注塑成型出現缺陷的原因和解決對策
2020-04-20 12:04:17黃定芳
中國應急管理科學 2020年3期
關鍵詞:缺陷
黃定芳
摘要:本文主要對注塑成型相關內容進行分析,其中著重探究注塑成型出現缺陷原因以及解決對策。對上述內容分析,有利于優化塑料制品工藝方式,減少注塑成型過程中出現的缺陷,提升塑料制品質量,對其中存在的問題有效解決。通過對注塑成型相關內容的分析,以期為相關工作人員提供參考借鑒。
關鍵詞:注塑成型;塑料制品;缺陷
前言
在進行工業產品生產過程中,與金屬零件比較,塑料制品有很大方面的優勢,如簡單的加工、較大的產量、較低能耗、較小的重量等,同時塑料制品的耐磨性、抗腐蝕性以及絕緣性也都比較好。在一定情況下,傳統金屬構件能夠很好的被塑料制品代替,金屬制品塑料化、非金屬化產品成為重要的發展趨勢。
1.出現注塑成型缺陷的原因
1.1工藝因素
工藝因素如較低熔料溫度、流道出現堵塞、較低噴嘴溫度等。首先對于較低熔料溫度,在常規情況下,溫度會對熔料流動性造成影響,較低的問題會降低熔料的流動性,進一步使得充模長度不足,很有可能出現欠注的情況。因此在開機之前,需要提前加熱料筒,在到溫度設定值基礎上,需要保持一段時間的溫度,隨后進行注塑加工工作。一些情況下,也需要對低溫注射應用,比如熔料屬于易分解物,需要延長注射循環時間。對于流道阻塞的情況,出現阻塞的主要原因是由于不同路徑的任何位置出現雜質,從而對注塑質量造成影響。如果不清理干凈噴嘴,很容易使得流道中進入之前的殘余冷料,出現欠注的情況。對于較低噴嘴溫度情況,主要是料筒最高溫度略高于噴嘴溫度,但需要注意不能過高,過低的噴嘴溫度會過早凝固部分熔料,降低熔料的流動性,出現欠注的情況。如果冷料凝固也會出現噴嘴堵塞的情況,對注塑品質造成影響。
1.2設備因素
是在明確注塑設備選型時,相關工作人員要注意結合產品注射量。在對設備選擇是,需要保證注塑機最大注射值需要比塑件本身重量大。在注塑之前,相關工作人員要注意對注射量檢查,保證機器設備與注射量相契合。如對于高聚物塑料而言,在熔融的情況下,為了在注塑加工過程中的熔體塑料摩擦力有效降低,需要在其中應用潤滑助劑,但另一方面也注意潤滑助劑適量,超量很容易導致欠注缺陷。
1.3塑件結構、材料問題
型腔內塑膠材料較差的流動性,需要明確澆注系統的滯留缺陷,明確設置的澆道位置合理性,適當擴大流道、澆口尺寸。塑料塑化不充分也是重要問題。如果不同塑件中隨機產生欠注缺陷,雜質可能混到原料之中,或是有未充分融化的塑粒。而導致上述情況的因素如料筒溫度、原材料性能等。此外,塑件結構設計合理性不足也是問題之一。塑料制件出現壁厚過小過大、形體復雜等情況,尤其對于較大成型面面積的制件,薄壁會接觸熔體,導致型腔不滿的情況。
2.注塑成型缺陷解決對策
本節主要針對一些注塑成型的缺陷,明確具體的解決對策。其中注塑成型具體的缺陷,如圖1:
首先針對填充不足的情況,材料流動性不足使得型腔不能充滿料流,因此需要保證選擇的塑料有較好的流動性。同時,如果模具排氣不足或是塑料降解不能有效排出氣體,應當將排氣槽設置到熔體充模位置。如果模具澆注系統設計合理性不足,相關工作人員需要對模具澆口、流道設計優化,對流道、澆口尺寸有效擴大。如果流道、澆口以及注料口因為料流前鋒冷卻導致阻塞,需要對冷料井尺寸有效擴大。過大的加料量使得壓力降低,型腔不能充滿料流,則需要降低供料,可以借助供料節流栓的方式,對潤滑顆粒料控制。
對于凹陷、縮痕的缺陷問題,主要解決辦法包括:如果存在偏大材料收縮率,則需要保證選擇的材料具有較小的收縮率。如果材料存在較差的流動性,不能對收縮導致缺少的料及時補充,則需要保證選擇的材料具備較好的流動性。材料有較大的吸濕性,干燥不足,熔化后出現的氣體,使得模具不能全部接觸熔體流,從而導致縮痕。針對該種情況,要對物料預熱,應用料斗干燥器。模具排氣不充分使得其中存在多余空氣,導致補料過程不能順利完成,使得制品出現縮痕和凹陷,對于上述情況,需要在最后充模位置設計模槽排氣,在塑件壁厚處設計澆口,保證良好的充模效果。就成型工藝方面而言, 模腔中存在較低的有效壓力,熱收縮產生的物料,導致凹陷、縮痕,需要對注射壓力提升,對保壓壓力增加,對注射速度提升,對最小供料墊有效維持,應用外用潤滑劑等。如果注射、保壓時間不足,制品在收縮時補入的料量不充分,從而出現凹陷、縮痕,需要注意對保壓時間、注射時間有效延長,保證有更加充分的時間對熔體收縮有效補償。
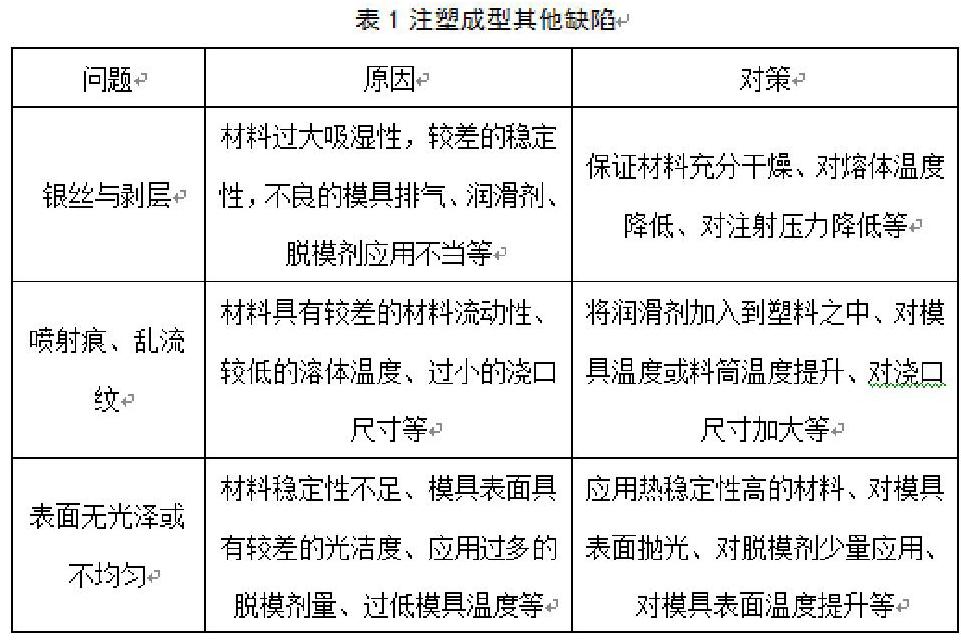
對于變色、暗紋情況,如果材料有較差的穩定性,需要注意選擇的材料具備更好的穩定性,或是將熱穩定劑添加到材料之中。如果回收料存在于材料之中,則需要及時避免應用回收料。如果未熔合的料粒存在于制品之中,物料塑化均勻性不足,則需要提升背壓,保證均勻塑化。其他問題原因以及對策如表1:
3.總結
綜上所述,解決注塑成型缺陷對策,首先要明確注塑成型出現缺陷的原因。在此基礎上明確針對性的解決對策,提升制品質量。
參考文獻:
[1]王宏霞,吳燕華,朱芬芳.注塑產品缺陷的原因及實例分析[J].模具技術,2019,(6):57-60.
[2]張麗礫.注塑成型工藝中欠注缺陷的成因及解決途徑[J].產業與科技論壇,2016,15(10):74-75.
南京華格電汽塑業有限公司? 江蘇省? 南京市? 210012
猜你喜歡
科學與財富(2016年15期)2016-11-24 15:18:15
科學與財富(2016年15期)2016-11-24 14:00:07
價值工程(2016年30期)2016-11-24 13:29:52
人間(2016年24期)2016-11-23 14:31:23
青年文學家(2016年30期)2016-11-22 18:48:31
農機使用與維修(2016年10期)2016-11-10 09:53:24
文藝生活·下旬刊(2016年10期)2016-11-03 22:04:01
中國市場(2016年36期)2016-10-19 04:28:06
科學與財富(2016年28期)2016-10-14 21:45:00
環球時報(2014-02-17)2014-02-17 23:50:59
