超高分子量聚乙烯干法紡絲制備黑色纖維的研究
2020-03-22 01:47:14于斌,趙瑩,阮洋
合成技術及應用 2020年4期
關鍵詞:工藝
于 斌,趙 瑩,阮 洋
(1. 中國石化儀征化纖有限責任公司高纖部,江蘇儀征 211900;2. 中國石化儀征化纖有限責任公司銷售服務部,江蘇儀征 211900)
纖維染色是將UHMWPE纖維通過浸染、膠染或噴涂等工藝染色[1]。超高分子量聚乙烯纖維具有特殊的高度取向高度結晶結構,呈亮白色,分子鏈既不含極性基團,也無化學活性基團,結構規整,不易染色。傳統的浸染、膠染或噴涂等纖維染色工藝需對纖維做預處理,會破壞纖維結構,且高溫染色還會降低纖維強度,并且染色僅限于纖維表面,色牢度差,染色不均勻,不宜進行二次加工[2]。因此常規染色工藝不適于UHMWPE成品纖維的染色[3]。
近年來,有色UHMWPE纖維相關研究逐漸增多,主要方法有兩種,纖維染色和紡前著色。國內高性能聚乙烯有色纖維產品多是通過纖維紡后著色的方法對纖維進行染色。紡后著色是指在紡出高性能聚乙烯纖維后,再對其進行表面處理、染色[4]。存在染色過程中能耗高,對環境污染嚴重,色牢度小,著色不均勻,并且對高性能聚乙烯纖維力學性能影響較大等缺點。而目前現有的超高分子量聚乙烯纖維紡前著色工藝,或使用色母料,或預制顏料漿液,或與無機顏料預混后在螺桿擠出機中溶脹,且紡絲工藝均為濕法紡絲,工藝繁瑣復雜,顏料分散較差,上色淺,色牢度和均勻性較差。由于以上現有技術工藝的局限性,所制纖維顏色品種少,顏色轉換期間排廢量大,且顏料在高溫溶脹條件下,會溶于溶劑之中,溶劑回收質量低,甚至無法回收,不符合當下節能減排,低碳環保的大趨勢。
碳黑是一種無定形碳,輕、松而極細的黑色粉末,表面積非常大,具有良好的分散性能,所以其著色強度也較高,在化纖生產制備過程中,常被用作色母粒使用,生產黑色纖維。袁修欽[5]在熔融紡絲過程中,采用色母粒染液著色技術,制備了黑色尼龍6纖維,結果表明,相較于空白尼龍6纖維,黑色尼龍6纖維仍然具有良好的機械性能和較高的熱力學性能,同時該纖維具有較高的黑度。王保柱[6]在常規PET紡絲生產線上用紡絲級PBT切片生產黑色POY,通過合理調整紡絲工藝條件,生產出優質的適合加彈加工的黑色PBT-POY。
本文針對UHMWPE干法紡絲工藝的特點,研究高性能聚乙烯黑色纖維干法紡絲紡前著色工藝,生產開發高性能聚乙烯黑色纖維,提高儀征化纖產品的市場競爭力,進一步提高產品附加值,積累豐富的有色絲生產經驗,為進一步擴大有色絲生產規模及市場占有率打下堅實基礎。
1 試 驗
1.1 原料
超高分子量聚乙烯粉體,纖維級,上海聯樂;十氫萘(DE),工業級,河北中化滏恒股份有限公司;碳黑,BP5560,卡博特化工有限公司;抗氧劑,JY-225,南京嘉雅精細化工有限公司。
1.2 儀器設備
電子天平,FA-1104型,上海舜宇恒平;強力儀,DLL-1000型,上海德杰;雙螺桿擠出機,TSE-125型,南京瑞亞。
1.3 原料液制備
稱取11.25 g UHMWPE、0.08 g復配抗氧劑溶于200 mL的十氫萘溶液中,在(97±2)℃溶脹3.5 h,攪拌轉速40 r/min。
1.4 工藝流程
原液著色黑色纖維的干法紡絲工藝流程:在漿料溶脹過程中,加入碳黑,溶脹結束后經過雙螺桿擠出機、紡絲箱體、紡絲甬道成為預拉伸纖維,最后通過后道高倍拉伸,生產出成品纖維。

圖1 原液著色UHMWPE纖維制備工藝流程圖
1.5 測試方法
1.5.1 色差測試
原絲絲束橫向之間與其它多數單絲之間的顏色差別數量占總根數的百分比稱之為色差值。采用50根原絲,在標準光源條件下(標準號:FZ/T:01047-1997)觀察,若橫向方向上有5根與其它根原絲有明顯的色澤差別,則為10%的色差值。色差值越小,則代表單絲與單絲之間的顏色越均勻。
1.5.2 色不勻率測試
纖維縱向方向上,長度為100 m區間范圍內,色澤與該長度區間范圍內的整體顏色差別的長度百分比稱之為色不勻率。取一束原絲,50根單絲,在標準光源條件下(標準號:FZ/T:01047-1997),觀察測量每一根原絲在100 m范圍內與整體顏色差別的長度,最后取平均值。
1.5.3 力學性能測試
纖維的力學性能通過強力儀測得。調節強力儀兩端夾持器距離為500 mm,將試驗樣品進行固定后進行拉伸,測試溫度為室溫,拉伸速度為250 mm/min,直至纖維斷裂。每根樣品測試5次,計算平均值。
2 結果與討論
2.1 添加碳黑的紡絲原液的溶解工藝研究
在質量濃度為10%的UHMWPE樹脂的十氫萘懸浮液中,添加質量分數0.5%(相對于樹脂)的碳黑,并在96 ℃下溶脹2 h,控制攪拌速度為200 r/min。通過調節雙螺桿溶解溫度、轉速,觀察機頭壓力變化、組件壓力變化、最大噴頭拉伸比等情況,對8倍噴頭拉伸擠出的凍膠絲干燥預拉伸后得到的原絲進行色差值和色不勻率的計算,從而確定穩定的雙螺桿溶解工藝。
2.1.1 雙螺桿溶解溫度的影響研究
在不添加碳黑的UHMWPE/十氫萘雙螺桿溶解工藝的基礎上,雙螺桿轉速為120 r/min條件下,分別考察添加碳黑后在140 ℃、150 ℃、160 ℃、170 ℃、180 ℃、190 ℃等一系列溶解溫度條件下,UHMWPE在十氫萘中的溶解情況及碳黑的分散性。
通過干法紡絲工藝,以2 m/min的擠出速度進行紡絲,同時控制噴頭拉伸為8倍,干燥預拉伸為2倍,觀察得到的黑色原絲的色差值和色不勻率情況,判斷碳黑在雙螺桿溶解工藝中的溫度對碳黑分散性的影響。圖2和圖3分別給出了雙螺桿溶解溫度對黑色原絲色差值和色不勻率的影響。

圖2 雙螺桿溶解溫度對黑色原絲色差值的影響

圖3 雙螺桿溶解溫度對黑色原絲色不勻率的影響
從圖2和圖3中可以發現,雙螺桿溶解溫度對碳黑在UHMWPE/十氫萘溶解過程中的分散性具有一定的影響。總體來說,隨著溫度的升高,碳黑在UHMWPE/十氫萘溶液中分散性逐步變好,得到的聚乙烯黑色原絲橫向方向和縱向方向上顏色分布逐步均勻,色差逐漸減小。即溫度的提高,有利于碳黑的分散[7]。但超高分子量聚乙烯的熱降解溫度約為200 ℃[8],溫度過高,容易造成UHMWPE樹脂降解嚴重,不利于紡絲制備高性能纖維。因此雙螺桿溶解溫度在170~190 ℃范圍內為宜。
2.1.2 雙螺桿轉速對UHMWPE溶解性能的影響
雙螺桿的轉速是影響UHMWPE樹脂在十氫萘中溶解性的一個重要影響因素。合適的轉速,不僅達到高效輸送混合溶解的目的,而且對保持紡絲溶液的均勻性起到關鍵作用。鑒于此,我們考察雙螺桿轉速對碳黑在UHMWPE樹脂十氫萘體系中的分散性情況。圖4和圖5分別為在170 ℃條件下,雙螺桿轉速對UHMWPE黑色原絲色差值和色不勻率的影響。通過圖4和圖5可以發現,隨著雙螺桿轉速的提高,得到的UHMWPE黑色原絲顏色均勻性增加。在130~160 r/min轉速范圍內,碳黑分散性和得到的UHMWPE/十氫萘黑色溶液可紡性最好;繼續提高雙螺桿轉速,UHMWPE降解嚴重,得到的紡絲原液黏度降低,可紡性能下降,并且碳黑在溶液中的分散性并沒有顯著提高。因此,控制雙螺桿轉速在130~160 r/min區間范圍內,既能夠保證得到可紡性優良的UHMWPE原液,又能夠保證碳黑在紡絲原液中分散較好、紡絲原液色澤均勻及得到的原絲色差值和色不勻率都較小,滿足紡絲要求。

圖4 雙螺桿轉速對黑色原絲色差值的影響

圖5 雙螺桿轉速對黑色原絲色不勻率的影響
2.2 添加碳黑的紡絲原液的紡絲工藝研究
UHMWPE紡絲細流經過噴絲板擠出形成凍膠絲,含有大量的十氫萘溶劑,需要對其進行干燥除溶劑得到溶劑含量較低的原絲,才能夠實現后紡的高倍熱拉伸,制備出高性能聚乙烯纖維。UHMWPE纖維通過干法紡絲工藝制備時,在紡絲的過程中實現“紡程解纏”[9]。在這一過程中,噴絲孔擠出速度、噴頭拉伸比、干燥溫度等都是影響所得原絲性能的重要因素。目前單一組分的UHMWPE原絲干燥預拉伸工藝比較成熟,加入其它成分后對干燥預拉伸工藝是否有影響,需要進行深入地研究。對含有無機顏料碳黑的紡絲溶液進行紡絲,制得黑色凍膠原絲纖維,同時考察干燥預拉伸工藝,并與純的聚乙烯凍膠原絲即白色凍膠原絲纖維進行對比,結果如表1所示。
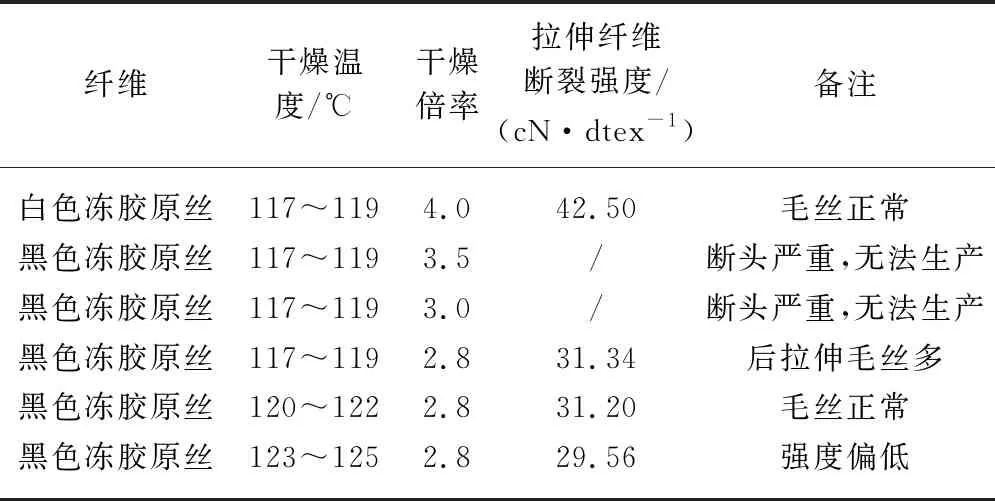
表1 UHMWPE黑色凍膠絲干燥工藝
從表1中可以發現,含有無機顏料碳黑的UHMWPE凍膠絲干燥工藝與白色凍膠絲具有明顯區別,當干燥溫度相同的條件下,適當降低干燥倍率,黑色凍膠原絲在后道無法正常拉伸,表現為斷頭毛絲嚴重,說明碳黑的加入,一定程度上使超高分子量聚乙烯大分子之間的間距增大,范德華力降低,使得纖維抗拉性能下降,在后拉伸倍率較高的條件下,后拉伸斷頭嚴重,無法生產;當干燥倍率降低至2.8時,可以連續生產,但毛絲依舊偏多;最終,在干燥倍率降低,干燥溫度提高的條件下,實現了正常生產。與不含碳黑的白色凍膠絲相比,干燥倍率較低,需要將溫度(117~119 ℃)升高3 ℃。
2.3 后紡拉伸工藝研究
經過干燥預拉伸的UHMWPE黑色原絲,通過調節拉伸溫度和拉伸比分配,確定穩定的后紡拉伸工藝,以得到力學性能優良、色澤均勻的UHMWPE黑色纖維。
經過干燥預拉伸形成原絲,得到的原絲以1~3 m/min 的喂入速度分別經過一、二、三道拉伸,最后得到高強高模聚乙烯纖維。UHMWPE原絲斷裂強度低于10 cN/dtex,模量一般低于300 cN/dtex,遠遠不能夠滿足高強高模的要求,只有經過后紡不低于8倍的熱拉伸,強度和模量才能夠快速升高,因此,后紡拉伸工藝,直接影響最終的纖維性能指標。
經過后紡三道拉伸溫度及拉伸比分配試驗,最終確定穩定的后紡拉伸工藝。表2給出了UHMWPE黑色原絲后紡拉伸工藝及纖維性能。相同溫度條件下,與白色原絲相比,黑色絲達不到白絲原絲的后拉伸總倍率,而且毛絲較多。因此通過提高溫度約1 ℃,適當倍率降低,來保證產品的正常運行和毛絲狀況。經過多次調試優化,最終確定黑色纖維的后紡拉伸工藝,溫度為138.0 ℃-145.5 ℃-147.0 ℃,拉伸倍率為4.5-1.30-1.15,此時生產運行及產品質量較好。

表2 高性能聚乙烯紅絲纖維后紡三道拉伸工藝及纖維性能
3 結 論
a) 雙螺桿溶解溫度為170~190 ℃,轉速為130~160 r/min時,能得到碳黑分布均勻且可紡性優良的UHMWPE紡絲原液。
b) 預拉伸干燥工藝溫度比不含碳黑的白色凍膠絲干燥溫度(117~119℃)高3℃。
c) 經過后紡三道拉伸溫度及拉伸比分配試驗,最終確定穩定的后紡拉伸溫度為138.0 ℃-145.5 ℃-147.0 ℃,拉伸倍率為4.50-1.30-1.15,此時生產運行及產品質量較好。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52