洗除油,然后采用鋼絲刷機械打磨法清理坡口表面及兩側,直至露出金屬光澤,并用丙酮、無水酒精擦拭表面。焊接過程中采用多通道Ar氣保護,以保證焊縫正面與背面都能得到保護,電極為直徑2.5 mm的鈰鎢極,焊絲材料為直徑Φ2的LF6防銹鋁合金,焊縫長度195 mm。第一次平板對接焊要求單面焊雙面成型,第二道焊縫在已經打磨掉焊縫余高的背面進行堆焊,第三道焊縫在正面已經打磨掉余高的原焊縫上方進行堆焊,之后每次補焊均在打磨掉焊縫余高的正面進行,直至在原焊縫位置焊接第五道焊縫。

表1 LF6鋁合金質量分數 (wt,%)
按照國家標準制備金相試樣,腐蝕溶液為凱勒試劑(V(HF)∶V(HCl)∶V(HNO3)∶V(H2O)=1.0∶1.5∶2.5∶95.0(體積比)),在LEXT—OLS4000金相顯微鏡上對一次焊、二次焊、三次焊直至六次焊的接頭金相組織進行分析。為了清晰的對比不同焊接次數對晶粒度的影響,利用日立S-570 掃描電子顯微鏡(SEM)中電子背散衍射(EBSD)系統的織構分析功能,觀察對比不同焊接次數條件下的晶粒微觀形貌;采用X射線衍射(XRD)手段對各階段接頭殘余應力進行分析。拉伸測試在萬能試驗機上完成。為了對比分析焊接熱循環次數對焊接接頭韌脆性的影響,采用掃描電子顯微鏡對拉伸斷口進行了對比觀察。
2 試驗結果與分析
2.1 金相觀察試驗
LF6防銹鋁合金的多次焊接接頭的熔合區微觀形貌如圖1所示。一次TIG焊過程中,焊縫區的熔融金屬溫度上升很高,與母材間的溫度梯度很大,由于鋁合金的導熱系數較大,在焊接接頭的熔合線附近,會形成從母材向焊縫中心生長的胞狀樹枝晶,該樹枝晶在熔合區這一微區范圍內主要以一次晶的方式生長,越過熔合線以后逐漸生成較多的二次晶,且晶粒越來越細密,使得焊縫區表現為細密的等軸晶粒。相比一次焊,二次補焊接頭的熔合區內的柱狀晶粒相比一次焊尺寸長大不明顯,但其柱狀晶的晶界處二次相數量明顯增多,柱狀晶粒之間的疏松程度增大。三次補焊、四次補焊與五次補焊的接頭熔合區內晶粒逐步長大,晶界處強化相的偏聚程度逐漸加強,表現為柱狀晶粒之間的晶界輪廓更加明顯,晶粒變疏松,柱狀晶尺寸長大。隨著補焊次數的增多,熔合區的柱狀晶在焊接熱循環的作用下,晶粒尺寸逐漸長大,且熔合區的第二相呈現出偏聚趨勢,第二相尺寸逐漸變大。

圖1 LF6防銹鋁合金一次焊和多次補焊焊接接頭的熔合區微觀形貌
一次焊或多次補焊的接頭焊縫區的微觀形貌如圖2所示。從圖中可以看出,一次焊~五次補焊的焊縫區微觀形貌大體相同,焊縫區均為鑄造組織,隨著補焊次數的增多,第二相的彌散分布程度降低、偏聚(聚集)程度增大,金相照片上表現為第二相的尺寸增大。
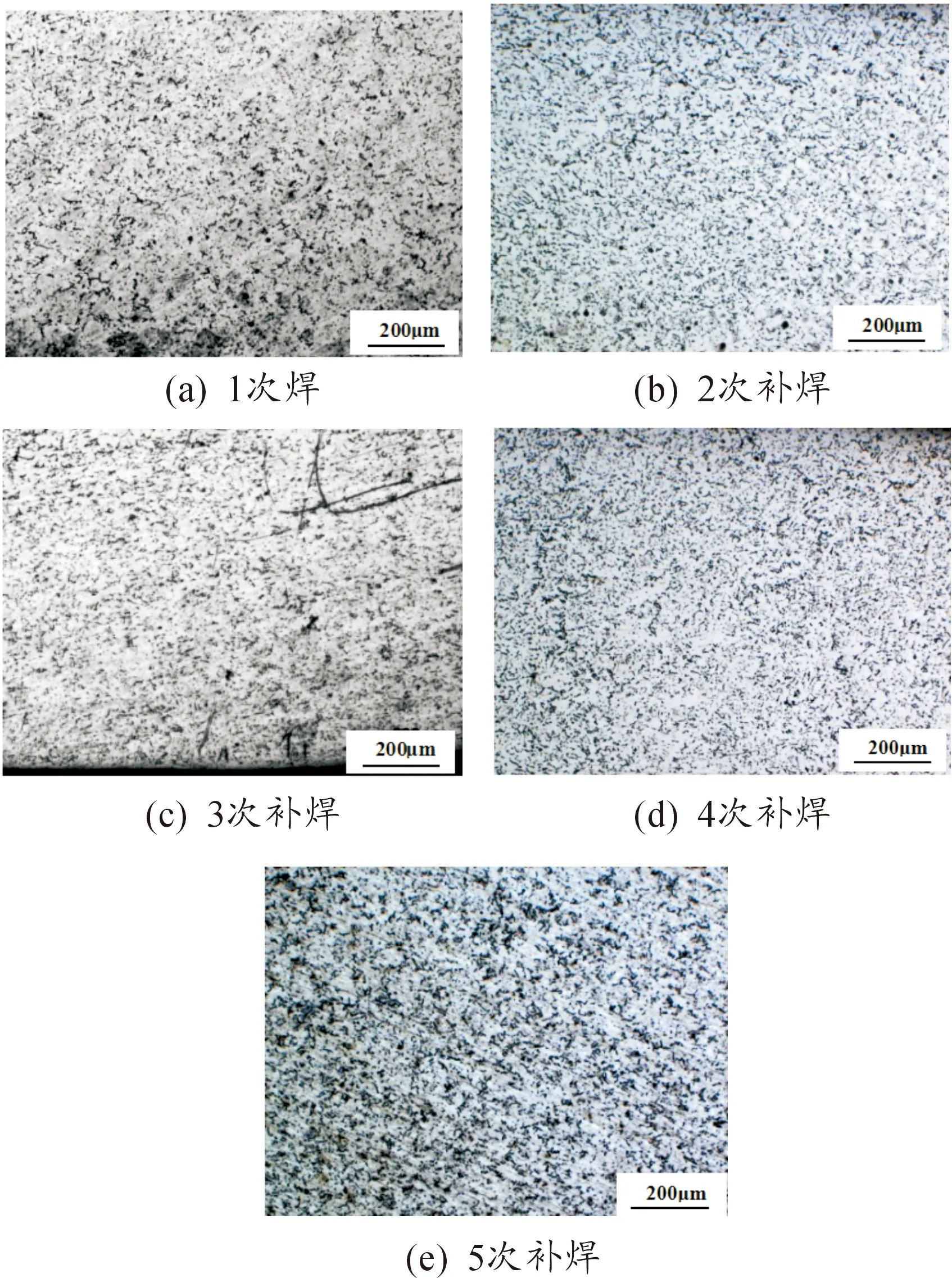
圖2 LF6防銹鋁合金一次焊或多次補焊的焊接接頭焊縫區微觀形貌
為了更清晰的觀察焊縫中第二相的微觀形貌,對一次焊接試樣的焊縫區進行了測試(如圖3所示)。根據文獻[11]可知,白色第二相為Al6(FeMn)相,均勻分布的黑色細小第二相為Mg2Si。同時,查找LF6鋁合金文獻資料[7-8]和SEM照片結果可知,隨著補焊次數的增多,起強化作用的第二相尺寸明顯增大,單位面積內數量減少,在力學性能上表現為脆性變大、塑性降低。這是因為第一道焊縫在多次焊接熱循環的作用下,溫度急劇升高,強化相發生固溶,第二相發生偏聚,均勻細小的等軸晶粒逐漸長大。

圖3 一次焊接接頭焊縫區的SEM圖像
圖4為一次焊~五次補焊的近縫熱影響區的微觀形貌,近縫熱影響區作為母材區的一部分,晶粒形態與母材相同,均為軋制態組織,晶粒沿著延展方向伸長,多為扁平狀或長條狀,第二相沿著纖維方向呈現鏈狀分布。圖4觀察結果表明,隨著補焊次數的增多,細小彌散強化相的固溶程度增大、數量減小,鏈狀分布的第二相尺寸增大、第二相與固溶體之間的輪廓更加明顯,靠近焊縫一側的部分晶粒發生再結晶,由扁平狀晶粒轉變為等軸晶粒或半等軸晶,并隨著補焊次數的增大,其尺寸逐漸變大。
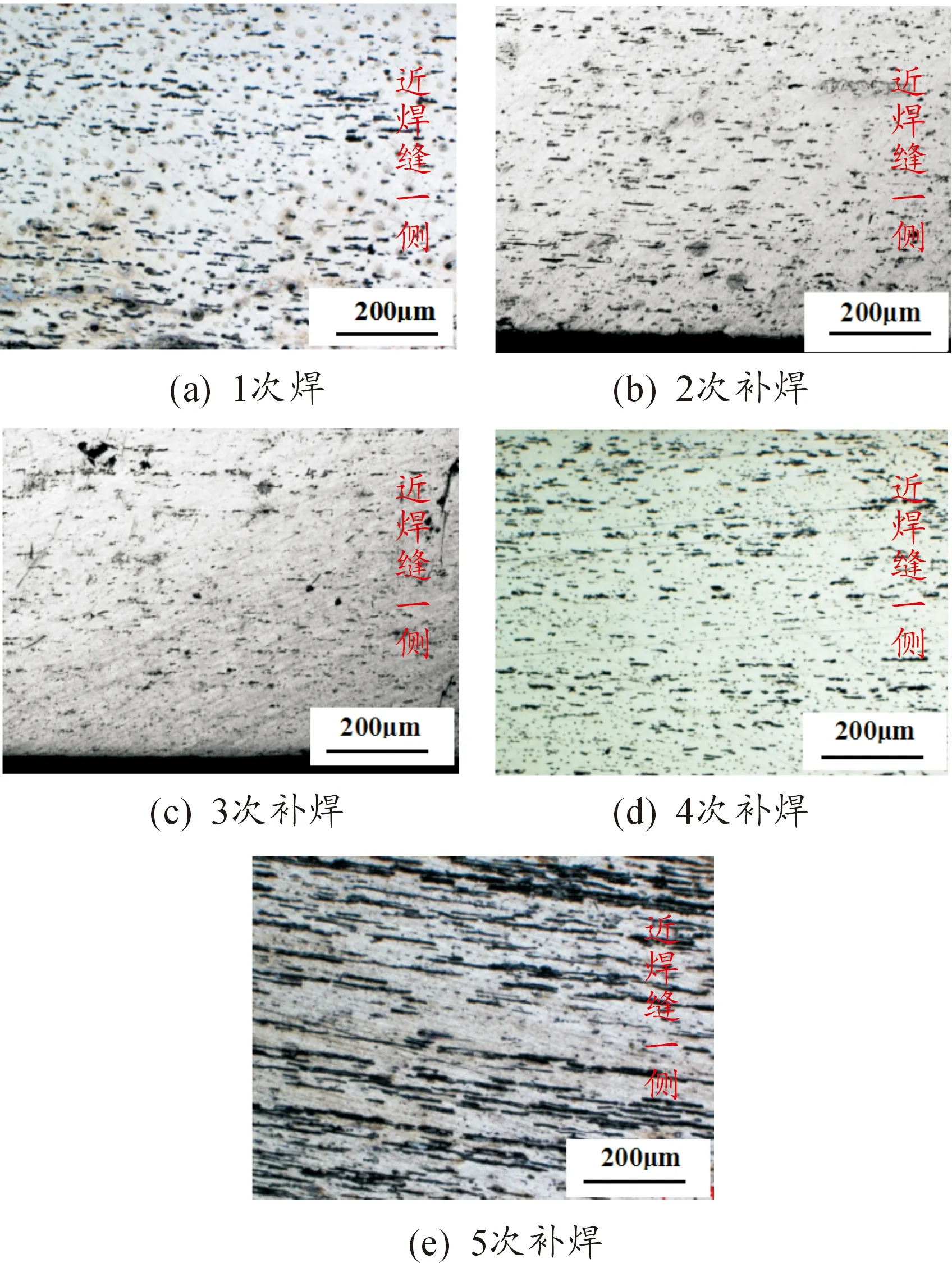
圖4 LF6防銹鋁合金一次焊和多次補焊的焊接接頭的近縫熱影響區微觀形貌
2.2 EBSD織構分析試驗
為了觀察補焊次數對晶粒長大傾向的影響,運用EBSD背散射織構分析技術對母材區、焊縫區與熱影響區的晶粒大小進行了觀察,焊縫區晶粒大小如圖5所示,母材區與熱影響區晶粒大小如圖6所示。

圖5 LF6防銹鋁合金一次焊和多次補焊的焊接接頭焊縫區EBSD對比
圖5結果表明,焊接接頭焊縫區的晶粒尺寸明顯大于正常母材區;一次焊與三次補焊焊縫區的晶粒多為等軸狀,且三次補焊焊縫晶粒尺寸明顯大于一次焊。根據成分過冷理論,隨著焊縫區金屬凝固層向焊縫中心推進,固相散熱能力逐漸減弱,溫度梯度逐漸趨于平緩,且剩余液態金屬中的溶質原子逐漸富集,從而使得凝固界面前方的成分過冷逐漸增大,當成分過冷度達到足以發生非均質形核時,便形成等軸晶;此外,在同一焊縫位置隨著焊接次數的增多,相當于承受多次高于再結晶溫度的熱處理,但原焊縫金屬不會發生熔化,該位置是否是后一道焊縫的熱影響區,因此原晶粒會會在焊接熱的作用下進一步長大,進而導致補焊接頭焊縫組織的晶粒尺寸比上一次補焊明顯增大。
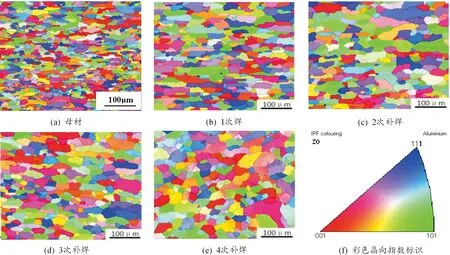
圖6 LF6防銹鋁合金母材、一次焊和多次補焊的焊接接頭熱影響區EBSD對比
圖6分析結果表明:母材區均呈現為軋制態變形晶粒,熱影響區的晶粒多為等軸或半等軸狀;近縫熱影響區的晶粒尺寸均大于正常母材區;三次補焊與一次焊熱影響區的晶粒尺寸均大于正常母材。通過尺寸測量得出,一次焊晶粒尺寸大小464.28 μm,二次補焊506.38 μm,三次補焊535.44 μm,四次補焊為718.63 μm。這是因為正常狀態的母材沒有受到焊接熱的影響,母材仍然保持軋制態,晶粒仍保持沿軋制方向的變形晶粒。在焊接熱的影響下,近縫熱影響區的晶粒會經歷再結晶或回復過程,原來的變形晶粒會在原基體上生成新的無畸變等軸晶粒或半等軸晶粒。隨著補焊次數的增多,焊接熱影響區在焊接熱循環的作用下,晶粒逐漸長大。
2.3 焊接接頭HAZ區XRD殘余應力測試分析
基于TIG焊的特點和LF6鋁合金導熱系數較大的情況,LF6鋁合金的焊接過程本身就是一個不均勻加熱且快速冷卻的過程,焊接殘余應力不可避免,補焊更容易產生應力集中。下面針對一次焊、二次補焊、三次補焊及四次補焊的接頭熱影響區(均距離焊縫中心15 mm位置),即HAZ區,采用XRD方法進行橫向焊接殘余應力的測試,測試結果如圖6所示。從圖6中可以看出,一次焊的殘余應力數值為67.5 MPa,二次補焊為120.6 MPa,三次補焊為229.2 MPa,四次補焊為235 MPa,隨著補焊次數的增加縱向焊接殘余應力數值不斷增加,三次補焊與四次補焊的數值相近且接近材料的屈服強度(236~241 MPa)。這是因為在焊接與補焊過程中,焊接試件的兩端均有剛性固定裝置,焊縫在加熱過程中,受熱膨脹,但由于受到兩端的剛性限位作用,焊接接頭的熱影響區(HAZ)形成殘余壓縮變形,隨著焊縫及周圍區域的冷卻收縮,焊縫及其熱影響區最終會產生殘余拉伸應力[1]。隨著補焊次數的增加,殘余應力集中程度增加,數值疊加,進而顯示出如圖7所示的變化趨勢。
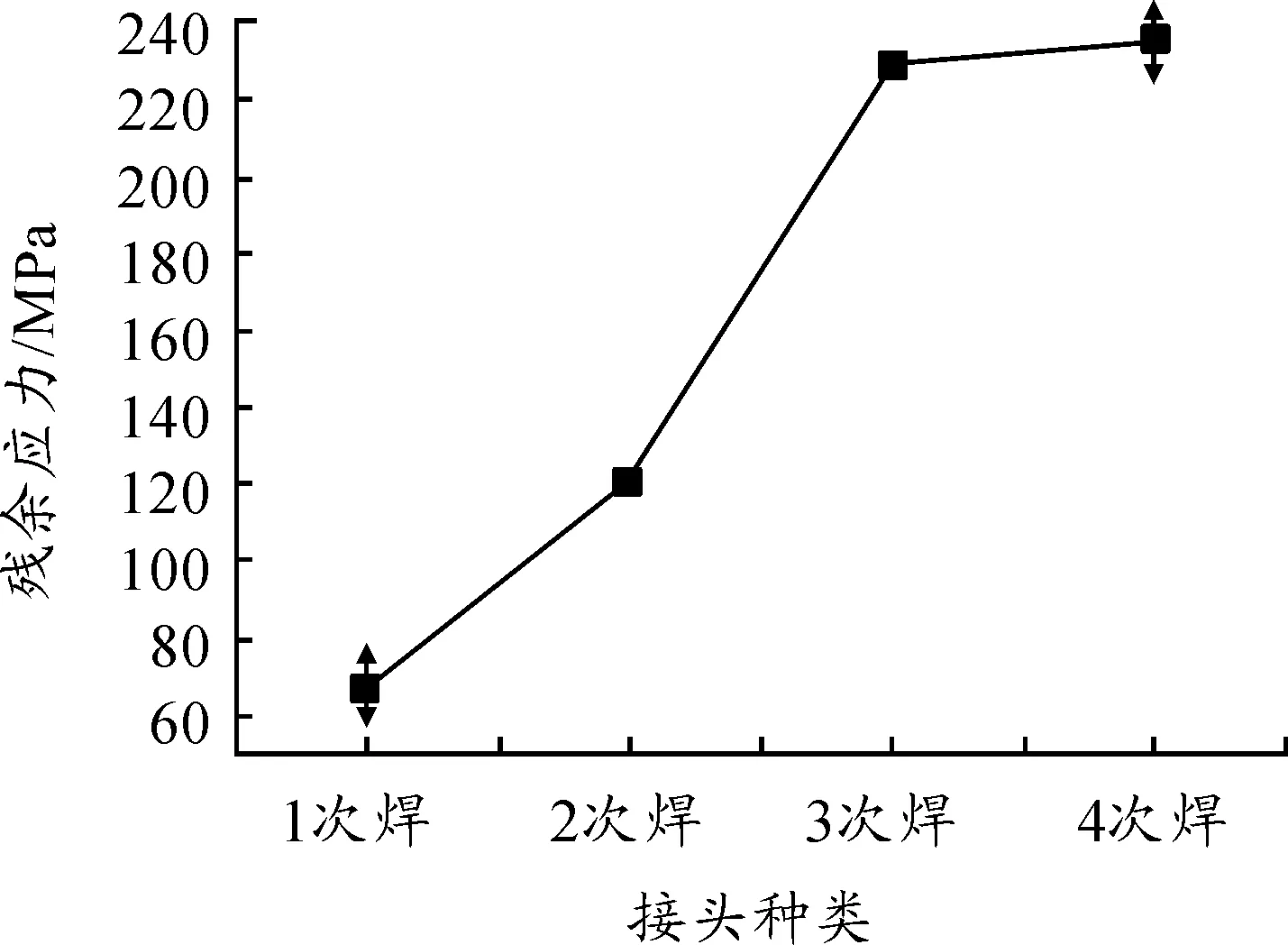
圖7 接頭殘余應力數值測試
2.4 拉伸斷口掃描分析
按照GB/T 228.1—2010《金屬材料拉伸試驗 第1部分:室溫試驗方法》規定的試驗參數,在萬能試驗機上對LF6防銹鋁合金一次焊~五次補焊的標準拉伸試樣進行拉伸性能測試,利用掃描電子顯微鏡對上述拉伸斷口進行微觀形貌觀察,SEM放大3 000倍的觀察結果如圖8所示。對比觀察圖8(a)~(e),可以發現一次焊~五次補焊的拉伸斷口顯示的均為韌窩形貌,呈現出韌性斷裂特征。但是在相同放大倍數下,一次焊與二次補焊斷口中的韌窩尺寸較小,一次焊的韌窩尺寸和分布較為均勻,二次補焊斷口韌窩尺寸變大,且大小不均勻;三補次焊~五次補焊斷口中韌窩的平均尺寸相對較大且尺寸不均勻,但三次補焊~五次補焊斷口的微觀形貌差別不明顯。

圖8 LF6防銹鋁合金一次焊和多次補焊的焊接接頭拉伸斷口微觀形貌
根據韌窩的形成特點,韌窩斷裂包括三個階段,裂紋的萌生-形成顯微空洞,裂紋的擴展聚集和最終斷裂。通過查找相關文獻[7,10]發現,在焊接熱循環的作用下,焊接接頭焊縫區、熔合區和熱影響區中的會聚集和析出第二相粒子,這些第二相粒子的熱膨脹系數和鋁基體相差較大,在焊接熱循環的作用下,第二相粒子會與基體脫離,導致接頭性能惡劣,不同焊接次數下拉伸斷口的微觀形貌存在不同。
3 結論
1)隨著補焊次數的增多,熔合區晶粒逐步長大,晶界處強化相的偏聚程度逐漸加強,第二相發生聚集,尺寸變大;焊縫區強化相發生固溶,第二相發生偏聚,均勻細小的等軸晶粒逐漸長大;近縫熱影響區細小彌散強化相的固溶程度增大、數量減小,鏈狀分布的第二相尺寸增大、第二相與固溶體之間的輪廓更加明顯,靠近焊縫一側的部分晶粒發生再結晶,由扁平狀晶粒長大為等軸晶粒或半等軸晶,且尺寸逐漸變大。
2)HAZ區XRD殘余應力測試分析結果表明,補焊接頭容易產生應力集中,且隨著補焊次數的增加縱向焊接殘余應力數值不斷增加。
3)不同補焊次數的焊接接頭的拉伸斷口均為韌性斷裂,但微觀斷口形貌存在差異。這是因為第二相粒子的熱膨脹系數和鋁基體相差較大,在焊接熱循環作用下,第二相粒子會與基體脫離,導致接頭性能惡劣,微觀斷裂形貌發生變化。
4)補焊次數增加會造成熔合區和焊縫區晶粒長大、強化相偏聚、第二相粒子與基體相結合強度下降,引起熱影響區應力集中程度加劇,造成補焊接頭力學性能下降。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
