船用裝卸固定吊機起升絞車多功能設計
2019-12-25 06:12:54
船海工程 2019年6期
(青島海西重機有限責任公司,山東 青島 266530)
目前,常規(guī)船用裝卸用固定吊機主要還是以鋼絲繩變幅設計形式居多,鋼絲繩變幅固定吊機重量輕[1],且使得船舶穩(wěn)定性好,但是其作業(yè)效率低,鋼絲繩維護成本高。
為了提高過駁船作業(yè)效率,逐漸采用齒條變幅和油缸變幅等剛性變幅固定吊機[1],但是其不工作時臂架無法放置于船甲板面上(見圖1),其重心高,船舶穩(wěn)定性不好,尤其在運輸過程中遇暴風工況時存在很大的安全隱患,需要采取復雜的固定措施。另外,剛性變幅的船用單臂架固定吊機把臂架放到最低點,需要采用專用的起吊設備對其結(jié)構(gòu)進行拆卸;使用時,同樣需要專用的起吊設備對其結(jié)構(gòu)進行安裝,成本增加。因此,考慮利用設備本身的機構(gòu)實現(xiàn)剛性變幅吊機臂架和平衡配重的拆卸。
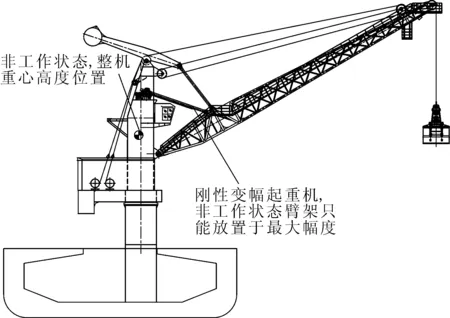
圖1 齒條變幅船用固定吊機
1 技術(shù)方案
利用自身的起升絞車完成對臂架的收放,不需要采用專用的起吊設備。將起升鋼絲繩纏繞系統(tǒng)改進,經(jīng)過簡單處理,可以將固定吊機臂架改進為鋼絲繩變幅,將臂架放置于夾板面上。非工作狀態(tài)下船用裝卸固定吊機狀態(tài),見圖2。

圖2 拖航狀態(tài)下下吊機狀態(tài)
1.1 鋼絲繩纏繞分析
船用裝卸固定吊機纏繞方式見圖3。
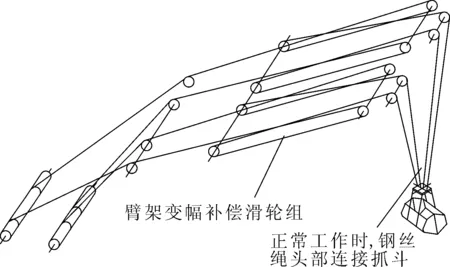
圖3 鋼絲繩纏繞方式
臂架頭部伸出4根鋼絲繩與抓斗連接在一起。如將4根繩頭固定在臂架結(jié)構(gòu)上,如圖4所示,固定吊機的纏繞系統(tǒng)將變成鋼絲繩變幅單臂架門機纏繞形式[3],兩套起升機構(gòu)就變成臂架變幅驅(qū)動電機。如果起升電機功率滿足臂架變幅的要求,驅(qū)動起升電機就可以實現(xiàn)臂架的變幅動作[4]。

圖4 修改后鋼絲繩纏繞方式
1.2 載荷分析
以400 kN抓斗裝卸固定吊機為例,計算起升絞車各零部件的性能能否滿足臂架的變幅功能。
起升機構(gòu)電動機功率設計時,每套起升機構(gòu)取為計算功率的66%[2]。400 kN抓斗工況,每根鋼絲繩最大拉力F=400×0.66×0.5=132 kN。
臂架結(jié)構(gòu)及上部所有附件總重為450 kN,重心距離臂架下鉸點為16.9 m。鋼絲繩距離臂架鉸點的力臂為9.5 m,鋼絲繩纏繞為6倍。鋼絲繩所需拉力F=450×16.9/9.5/6=130.2 kN,小于抓斗正常作業(yè)時的拉力。各部分尺寸關(guān)系見圖5。
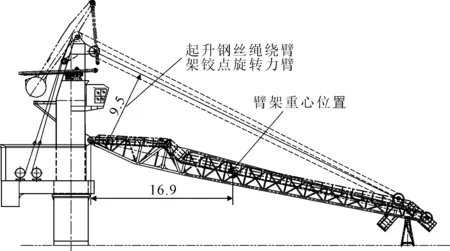
圖5 相對關(guān)系示意
1.3 卷筒繩槽分析
常規(guī)起升高度范圍大約為30 m,卷筒直徑為1 m,繩槽n=30/π=9.5,設置工作繩槽為11圈。臂架在最大幅度時,單根變幅補償繩長32 m,當臂架放置于甲板面上時,每根變幅補償繩長度為39.2 m,鋼絲繩變化量<30 m,鋼絲繩長度和卷筒繩槽均能滿足要求。各狀態(tài)鋼絲繩尺寸見圖6。
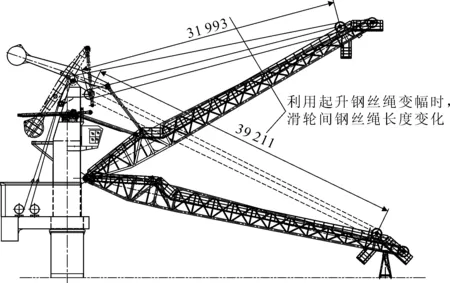
圖6 鋼絲繩變幅繩長變化示意
2 實施方法
2.1 增加輔助構(gòu)件
在臂架靠近頭部下方設置4個固定吊耳,用于起升絞車鋼絲繩4個繩頭的固定。在甲板平面上設置支撐座,用于臂架放置于船甲板上。在立柱后方設置固定和調(diào)整平衡配重的支撐架,支撐架分兩件,由工字型梁焊接成三角形構(gòu)架,安裝在立柱后方。
在立柱前部變幅平臺上方焊接2個吊耳,將小拉桿分別固定在吊耳上。
在變幅平臺上固定龍門架,龍門架采用槽鋼焊接成框架結(jié)構(gòu),龍門架中間焊接齒條用吊耳,在安裝臂架鉸點時,齒條通過齒條用吊耳與龍門架固定。
臂架上在變幅齒條鉸點和小拉桿下鉸點上焊接鉸軸固定架,用于鉸點拆卸后固定鉸軸。增加的輔助構(gòu)件見圖7、8。
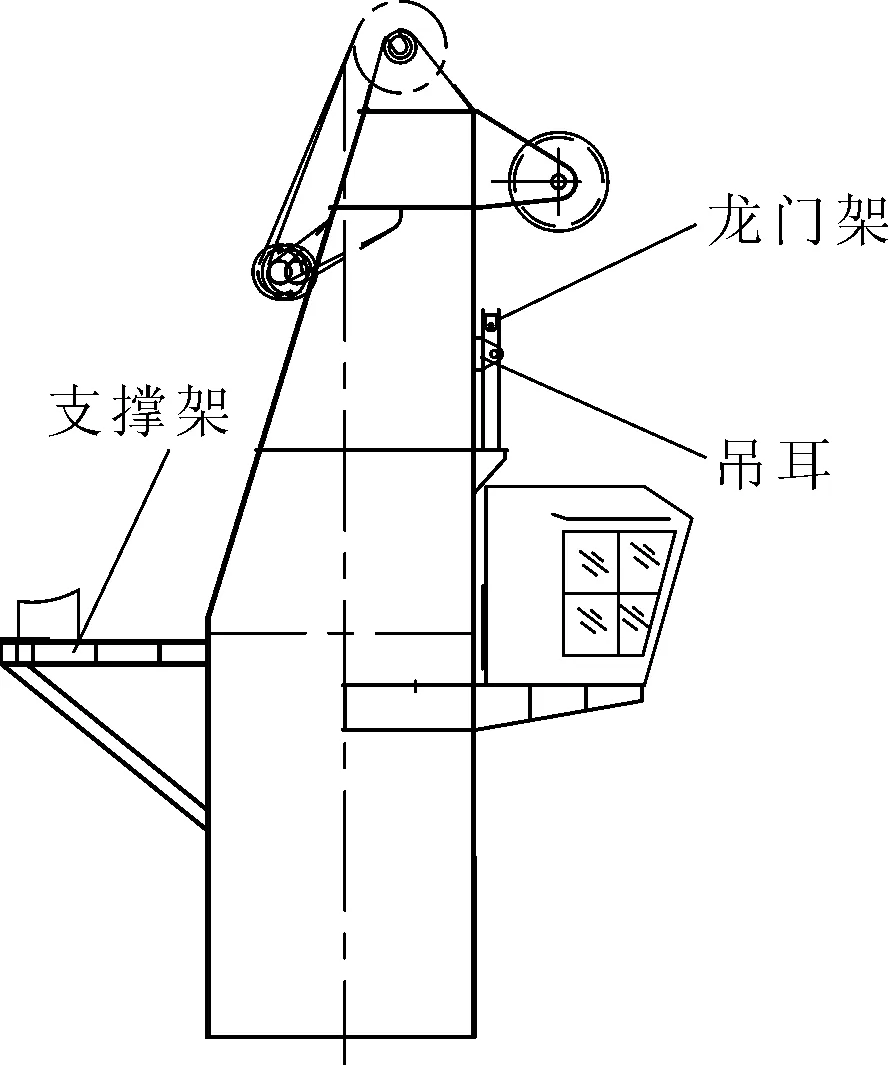
圖7 人字架結(jié)構(gòu)增加零部件

圖8 臂架結(jié)構(gòu)增加零部件
4根起升鋼絲繩繩頭與固定吊耳之間通過吊帶和多個卸扣連接。具體地,吊帶先穿過與固定吊耳連接的一個卸扣,吊帶的兩端再各自連接一個卸扣,而其兩端的卸扣再分別與兩根鋼絲繩連接。其中與吊帶相連的鋼絲繩長度有偏差時,可以通過穿過卸扣的吊帶平衡兩根鋼絲繩的長度偏差。
2.2 放置臂架
1)利用齒條變幅機構(gòu)將臂架變幅至工作狀態(tài)最大幅度后,拆卸索具,慢慢啟動起升絞車,將鋼絲繩卷到距離臂架1頭部大約5 m的位置,然后站到臂架前部的平臺上,將鋼絲繩彎折到臂架前部下方的固定吊耳處;再將鋼絲繩通過卸扣和吊帶固定在臂架下方的固定吊耳上。具體地,臂架頭部下方的固定吊耳上連接一個卸扣,吊帶穿過臂架頭部下方的固定吊耳上連接的卸扣,用于平衡起升絞車上的不同鋼絲繩長度偏差,此處不需要連接麻繩。臂架可以通過起升絞車進行變幅,慢慢收緊鋼絲繩后,停止工作。
2)將齒條變幅機構(gòu)斷電,慢慢打開齒條變幅機構(gòu)制動器,使齒條變幅機構(gòu)處于自由狀態(tài),靠起升絞車驅(qū)動臂架變幅,將臂架變幅至工作狀態(tài)最小幅度;當平衡梁配重接觸平衡梁支架時,停止動作。
3)拆除小拉桿鉸點軸,將小拉桿鉸點軸固定在臂架上的鉸軸固定架上,將小拉桿固定在立柱前部變幅平臺上方的吊耳上。利用手拉葫蘆將變幅齒條固定在龍門架上,拆除變幅齒條鉸點軸,將變幅齒條鉸點軸固定在臂架支座上的鉸軸固定架上。
4)慢慢啟動起升絞車,臂架通過支撐座支撐在甲板面上的擱置架上。
5)將平衡梁配重按照工作狀態(tài)最小幅度降到最低,采用平衡梁支架將平衡梁托住,臂架放置于甲板平面上。變幅機構(gòu)齒條采用手拉葫蘆固定在龍門架上,小拉桿分別固定在立柱前部變幅平臺上方焊接的兩個小拉桿吊耳上;變幅齒條鉸點和小拉桿鉸點,固定在臂架對應支座的鉸軸固定架上,鉸軸固定架頂部為弧形結(jié)構(gòu)形式。
2.3 提升臂架
1)結(jié)合固定吊耳在臂架上的布置形式,將鋼絲繩抽到臂架相應固定吊耳的位置,然后將起升絞車上的兩組不同鋼絲繩利用卸扣和吊帶固定在臂架下方的固定吊耳上。具體操作:在固定吊耳上安裝1個卸扣,將吊帶穿過卸扣,吊帶的兩端再通過另外2個卸扣與兩根鋼絲繩分別連接,在此另外一組固定吊耳、吊帶和鋼絲繩也采用同樣的方法固定連接。另外,將麻繩與鋼絲繩端部連接,后續(xù)用于將鋼絲繩抽出到甲板面。與吊帶相連的鋼絲繩,長度有偏差時,可以通過穿過卸扣的吊帶平衡2根鋼絲繩的長度偏差。
2)當鋼絲繩連接完成后,慢慢啟動起升絞車,利用起升絞車將臂架提升至工作狀態(tài)最小幅度,此麻繩與臂架同時提升至臂架最高點,見圖9。

圖9 起升絞車變幅到小幅度
將小拉桿從小拉桿吊耳上松開,手動調(diào)整小拉桿的位置,同時慢慢收放起升鋼絲繩,調(diào)整臂架位置。當小拉桿下鉸點孔軸線與臂架上鉸軸的軸線完全重合時,將小拉桿下鉸點安裝完成。由于平衡梁的配重比較重,平衡梁存在形變的問題,調(diào)整小拉桿位置與臂架位置時,小拉桿下鉸點孔軸線與臂架上鉸軸的軸線可能不重合,存在偏差的問題。此時,需在立柱后方的支撐架上設置千斤頂,慢慢頂起平衡梁,同時調(diào)整小拉桿與臂架的位置,當小拉桿下鉸點孔軸線與臂架上鉸軸的軸線完全重合時,將小拉桿下鉸點安裝完成。
將變幅機構(gòu)制動器松開,手動轉(zhuǎn)動電機軸,同時調(diào)整手拉葫蘆,當變幅機構(gòu)齒條鉸點孔軸線與臂架上變幅齒條鉸點軸重合時,將變幅齒條鉸點安裝完成,恢復變幅機構(gòu)制動器。
3)齒條變幅機構(gòu)驅(qū)動臂架與起升絞車驅(qū)動臂架的變幅動作不同步,拆卸鋼絲繩時,將起升絞車斷電,松開起升絞車制動器,利用齒條變幅機構(gòu)將臂架變幅至工作狀態(tài)最大幅度。
4)如圖10所示,將位于甲板面上的麻繩一端與甲板面上的卷揚機連接,拆卸掉臂架頭部下方與固定吊耳連接的2個卸扣,利用卷揚機卷取麻繩將鋼絲繩抽到甲板面上,安裝索具,起升絞車恢復正常工作,安裝完成。

圖10 抽取鋼絲繩
3 結(jié)論
本文提供的剛性變幅單臂架船用吊機及利用起升絞車收放剛性變幅單臂架船用吊機的方法,將與起升絞車連接的鋼絲繩的另一端固定在臂架頭部下方的固定吊耳上,利用起升絞車收放鋼絲繩實現(xiàn)臂架的收放。具體地,在臂架靠近頭部下方增設起升絞車鋼絲繩固定吊耳和支撐座,臂架可以利用支撐座擱置在甲板面上的擱置架上;鋼絲繩一端固定在固定吊耳上,另一端繞過主體基座頂部導向限位槽后與起升絞車中的卷筒繩槽連接,可以利用起升絞車變幅臂架;采用此結(jié)構(gòu)的船用單臂架固定吊,可以最大限度地降低重心,在運輸工況惡劣和暴風情況下,大大提高船和設備的安全性;此外,利用起升絞車收放剛性變幅單臂架船用吊機的方法,不用專用起吊設備就可以實現(xiàn)臂架收放及鉸點安裝,讓剛性變幅的吊機臂架擱置到甲板平面上成為常態(tài),不需要增加額外成本,可極大地提高船體的穩(wěn)定性和安全性。
