淺談海上風力發電機組安裝技術
2019-12-26 02:16:24王愛國楊澤敏胡宗邱
水電與新能源 2019年11期
王愛國,楊澤敏,胡宗邱
(1.長江三峽集團福建能源投資有限公司,福建 福州 350001;2. 福建省新能海上風電研發中心有限公司,福建 福州 350109;3. 三峽機電工程技術有限公司,四川 成都 610042)
福建省福清興化灣海上風電場一期(樣機試驗風場)為國內首個大容量海上風電機組比武的平臺,其安裝了8個廠家共計14臺抗臺型海上風電機組,均為國內外主流風機廠家設計制造,涉及多種技術路線,多種吊裝工裝,多種吊裝工藝等。現對各吊裝工藝進行總結梳理,為后續海上風電場風機吊裝提供經驗借鑒。
1 項目簡介
福建省興化灣海上風電場地處福建省福清市江陰半島東南側和牛頭尾西北側,位于興化灣北部,場址涉及福清市的三山鎮和沙埔鎮。根據《福建省海上風電場工程規劃報告》(報批稿)[1],該場址由兩塊區域組成,總面積約33.2 km2,規劃裝機容量300 MW。A區位于福清沙埔鎮牛頭尾村西北側和三山鎮前薛村東南側之間海域,場址涉及江陰特殊利用區、興化灣北部農漁業區和興化灣保留區,場址中心距岸線約3.0 km,A區各機位平均水深5.5 m,面積約23.6 km2;B區位于福清三山鎮前薛村西北側和江陰半島東南側之間海域,場址涉及興化灣北部農漁業區和江陰特殊利用區,場址中心距岸線約2.2 km,B區各機位平均水深4.1 m,面積約9.6 km2。
2 風電機組主要信息
福清興化灣樣機試驗風場總共安裝14臺單機容量5 MW及以上的抗臺風型海上風電機組,由國內外8家知名的風機供應商供貨,機組信息見表1,各機型主要參數見表2~9。
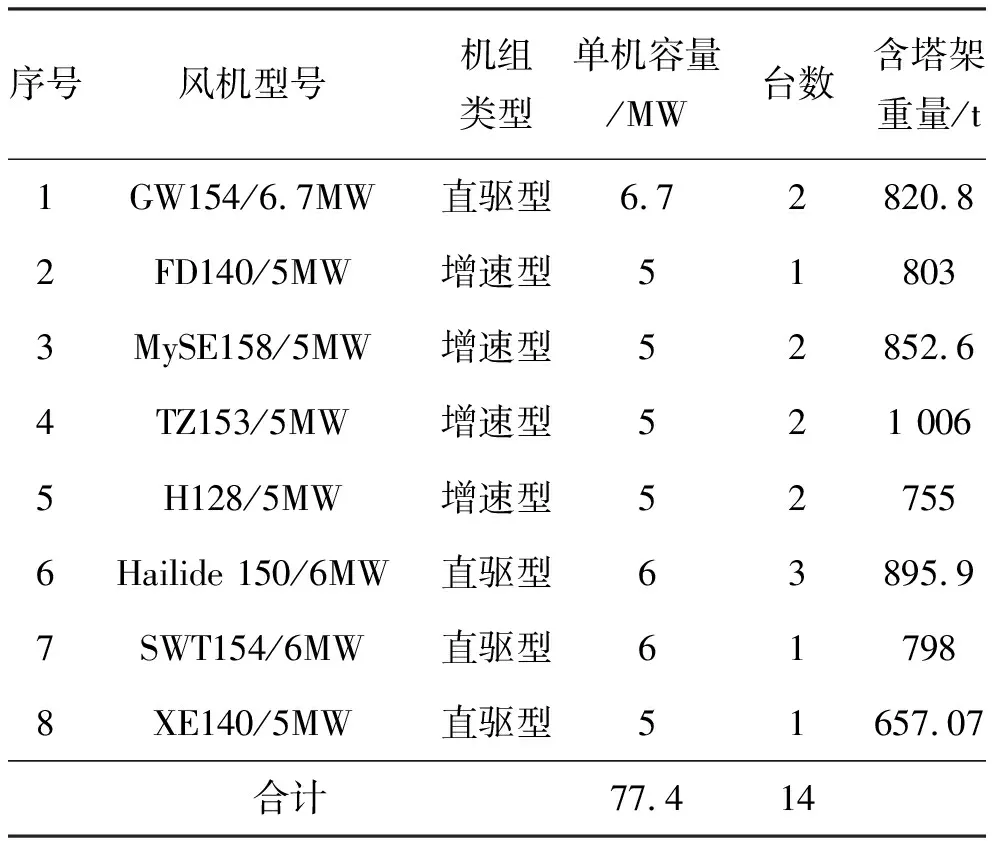
表1 風電機組信息表
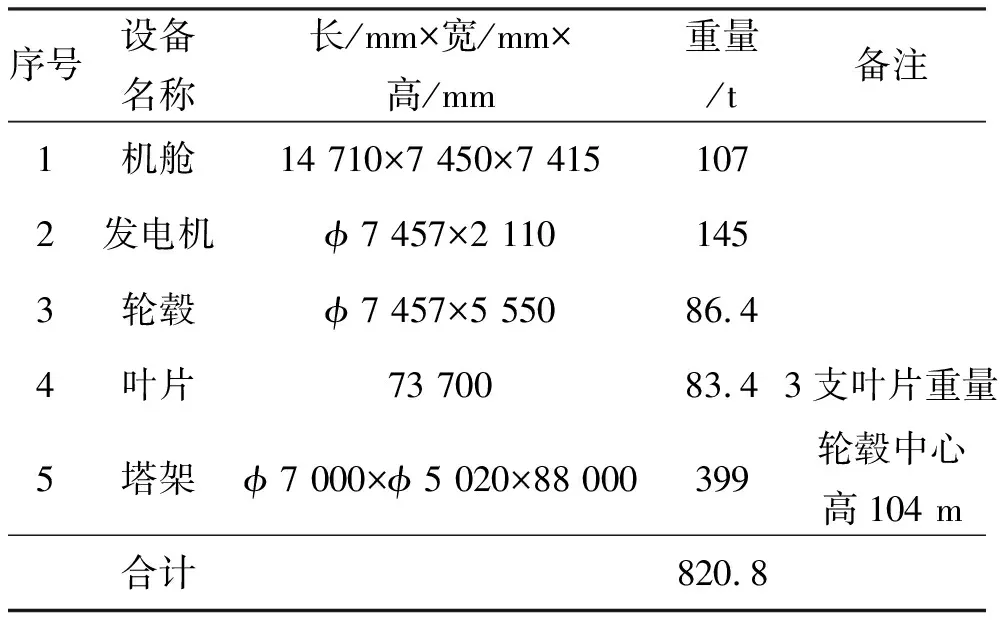
表2 GW154/6.7MW風電機組主要部件參數表
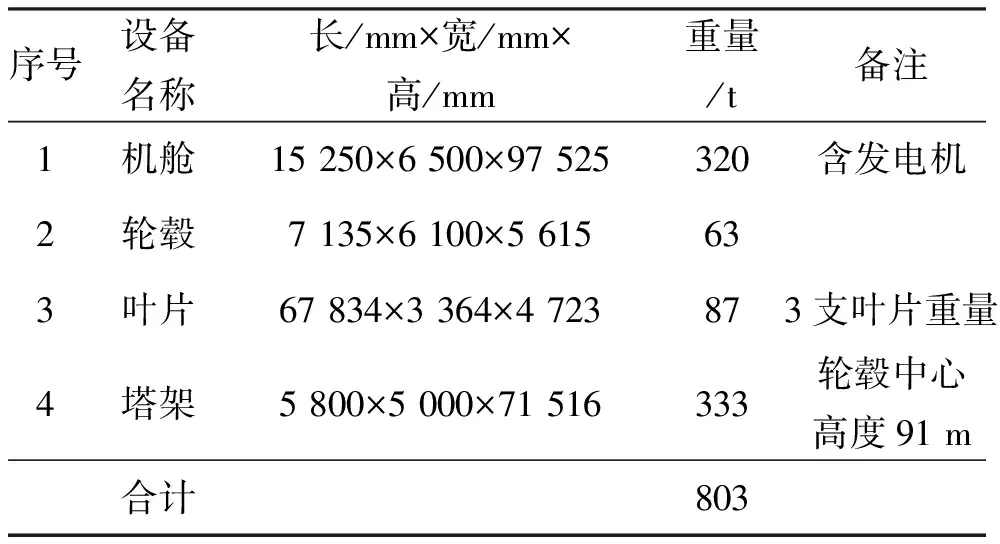
表3 FD140/5 MW (DEW-G5000)風電機組主要部件參數表
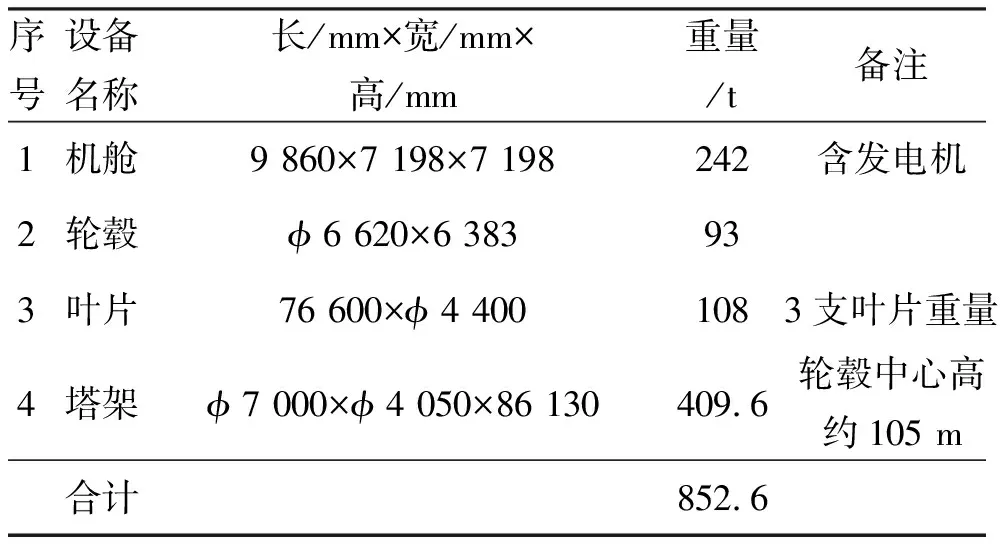
表4 MySE158/5MW風電機組主要部件參數表
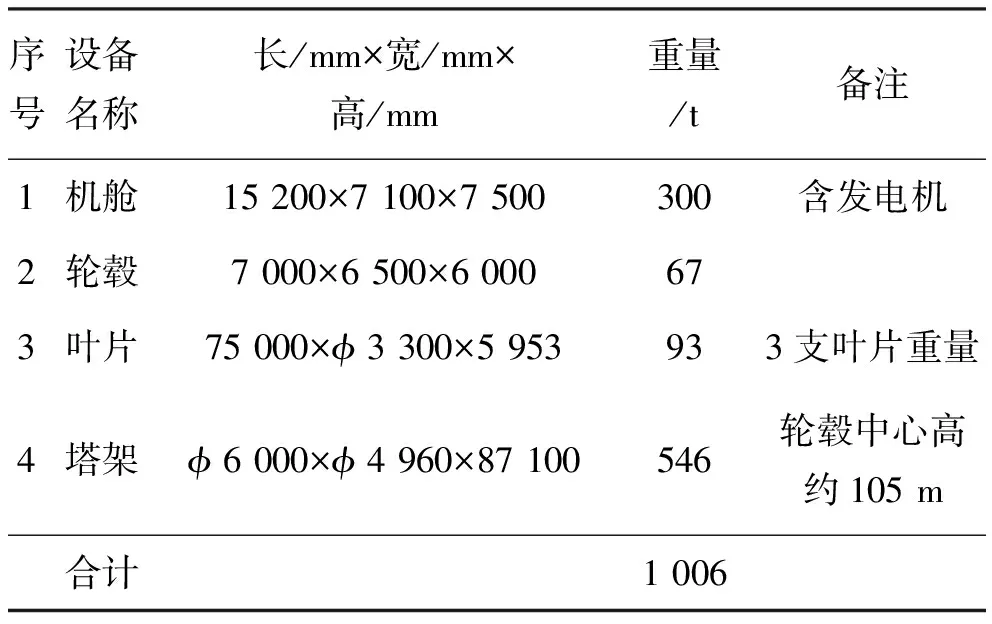
表5 TZ500/153風電機組主要部件參數表
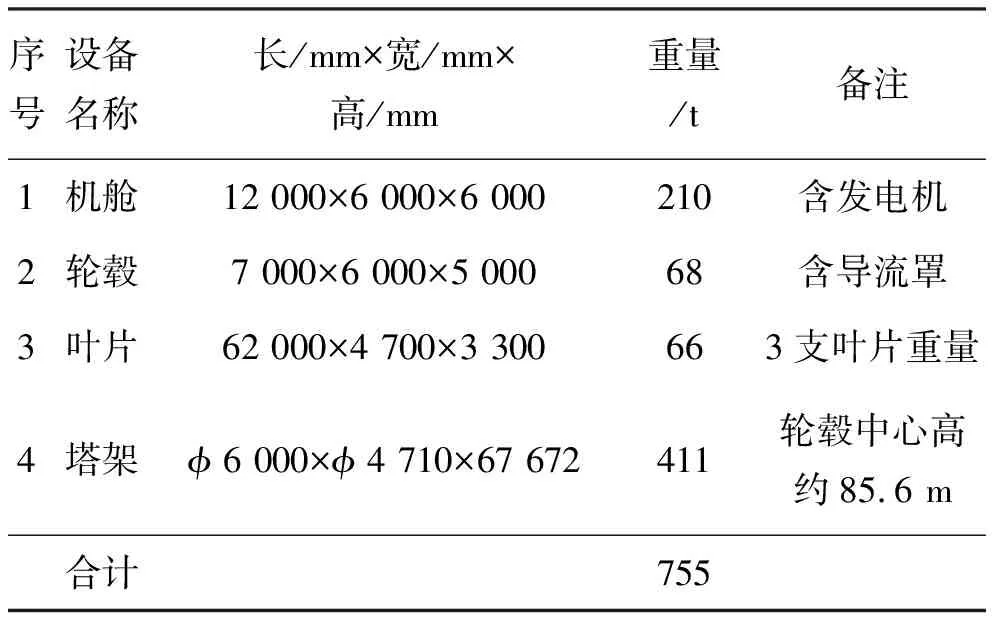
表6 H128/5.0MW風電機組主要部件參數表
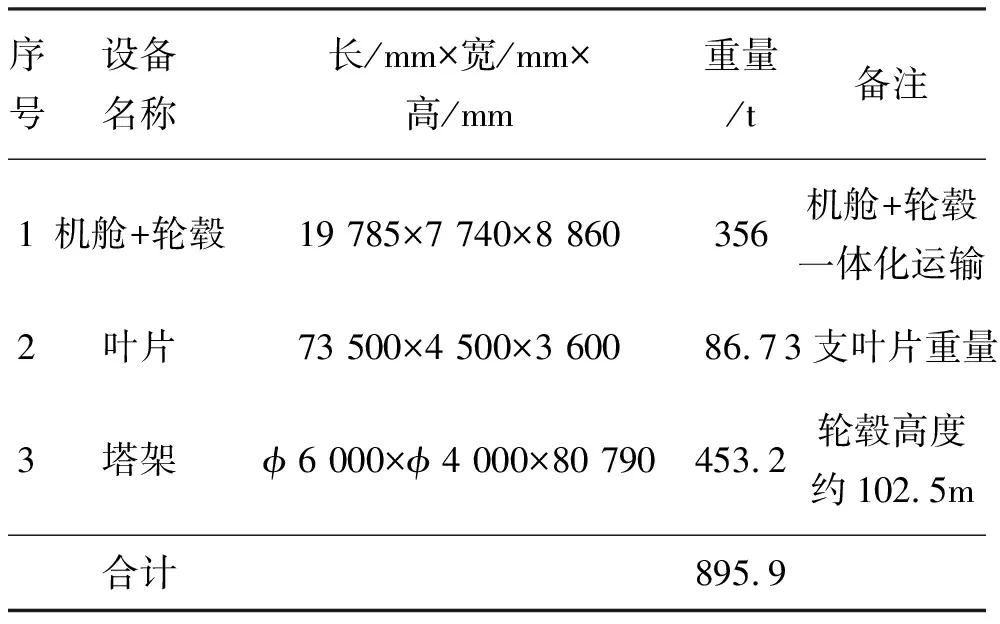
表7 Haliade 150/6MW風電機組主要部件參數表

表8 SWT154/6MW風電機組主要部件參數表
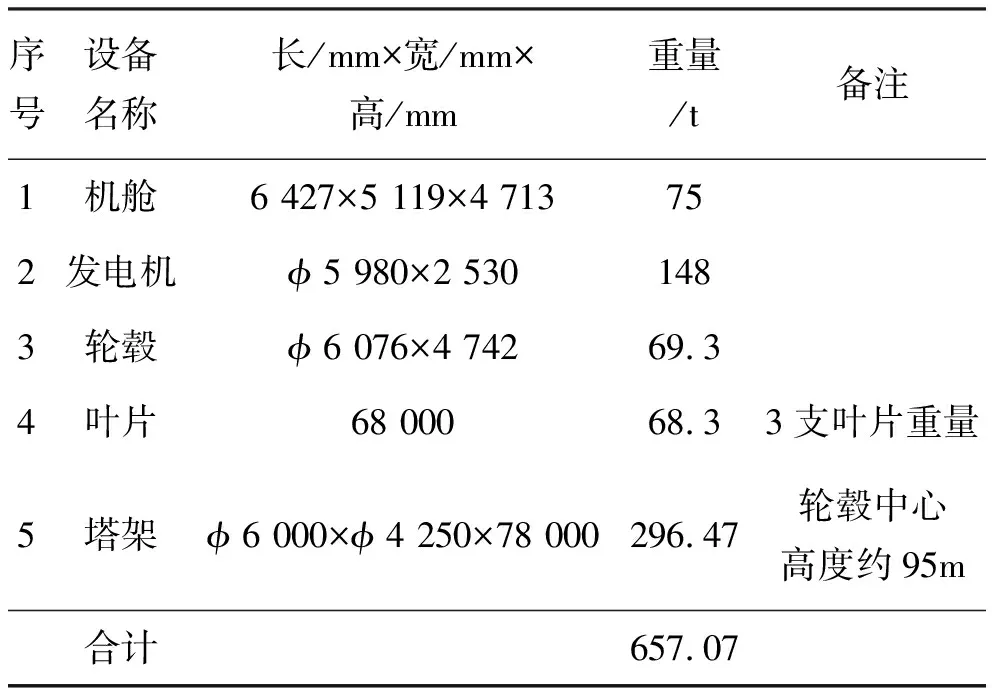
表9 XE140/5MW風電機組主要部件參數表
3 吊裝設備
福清興化灣樣式試驗風場所在地區的氣候和地理環境較為特殊,夏天受臺風影響較大,秋冬受季風影響,實際可作業天數有限,且該試驗風場風電機組種類較多,施工工藝差異較大,工程施工期應盡量避開臺風季及季風季節,需選用安全可靠的施工機械,在確保安裝質量及安全的情況下,快速完成吊裝工作。
風電機組的主吊機械選用1 000 t自升式風電安裝船進行風機分體安裝,配備自航駁進行風機部件運輸。“福船三峽”號參數見表10。
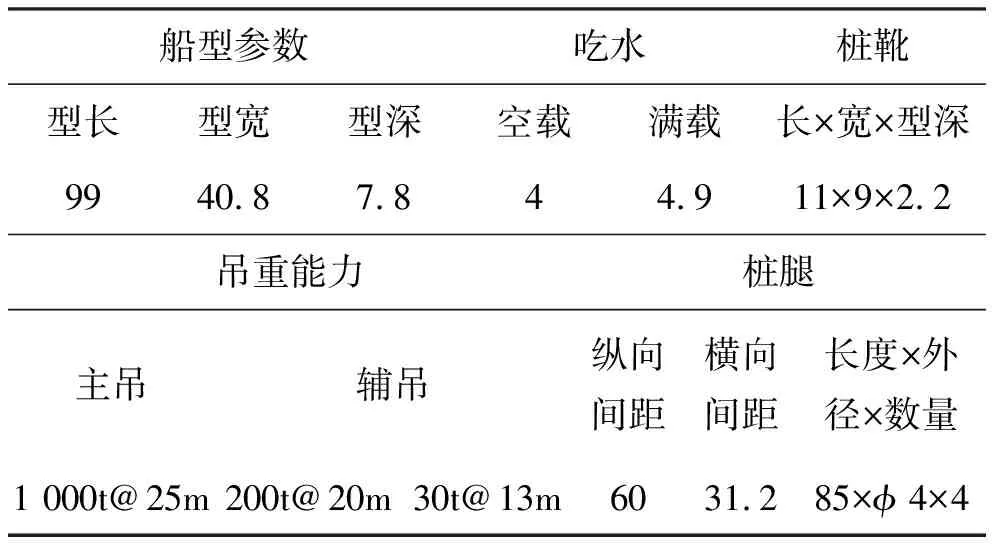
表10 “福船三峽”號基本性能參數表 m
4 風電機組安裝技術
4.1 安裝準備
1)測量。“福船三峽”號通過GPS進行定位,DP動力定位進點,通過搭接已建陸上基站,確保福船三峽號進點距離準確。
2)技術方案。根據提供的設計圖紙,立即組織有關人員進行圖紙復核;風機供應廠商提供的風機安裝作業指導書;充分研究現有資料,編排施工技術方案和實施計劃,及時向施工技術人員進行安全技術質量交底;及時做好在該風場內預定位置的插拔腿計算分析,確保平臺船插拔腿安全可控。
3)物資準備。根據風機安裝作業指導書提供的物料清單,編排各種物資、工裝、工索具的需求計劃,落實貨源,安排儲備供給,以滿足施工的要求。
4)施工海域清理。包括風電場范圍內的漁網、養殖漂浮繩子等影響施工作業的漂浮物,提前查勘風電場內和所需通行的航道等海域, 確保航行通暢和船舶設備正常運行。
5)船機進場。有序安排“福船三峽”號及配套運輸駁進點,提前做好相關開工手續的辦理,以及船舶證書的辦理。
4.2 下塔筒安裝
1)基礎環檢查。首先應對基礎環法蘭面的水平度再次進行復查,法蘭水平度達到設計要求方可準予吊裝,其次檢查基礎環法蘭橢圓度,以免影響與下塔筒的對接;檢查法蘭表面是否有嚴重的劃痕,過渡段內設備、附件安裝到位。
2)塔筒檢查。在塔筒起吊前,需檢查并修復塔筒在運輸中的損傷,檢查法蘭面的損傷及圓度以及檢查塔筒內外表面的損傷,對損傷部位用塔筒廠家提供的專門用于修復表面油漆損傷的油漆進行修補[2]。
3)吊具檢查。塔筒吊具安裝前,需確定所使用的吊具、吊帶是否滿足要求,檢查吊具掛設是否正確。
4)塔筒吊裝。下段塔筒豎直運輸,直接吊裝。由主起重機將下塔筒吊起,移動下塔筒至樁頂上方150 mm處。調整下塔筒安裝方位,確保塔架門的朝向正確,然后緩慢下落就位。利用引導銷使法蘭螺孔對位,安裝預先放置好的螺栓、墊片和螺母,按標準要求緊固高強度螺栓[3]。
4.3 中段塔筒安裝
1)塔筒檢查,對損傷部位進行修復。
2)主輔吊機就位,按設備廠家要求掛好吊具。系好安全風繩。
3)主輔吊車同時啟動,緩緩起升吊鉤,將中塔筒吊起離甲板面約50~100 mm,卸下運輸支架。
4)主副吊配合將中塔筒吊起,2臺吊機同時抬吊,主吊抬高,副吊緩慢抬升并向主吊方向靠近,直到中塔筒呈垂直狀態,完成塔筒翻身,松開副吊上的吊帶,主吊緩慢下降至距離運輸船甲板300 mm處,將吊具移去。主吊繼續提升吊鉤,將中塔筒吊至下塔筒上方約150 mm處。利用塔筒內爬梯作為參照,確保塔筒安裝方位正確。利用引導銷使法蘭螺孔對位,安裝預先放置好的螺栓、墊片和螺母,按標準要求緊固高強度螺栓。
4.4 上塔筒安裝
按照中塔筒的安裝要求完成上塔筒的起吊和安裝,見圖1。

圖1 塔筒海上吊裝實例圖
4.5 增速型機組機艙和輪轂安裝
1)吊裝準備。將機艙與頂段塔筒連接螺栓提前放置于頂段塔筒上平臺內。機艙起吊前需完成機艙頂部風速風向儀、航空警示燈等附件安裝及電纜敷設工作。
2)機艙吊裝。機艙和輪轂已經在場地內完成預組裝[4]。安裝機艙和輪轂起吊專用吊具,并將1 000 t吊車上的穩貨鉤掛設與吊具兩側,如圖2。吊索連接完成后,檢查連接正確性,在現場起重指揮下,緩慢提升起重機吊鉤,吊起機艙至上塔筒上法蘭上方,機艙頭部和尾部各拉1根纜風繩調整機艙方向,保持機艙偏航法蘭面水平,利用引導銷使法蘭孔對中。當兩法蘭面接觸后,裝上螺栓。按標準規定的順序和力矩進行螺栓緊固。

圖2 吊裝機艙和輪轂組合圖
4.6 增速型機組葉片安裝
1)主副吊配合將葉片逐一從運輸船上抬吊至“福船三峽”甲板的葉片支撐梁上。
2)主吊機掛設葉片專用吊具、系掛攬風繩。將葉片緩緩吊起,拆除葉片支架。葉片呈水平狀態慢慢吊于輪轂葉根軸承法蘭接口處,如圖3。通過安裝調試電源盒對輪轂軸承進行變槳微調,所有螺栓順利穿入變槳軸承孔內,帶上螺母,按要求緊固螺栓。采用同樣的方式,安裝其他2片葉片,至此風機主體拼裝完成[5]。

圖3 單葉片安裝圖
4.7 直驅型機組機艙+發電機安裝
風機上塔筒吊裝完成后進行機艙吊裝。
1)掛好機艙吊裝專用吊具和安全風繩。
2)卸下機艙運輸支架上的螺栓,緩緩起升吊鉤,卸下運輸支架。清理機艙的法蘭面,在機艙偏航法蘭上裝好定位銷。
3)緩慢提升起重機吊鉤,吊起機艙至上塔筒上法蘭上方,機艙頭部和尾部各拉1根纜風繩調整機艙方向,保持機艙偏航法蘭面水平,利用引導銷使法蘭孔對中。當兩法蘭面接觸后,裝上螺栓。按廠家規定的順序和力矩進行螺栓緊固,如圖4。

圖4 機艙+發電機吊裝圖
4.8 直驅型機組葉輪組裝
葉輪組裝場地為福船三峽號甲板,起重設備采用1 000 t主吊機和輔助吊機,見圖5。

圖5 葉輪組裝圖
1)將輪轂吊至葉輪組裝位置就位。
2)給變槳系統提供380 V的交流電源,接好手動變槳控制盒,具備變槳條件。
3)按廠家要求在葉片指定位置布置吊索具。將第一片葉片慢慢吊于輪轂葉根軸承法蘭接口處進行組裝。通過安裝調試電源盒對輪轂軸承進行變槳微調,使葉片根部0度刻度線零點與葉根軸承轉盤上的0標記線對正。調整葉片位置,使所有螺栓順利穿入變槳軸承孔內,帶上螺母,按要求緊固螺栓。葉片安裝后應在該葉片輔助吊點處墊上泡沫板,避免葉片安裝后重心偏離造成側翻。以同樣方式安裝其他2葉片,然后連接接地線。
4.9 直驅型機組葉輪吊裝
1)主副吊機就位,按設備廠家要求掛好吊具。
2)在主吊點兩側的葉片上分別套上纜風繩保護套,對稱系好4根纜風繩。
3)卸下輪轂工裝支架上的螺栓,然后主副吊車同時啟動,緩緩起升吊鉤,2臺吊機抬吊至離輪轂工裝500 mm時靜止。清理輪轂的法蘭面,在輪轂上裝好定位銷。
4)主副吊配合將葉輪吊起,雙機原位抬吊至距離甲板面35 m左右。然后主副吊機把桿協同轉動,將葉輪平移吊至平臺船左舷外9.4 m左右后豎轉。豎轉過程中主吊機起鉤,副吊機逐步松鉤,豎向2只葉片攬風逐步帶緊,調整控制葉輪方位。直到葉輪到達垂直狀態,松開副吊上的吊帶并將其移去。主吊繼續提升吊鉤,直到葉輪的中心和機艙主軸平行后,對接葉輪和機艙,穿上連接螺栓,帶上墊片和螺母,取下定位銷換成安裝用的螺栓,并按要求緊固力矩。見圖6。

圖6 葉輪吊裝圖
5 各機型的安裝方式及優缺點
1)TZ153/5MW機型、H128/5MW機型、FD140/5MW機型、MySE158/5MW機型、XE140/5MW機型的葉輪均為整體組拼起吊模式。整體吊裝模式下,葉片與輪轂組拼后尺寸大,存在一定的吊裝難度,信號指揮與吊機司機的配合非常關鍵;環境適應性稍差,要求在風浪條件較好時才能吊裝,對施工窗口期要求高;可在陸上進行組裝,一次吊裝就位,減少海上作業時間。
2)SWT154/6MW機型、GW154/6.7MW機型采用單葉片吊裝模式。機艙與輪轂需先行組拼成組合體,機艙吊裝前先在機艙頂平臺安裝一個盤車工裝。風機葉片吊裝采用平插式,每裝完一支葉片,機組盤車至下一葉片安裝位置,安裝相對比較順利。單葉片吊裝在風機安裝窗口期的選擇上更為靈活;單葉片吊裝方式吊裝次數為3次,海上作業時間相對較長。
3)Hailide 150/6MW機型采用單葉片吊裝模式。不同點在于單葉片夾具和機艙吊裝前的準備工作。組合體起吊前,機艙需在運輸支架上進行體系轉換,將由于運輸工裝干涉而未裝上的本體部件螺栓(變槳軸承、偏航軸承螺栓)全部安裝并施加力矩,方可進行機艙輪轂組合體的吊裝。其單葉片吊裝工藝與其他機型也存在較大的差別。第一支葉片斜30°對位后,利用葉片吊具和葉片本身的重量,將機組盤車到第二支葉片安裝位置;機組偏航,進行第二支葉片的平行安裝;第二支葉片對位后,利用吊機將葉片提起到斜30°位置(第三支葉片安裝位置),然后機組偏航,進行第三支葉片安裝。這樣的安裝工藝,對于吊具夾持力,吊機指揮及吊機動作等各方面要求較高。
6 結 語
福清興化灣樣機試驗風場聚集了8家國內外知名風電機組廠家的大容量抗臺型海上風電機組,涉及不同的技術路線、安裝方式等。通過福清興化灣樣機試驗風場的工程實踐,海上風電機組吊裝方式還需持續優化。
增速型機組機艙含齒輪箱等增速裝置,機艙重量較重。吊裝時,一般采用機艙與輪轂分別吊裝的方式進行,輪轂與葉片在甲板上拼裝成整體葉輪后再進行吊裝,葉輪整體吊裝對吊裝環境提出了更高要求,但吊裝作業時間更短。直驅型機組機艙重量較輕,一般是機艙與輪轂拼裝成整體后再進行吊裝,葉片采用單葉片吊裝的方式進行。單葉片吊裝方式對吊裝環境要求更低,但吊裝作業時間更長。
福清興化灣樣機試驗風場風機吊裝既有葉輪整體吊裝方式,也有單葉片吊裝方式,在近海海域對多種吊裝工藝進行嘗試,可為后續深遠海海上風電資源開發積累經驗。隨著海上風電開發逐步向深遠海開發建設發展,海上風電機組安裝面臨巨大挑戰。葉片整體或單體吊裝各有優缺點,整體吊裝方式在風浪條件較好的海域更適合,單體吊裝方式對外圍風浪環境要求更低。風機吊裝時,應充分研判施工海域風浪條件,根據機組型式,采取合理高效的吊裝方式。