V205后備廂外板上段起皺原因分析及控制措施研究
2020-01-16 02:38:26馬云飛北京奔馳汽車有限公司
鍛造與沖壓 2020年2期
關鍵詞:生產(chǎn)
文/馬云飛·北京奔馳汽車有限公司
本文對沖壓件在拉深過程中的起皺原因進行了分析,通過調(diào)整模具狀態(tài)、工藝參數(shù)、涂油條件和板料尺寸等方法,最終找到保證生產(chǎn)穩(wěn)定的關鍵因素,消除了產(chǎn)品起皺缺陷,返修率、廢品率大大下降,生產(chǎn)效率得到有效提升,并且通過對整個調(diào)整過程的總結(jié),深入了解了造成起皺的各因素的實際影響,為沖壓生產(chǎn)線解決類似問題積累了寶貴的生產(chǎn)經(jīng)驗。
沖壓件起皺是影響沖壓生產(chǎn)的重要問題之一,是沖壓外板件不可接受的缺陷之一,不僅會造成沖壓件的直接報廢或者返修,還會導致焊接的變形或者開焊,影響焊接質(zhì)量。目前,行業(yè)內(nèi)對于起皺原因的分析認識比較統(tǒng)一,起皺的控制更多是在產(chǎn)品開發(fā)階段,在實際沖壓生產(chǎn)過程中,尤其是大批量的生產(chǎn)條件下,受到調(diào)整周期和模具實物的限制,如何快速有效找到解決辦法,需要不斷通過實際案例積累經(jīng)驗和反復驗證;本文通過V205后備廂外板上部的起皺控制,試驗了多種調(diào)試手段,經(jīng)過批量生產(chǎn)的驗證,為其他沖壓件生產(chǎn)線的調(diào)試提供借鑒和經(jīng)驗。
V205后備廂上部起皺原因分析
從拉深件沖壓過程中起皺的各方面原因入手,結(jié)合該制件的特點分析起皺產(chǎn)生的原因及解決問題的途徑。
拉深件起皺的原因分析
拉深件在拉深過程中起皺的原因很多,在具體問題中需要具體分析;根據(jù)實際生產(chǎn)中的具體情況來查找原因,其主要原因有以下6個方面:
⑴拉深件拉深深度太深,導致制件在走料的過程中板料流動過快,形成起皺。
⑵沖壓件在拉深過程中凹模R角過大,導致在拉深過程中凸模無法壓住料,造成板料流入過快形成起皺。
⑶沖壓件壓料筋不合理,壓料筋過小或位置不正確,不能有效阻止板料過快流動,形成起皺。
⑷頂桿的壓力過小,沖壓件成形不徹底,形成起皺。
⑸模具定位設計不合理,沖壓件在拉深過程中無法壓住料或者壓料邊過小,導致在拉深過程中無法壓住料,形成起皺。
⑹凸凹模間隙過大導致在拉深過程中無法壓住料,造成起皺。
V205后備廂外板上部起皺的原因分析
結(jié)合以上起皺理論,針對V205后備廂外板上段起皺(圖1)深入分析原因。通過拉深件沖壓方向及CAE開裂風險報告(圖2)分析可以看出,主腰線附近存在開裂風險,因此工藝規(guī)劃時工藝補充形狀簡單,高度很低,雖有效降低了制件開裂的風險,但起皺的風險加大,起皺后的調(diào)整難度加大,而且該制件模具已經(jīng)投產(chǎn),且生產(chǎn)頻繁,如果從更改工藝補充和更改模具結(jié)構(gòu)上想辦法不符合生產(chǎn)實際,因此從以下方面分析和制定對策:

圖1 制件起皺缺陷圖示
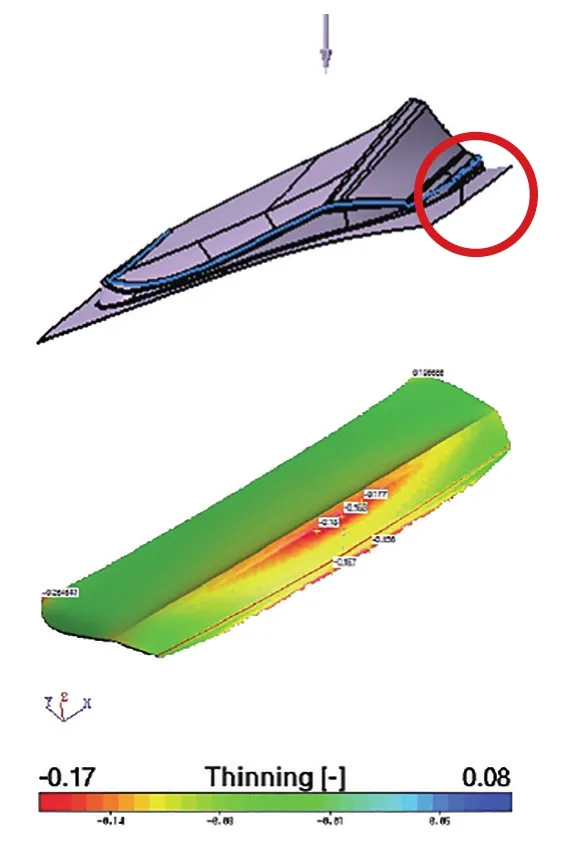
圖2 拉深件沖壓方向及CAE開裂風險示意圖
⑴沖壓件拉深深度較深(圖3),該件成形深度約150mm,鎖孔側(cè)走料較多,在走料過程中板料流動過快或變形阻力的不均勻分布就有起皺的風險;但產(chǎn)品和模具已固化投產(chǎn),無法改變此條件。

圖3 拉深件沖壓方向示意圖
⑵檢查該件拉延筋的分布,該件前后側(cè)易起皺位置均有兩條拉延筋布置,且CAE模擬(圖4)F向已有開裂風險,與現(xiàn)場狀態(tài)基本一致,在控制起皺的前提下極容易出現(xiàn)開裂。

圖4 CAE拉延筋及開裂風險示意圖
⑶頂桿的壓力檢查(壓邊力),該件工藝文件指導壓邊力100~140t,實際使用為120t,符合工藝要求;結(jié)合實際制件的起皺情況,適當加大壓邊力對控制板料的流動,對減小起皺的風險有積極作用。
⑷生產(chǎn)板料尺寸過小或定位設計不合理,導致沖壓件壓料邊過小,或在拉深過程中無法壓住料,造成起皺;觀察該件的流入量,拉深件筋外余料不足5mm,成形的裕度較低,對板料性能等其他條件的穩(wěn)定性要求極高。
⑸模具的壓邊圈與上模間隙大或不均勻,反映在模具上有兩方面;一方面壓邊圈管理面及壓料面著色不勻;另一方面平衡塊的高度調(diào)整高或分布不均勻,導致壓邊力分布不均,板料流動時受力不均勻,從而導致起皺。
⑹批量生產(chǎn)中,為增加成形穩(wěn)定性和減少模具磨損,該件成形前增加局部涂油工序,可能會造成拉深過程中潤滑油過多過厚,導致摩擦力變小,無法有效阻止板料流動,從而出現(xiàn)起皺。
解決V205后備廂外板上部皺褶的措施
從以上起皺的原因分析可知,防止起皺的方法就是要保證沖壓件在拉深的過程中能夠控制住板料的流動,保證合理的流動速度和最終流入量。板料在成形過程中流入過快或流入不均勻,則可能導致成形過程中內(nèi)應力無法釋放,從而導致制件起皺,特別是型面落差比較大,形狀急劇變化的制件;另一方面,板料流動過慢,則會造成沖壓件的開裂,需要通過現(xiàn)場不斷的調(diào)試來找板料流動的平衡點。
由于模具已經(jīng)制作完畢,進入量產(chǎn)階段,所以從工藝設計及模具設計制造角度采取措施來解決此類問題較為困難,結(jié)合現(xiàn)場實際生產(chǎn)狀態(tài),制定以下控制措施:
⑴適當加大壓邊力。較大的壓邊力可以提高法蘭部位起皺臨界力,降低起皺的風險,同時可以使凹模內(nèi)部的毛坯受到較大的拉力,造成應力分布不均勻。在零件未開裂的前提下加大壓邊力也就是加大機床氣墊的壓力,壓邊力由120t提升到160t,經(jīng)過多次生產(chǎn)驗證跟蹤觀察,零件皺褶引起報廢情況有所減少,但經(jīng)常會出現(xiàn)零件開裂,無法保證穩(wěn)定生產(chǎn),仍需要繼續(xù)調(diào)試,開裂情況如圖5所示。

圖5 V205后備廂外板上部零件局部開裂
拉深成形過程中,拉深墊的壓力曲線并不穩(wěn)定,壓邊力的不穩(wěn)定有可能導致在成形過程中出現(xiàn)缺陷;實測拉深墊在150mm時,制件與凸模開始接觸,此時觀察曲線壓邊力還未完全建立,為了避開壓力建立初期壓邊力的波動,將壓邊圈頂起高度由170mm調(diào)整為220mm,調(diào)整后整個成形過程中壓邊力基本保持穩(wěn)定。
⑵控制潤滑及潤滑部位(圖6),潤滑良好可以減小拉深系數(shù),減小材料表面和模具表面的摩擦力,降低模具在工作中的溫度,提高生產(chǎn)的穩(wěn)定性,減少模具工作中的磨損,延長模具的使用壽命還可以提高制件的表面質(zhì)量,所以在拉深工序中采取適合的潤滑是必要的。合理的潤滑部位和涂油量可以有效控制皺褶的產(chǎn)生。針對該零件在開裂處調(diào)整局部涂油量或者全部取消,經(jīng)過多次序列化生產(chǎn)驗證,通過涂油的調(diào)整仍無法保證多批次穩(wěn)定生產(chǎn),仍會出現(xiàn)開裂或者起皺,造成生產(chǎn)線停機及制件報廢。

圖6 V205后備廂外板上部原始涂油
⑶控制壓邊力的合理分布,不均勻程度盡量減小。制件連續(xù)拉深成形時,由于凸凹模表面與板料表面制件摩擦生熱,模具零件內(nèi)部熱量積累使得凸凹模間隙減小,導致在壓邊力不變的情況下板料流動阻力發(fā)生變化,從而影響批量生產(chǎn)的穩(wěn)定性。針對這一問題采取壓邊圈與凹模間隙稍大于板料厚度的措施,拉深時主要依靠拉延筋阻力控制板料的流動,避免依靠壓邊圈與凹模對板料的摩擦阻力的方法,使得板料流動阻力在外部條件發(fā)生變化時能夠保持相對的恒定,提高拉深模批量生產(chǎn)的穩(wěn)定性。具體措施是研修局部拉延筋槽R角,使筋槽R角均勻,過渡平順;檢查壓邊圈壓料面著色(圖7),將硬點去除,調(diào)整平衡塊,使平衡塊著色均勻,在序列化生產(chǎn)過程中,模具表面生熱后,間隙穩(wěn)定,摩擦力穩(wěn)定,從而得到狀態(tài)穩(wěn)定的制件;模具修理后,經(jīng)過多個生產(chǎn)批次驗證,仍會出現(xiàn)起皺或開裂(圖8)等缺陷,反映在模具上表現(xiàn)為成形裕度不足。
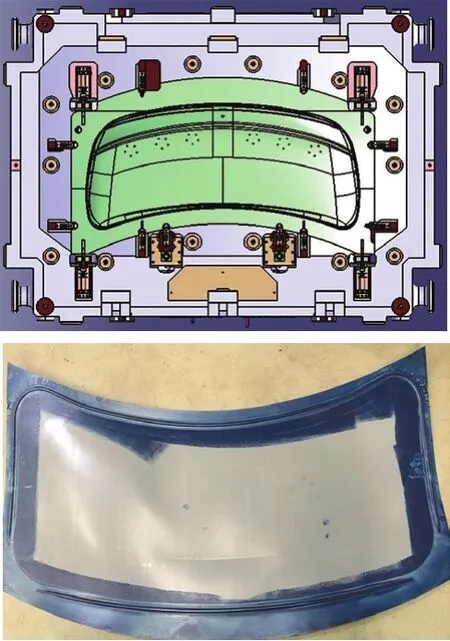
圖7 平衡塊分布圖和優(yōu)化前壓邊圈著色

圖8 序列化生產(chǎn)中開裂與起皺
⑷增加板料尺寸,增加成形過程中的壓邊圈壓料的面積,有利于控制走料的速度,實現(xiàn)增加裕度的目的;具體措施為板料步距方向尺寸增加10mm( 圖9);此零件在前期CAE模擬及前期項目驗收投產(chǎn)時,為了得到更好的材料利用率(利用率達到69.7%),板料步距方向尺寸控制較小,為序列化生產(chǎn)的穩(wěn)定性埋下隱患;拉延件成形后在拉延筋外板料均不足5mm,導致壓料邊不足,壓料力作用減少,導致模具裕度降低;板料步距增加10mm后,壓料面上板料壓料更多,模具成形裕度增加,對板料性能波動的要求變低;經(jīng)過多個生產(chǎn)批次驗證,制件起皺缺陷未再出現(xiàn),實現(xiàn)了序列化的穩(wěn)定生產(chǎn)。

圖9 板料尺寸增加圖示
結(jié)束語
通過上述對影響制件起皺因素的分析以及針對性的調(diào)整壓邊力、調(diào)整平衡塊、研修壓邊圈、調(diào)整涂油工藝、調(diào)整板料尺寸等,每一步都對模具生產(chǎn)穩(wěn)定性有所提升,實現(xiàn)了模具的穩(wěn)定生產(chǎn)。復雜起皺是多因素共同作用的結(jié)果,其中的關鍵因素需要通過調(diào)整模具等變量,逐個進行試驗,找到解決辦法。雖然,增加板料的尺寸,會直接增加生產(chǎn)成本,但是綜合考慮起皺引起的生產(chǎn)停機、制件報廢、生產(chǎn)效率低下等造成的浪費,最終生產(chǎn)成本仍會降低很多。
另外,主機廠單件的生產(chǎn)頻次和數(shù)量也對缺陷的處理方法有重要影響,保證生產(chǎn)線的效率和質(zhì)量是第一位的,且要充分考慮實施方案的風險。比如文章中的缺陷也可以通過系統(tǒng)的研合,重新匹配模具試驗,通常母線匹配在項目終驗收時經(jīng)過一年左右的時間才能完成,面臨生產(chǎn)周期的壓力和匹配效果的風險,因此該方案風險很大,故未實施。
序列化生產(chǎn)中的問題應該用序列化的思維來思考解決,而不能固守經(jīng)驗。每個問題都有眾多的影響因素,對應的方法也多種多樣,找到最有效的、最適合的解決方案才是能力和價值的體現(xiàn),希望本文能為處理序列化生產(chǎn)中的問題提供一定的借鑒和思考。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
