地鐵車輛電氣預裝工藝裝備設計研究
2020-03-12 07:43:56魏義山
科技與創新 2020年3期
魏義山
(紹興市軌道交通集團有限公司,浙江 紹興312000)
1 工藝裝備設計目的
工藝裝備設計的目的在于降低員工的工作強度,提高員工的工作效率。
2 工藝裝備設計內容
電氣預裝主要包含以下作業內容:粗電纜下線切割、細電纜下線切割、電纜成束、連接器制作等。依據作業內容及生產要求,明確了需要設計工藝裝備的種類、數量,如表1所示。
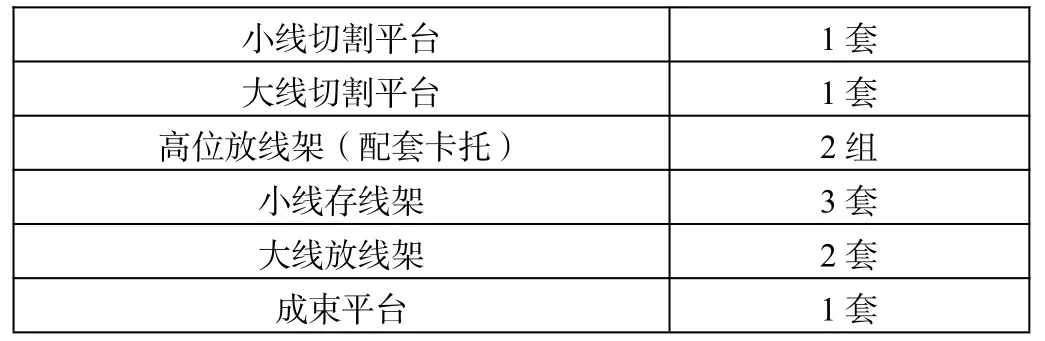
表1 設計工藝裝備的種類、數量
3 工藝裝備設計前期準備
工藝裝備設計前期,主要進行的是電氣預裝各類知識的學習。
學習內容包括粗電纜下線切割、細電纜下線切割、電纜成束、連接器制作等工序方面的內容。具體包括各工序工藝技術、文件、員工現場操作的學習,工藝裝備樣式、尺寸、設計思路的了解,員工對電氣預裝工藝裝備的理解和期望等。并根據廠房實際情況,對電氣預裝區域進行合理的布局,明確各工藝裝備在區域內的擺放位置。
4 工藝裝備設計
4.1 高位放線架(配套卡托)
對于細線纜下線切割工序,需要對線輥進行合理的擺放。而高位放線架用于線徑較小的電纜線輥的擺放,其主要的技術參數及各參數的設計原因如下:①放線架外形尺寸。長2 000 mm、寬2 500 mm、高4 000 mm。其中,放線架的長度是根據線輥的寬度設計的,2 m 的長度方向上設計成2個軸桿,每個軸桿1 m,可以放置1~3 個線輥。放線架的高度可以滿足在沒有天車的情況下,一位標準身高的作業人員對上下4 個軸桿進行掛線輥作業。②支架由支撐立柱、橫梁、斜支撐、帶扶手的梯子、掛鉤、軸桿組成。采用冷軋鋼型材制作,使用三角形結構組合而成。③掛線軸桿便于拆卸,滿足懸掛不同規格的線軸。其中,軸桿兩側的掛鉤也采用了可拆卸的形式,以方便損壞時更換。④高位掛線支架共4 層,每層2 個軸桿,可以同時掛8 個軸桿。高位掛線支架設有樓梯及工作平臺,方便進行掛線操作。⑤支架經過打砂處理后刷底漆和面漆,確保油漆表面光滑、不脫落、抗腐蝕。
4.2 大線放線架
對于粗線纜下線切割工序,需要對線輥進行合理擺放。而大線放線架用于對線徑較粗的電纜線輥的擺放,其主要的技術參數及各參數的設計原因如下:①放線架由架體、軸桿等組成,長1 040 mm、寬1 000 mm、高1 280 mm。其中,放線架的長度和高度均是根據線輥的寬度及半徑大小設計的。②每個放線架可同時放3 個線輥,卡托處為軸承裝置,放線架整體承重不低于2 t。由于粗線纜的線輥質量大,因此,在卡托處設計雙滾輪軸承裝置,能有效減輕員工在拉線作業時的勞動強度。
4.3 小線存線架
對于下線切割完成后的小束線纜,在未進入線纜成束工序時,需要對小線束進行合理存放。
而小線存線架用于對半成品小線束的存放,其主要的技術參數及各參數的設計原因如下:①每個存放架上設置20 個掛鉤,每個掛鉤承重不低于50 kg,掛鉤分兩排背靠背布置,每排設置5 個掛鉤,掛鉤長為300 mm,兩掛鉤間距為300 mm,上排掛鉤距地面1.6 m,下排掛鉤距地面0.9 m。其中,掛鉤的數量、承重、間隙等滿足單車單次制作的所有小線束的懸掛。②存放架為可移動式,共4 個車輪,其中后排2 個為萬向輪,車輪直徑150 mm。這種設計能滿足存放架移動周轉的需要。
4.4 大線切割平臺
對于粗線纜下線切割工序,從線輥中拉出的線纜,需要有相應的支撐、測量、切割裝置,而大線切割平臺用于線徑較粗的電纜進行切割作業,其主要的技術參數及各參數的設計原因如下:①工作臺由12 組尺寸為2 400 mm×1 000 mm×800 mm 的臺案組成,總長為28.8 m;工作平臺骨架采用方管焊接。工作臺面采用木工板,表面用SUS304 不銹鋼材料,不銹鋼臺面厚度為1.2 mm,防火、耐磨、耐沖擊性能均達到國家標準。臺面平整,臺面兩面有擋邊,擋邊尺寸為25 mm×25 mm×25 mm,臺面兩側均含刻度尺,刻度標記方向相反;其中,工作臺的總長是根據車輛上所有等級的線束長度均小于28 m 而確定的。擋邊的設計是防止電纜在制作過程中的脫落,刻度尺的設計采用雙向標記,可滿足2 個方向同時作業的需要。②不銹鋼臺面有刻度尺,10 mm 一個刻度,50 cm 和1 m 標識顏色為紅色,其他顏色為藍色,距臺案端部前200 mm 無刻度,0 mm 刻度從距臺案端部200 mm處開始。單位刻度設計為10 mm,因為在所有的線纜切割文件中,線纜的長度均精確到厘米。臺案端部前200 mm 無刻度,是為了在線纜切割時留出切割剪刀的放置空間。
4.5 小線切割平臺
對于細線纜下線切割工序,從線輥中拉出的線纜,需要有相應的支撐、測量、切割裝置,而小線切割平臺用于對線徑較細的電纜進行切割作業,其主要的技術參數及各參數的設計原因如下:①工作平臺由12 組尺寸為2 400 mm×1 600 mm×800 mm 的臺案組成,總長為28.8 m;工作平臺骨架采用方管焊接。工作臺面采用木工板,表面用SUS304 不銹鋼材料,不銹鋼臺面厚度為1.2 mm,防火、耐磨、耐沖擊性能均達到國家標準。接頭處平整。其中,工作臺的總長是根據車輛上所有等級的線束長度均小于28 m 而確定的。②不銹鋼臺面有刻度尺,10 mm 一個刻度,50 cm 和1 m 標識顏色為紅色,其他顏色為藍色,距臺案端部前600 mm 無刻度,0 mm 刻度從距臺案端部600 mm 處開始。在距臺案端部700 mm 處設置8 條U 形槽,該槽為鋁合金材質,沿臺案通長放置,均勻分布(臺案寬度方向每200 mm 放置1 條),槽寬80 mm,槽深50 mm,槽內不允許出現尖角、銳棱、毛刺等。在0 mm 刻度處設置線纜固定桿,固定桿為不銹鋼材料。其中,臺案端部前600 mm 無刻度設計,能實現線纜切割作業時切割剪刀的放置及線纜在穿過尼龍板到U 形槽的這段距離上線纜能夠平滑過渡的作用。而U 形槽的設計則能滿足兩組人員同時作業并且能一次性制作兩列車同一車型同一等級線束的要求。固定桿的設計則是為了達到在線纜切割作業時,使已經切割完成的線纜不發生散亂的目的。③臺案端部設置過線用的1 600 mm×400 mm×60 mm 的尼龍板,尼龍板上設過線孔,過線孔邊緣采用圓弧倒角,經過拋光處理,保證表面光滑。過線孔總計48 個,其中直徑30 mm 的共32 個,在上部分兩排均勻分布,直徑60 mm 的共16 個,在下部一排均勻分布,孔的分布采用與U 形槽槽口相對應的原則。尼龍板的設計主要是對從高位放線架上過來的線纜進行分類、分束,而大小孔的設計則是為了滿足不同線徑的線纜的作業需要。
4.6 成束平臺
對于線纜成束工序,線束的捆扎、成束、測量、連接器制作等需要有相應的平臺裝置,而成束平臺用于各等級線纜的捆扎、成束及連接器制作,其主要的技術參數及各參數的設計原因如下:①工作臺案由12 組尺寸為2 400 mm×1 600 mm×800 mm 的臺案組成,總長為28.8 m。帶沖孔的上擋板尺寸為1 000 mm×2 400 mm,帶沖孔上擋板嵌入兩組合臺面之間,其安裝掛鉤后可懸掛工具,安裝懸掛架后可懸掛物料盒。工作臺骨架采用方管焊接。工作臺面用木工板、表面用SUS304 不銹鋼材料制作,不銹鋼臺面厚度為1.2 mm,防火、耐磨、耐沖擊性均達到國家標準。臺面單面有擋邊,擋邊尺寸為25 mm×25 mm×25 mm。②不銹鋼臺面有刻度尺,10 mm 一個刻度,50 cm 和1 m 標識顏色為紅色,其他顏色為藍色,距臺案端部前200 mm 無刻度,即0 mm 刻度從距臺案端部200 mm 處開始。③上擋板帶220 V 電源,共10個5 眼插座,每邊5 個,10 個錯開均勻分布在總長28.8 m范圍內。插座的設計考慮到在成束平臺上制作連接器的需要,由于連接器制作時需要用到熱風槍及電動壓接鉗等工具,因此在兩側均勻分布了多個插座。插座的電源來自地下的預埋管線,容量是按照同時使用10 個1 800 W 的熱風槍來設計的。
5 工藝裝備設計不足
由于設計經驗欠缺等原因,工藝裝備在后期的評審及驗證過程中發現了一些不足之處,其中包括:①大線放線架的設計中未考慮到安全裝置的使用,采用的雙滾輪設計雖然能夠極大地減輕員工的勞動強度,但是線輥存在脫落的風險,因此后期需要在每個雙滾輪處加裝卡套裝置。②高位放線架的設計中雖然要求了軸桿掛鉤可以拆卸,但是軸桿掛鉤卻不能上下調節,這影響到了線輥的可擴展數量及其調整的靈活性。因此,如果此處設計中能添加可調節功能,則將更適宜各尺寸線輥的安裝,并能大量增加線輥的懸掛數量。③切割、成束平臺的刻度尺設計存在缺陷。由于設計之初未明確刻度尺的制作樣式,生產廠家采用了將鋼卷尺拉平粘接的方式,后期發現鋼卷尺上尺寸無法看清,并且有生銹的現象。如果采用絲網印刷的工藝將刻度印在鋼板上,效果更好。
6 總結
工藝裝備設計、制作完成后,經過從事相關專業的電氣專家的評審驗收,得到了充分的認可。使用工藝裝備的作業人員也對工藝裝備的設計表示贊同,認為工藝裝備可以滿足電氣預裝作業的需要并減輕勞動強度。因此,電氣預裝工藝裝備的設計總體上是成功的。但是,也看到了工藝裝備設計的一些不足之處,以此為鑒,舉一反三,在后續的工作過程中持續改進,不斷完善。
猜你喜歡
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
故事大王(2016年7期)2016-09-22 17:30:08
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
兒童故事畫報(2013年3期)2013-06-24 05:40:30