沖裁間隙的合理選擇、判別及對策
2020-04-12 06:00:58張煥云
科學導報·學術 2020年63期
張煥云
【摘 要】國際模具協會專家認為:模具是金屬加工業的帝王。冷沖壓是一種生產效率較高、少或無切削的加工方法在各行各業中廣泛應用。沖裁模設計是否合理直接影響到沖壓件質量、生產效率及經濟效益。沖裁間隙的選擇是沖裁模設計的一個重要組成部分,是影響沖裁效果的重要因素,沖裁間隙的取值不同對沖裁件的質量、沖裁力和模具壽命等都有很大的影響。
一、沖裁過程
沖裁模一般是在室溫下使板料分離,而且受力集中于刃口附近。其正常失效形式為磨損。根據沖裁變形機理,沖裁過程分為三個變形階段,在“彈性變形—塑性變性—雙向裂紋的產生—雙向裂紋擴展、相迎、分離”的連續復雜的變形過程,除了剪切變形外,同還存在壓縮、拉伸、彎曲等多種變形和極大的摩擦力,使沖裁斷面有明顯的塌角、光面、毛面和毛刺四個部分。
二、沖裁間隙
在沖裁變形的斷裂分離階段,裂紋的產生、擴展是沿著最大剪切應力的方向進行的,而最大剪切應力的方向并不是平行的,而是偏離一個角度β。為了使凸、凹模處產生的裂紋“相迎”分離,凸、凹模之間必須存在一個間隙Z,這個間隙叫沖裁間隙。即:凸、凹模工作部分尺寸之差。沖裁間隙又分為:單邊間隙和雙邊間隙。
三、間隙值確定方法
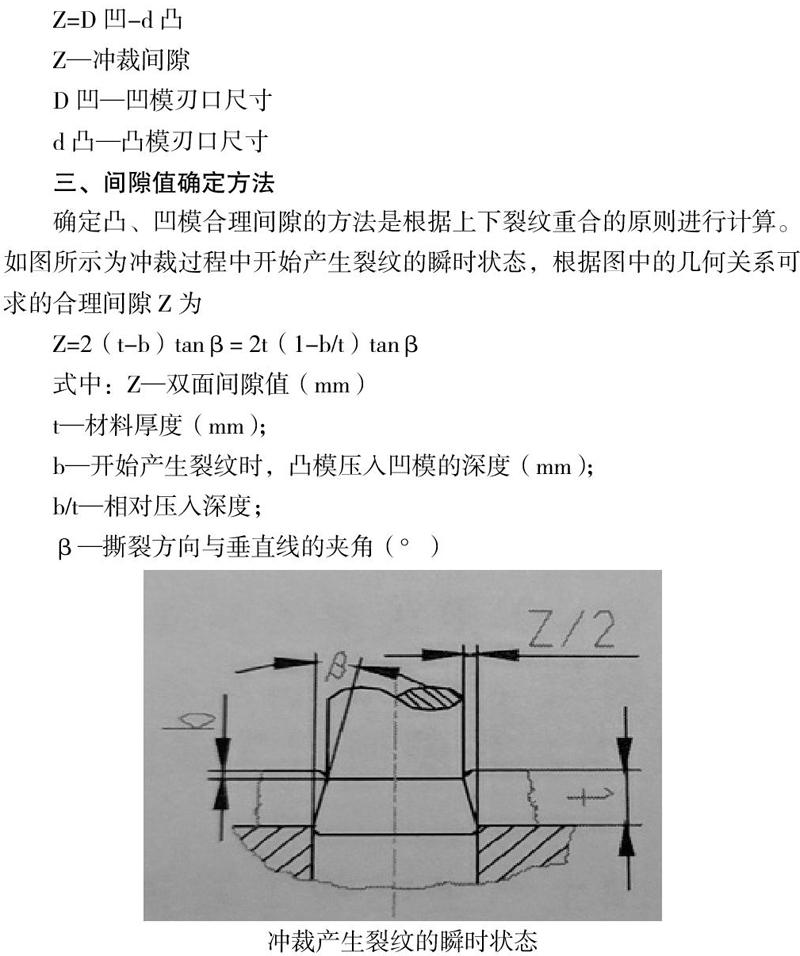
確定凸、凹模合理間隙的方法是根據上下裂紋重合的原則進行計算。如圖所示為沖裁過程中開始產生裂紋的瞬時狀態,根據圖中的幾何關系可求的合理間隙Z為
沖裁產生裂紋的瞬時狀態
從公式中可以看到,合理的沖裁間隙主要取決于板料厚度t和相對壓入深度b/t。當板料厚度t增大時,間隙Z值也加大,而厚度減小時,間隙Z值也相應減小。而相對壓入深度b/t的大小與材料性質有關。對于塑性好的材料,光亮帶就大,則間隙小;對于硬性材料,間隙要求大。但在沖裁時,厚度t是隨板料變化的,故b/t也是隨厚度變化的。對于同一種材料,薄料時,間隙小。
可見,板料的厚度是決定間隙的重要因素之一,若設2(1-b/t)tanβ=m,則間隙(雙面)為:Z=mt。
系數m的數值,隨行業不同而有所差異,根據機械行業實際m值可按如下選擇:
紙、皮革、石棉、橡膠:m=0.01~0.02
硬紙板、橡膠板:m=0.02~0.03;
鋁、紫銅、純鐵:m=0.04~0.07
硬鋁、黃銅、08、10鋼及其他低碳鋼:m=0.05;
錫磷青銅、中碳鋼:m=0.06~0.09
硅鋼片、彈簧鋼、高碳鋼:m=0.07~0.10。
四、沖裁間隙值的合理性判別
當模具制造完成進行試模時,根據它的沖壓特征看,光亮帶約占板料厚度的1/3左右,毛刺和翹曲均較小時,間隙值較合理。從沖裁力判斷間隙值的合理性相對較困難,主要是沖壓過程中的沖裁力較難定量確定,但注意到與沖裁力成比例的卸料力、推料力和頂件力的判斷還是有可能的。若沖裁過程中,卸料、推料和頂料均較順暢時,則間隙較合理。若試模時即使未用卸料彈簧也能較輕松地取套在凸模上的板料(或沖入凹模中的板料能輕松地從漏料孔中落下),則間隙可能偏大了點。否則間隙偏小。當然當沖裁件的尺寸精度要求較高時,其合理的沖裁間隙只能由試驗確定。
五、沖裁間隙不合理的解決
5.1制造夠時凸、凹模的加工精度不夠
沖裁件斷面上的光亮帶寬度分布不均勻,且最大處與最小處不對稱,其主要原因是凸、凹模制造過程中就未保證間隙的均勻。這時,某些地方光亮帶較寬且毛刺薄而尖銳,可以判斷此處間隙偏小。而某些地方光亮帶較窄,塌角和斜角等較大且毛刺較厚,則可以判斷此處間隙偏大。制造時出現的間隙不均勻,其斷面上光亮帶的分布是無規律的,有時可能出現間隙偏大(或偏小)的跡象。制造時的間隙不均勻性主要是由于凸、凹模的加工精度不夠,加工工藝選擇不當所致。采用通用機床配以手工修銼成型加工時容易出現這種情況,但是,隨著高精度數控機床的大量使用,這種情況會逐漸減少。在試模時,若出現這種情況,首先判斷一下是否有可能重新裝配,若有可能的話,重新調整一下凸、凹模間隙的分配情況,將間隙偏大處的間隙調小一點,因為間隙偏大處的修復較困難。對于間隙偏小處,可用油石修磨(修磨凸模角容易,但需考慮沖裁件圖樣上的要求)調整間隙。
5.2裝配時凸、凹模間隙的均勻性
當凸、凹模制造時已較好地保證了沖裁間隙的均勻性,這時間隙的不均勻主要是由于模具裝配不當所致,其主要特征是間隙偏大處與間隙偏小處是對稱分布的。表現在沖裁件上是某處的光亮帶較寬,甚至出現第二光亮帶,且毛刺薄而尖銳。而對稱位置處的光亮帶又較窄,塌角和斜角較大,毛刺較厚。裝配時的間隙不均勻,主要是由于操作者的技術水平不高所致。
六、結束語
本人根據實際工作,對沖裁模中凸、凹模刃口間隙的選擇、合理性的判別及解決方法幾個方面進行了闡述。通過實踐證明,這些方法是合理、有效的,對延長模具壽命具有顯著的經濟效益。
(作者單位:河北省石家莊市6410工廠汽車改裝分廠)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中華詩詞(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
建筑材料學報(2014年3期)2014-03-11 17:08:02