紡紗方法的分析與創新
2019-12-20 08:10:58徐惠君史倩倩
紡織器材 2019年6期
關鍵詞:方法
徐惠君,史倩倩,汪 軍,,3
(1.中國紡織工程學會 新型紡紗專業委員會;2.東華大學 紡織學院;3.東華大學 紡織面料技術教育部重點實驗室:上海 201620)
1 紡紗技術的發展歷程
紡紗就是先將纖維原料加工成條子再拉細,從而加捻成紗的過程。紡紗技術進展歷程見表1。
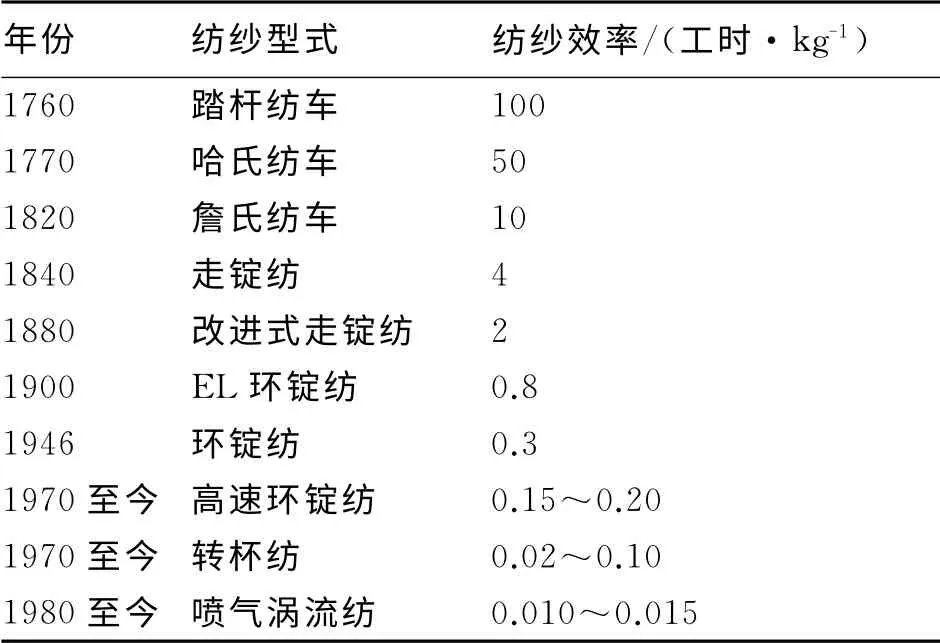
表1 紡紗技術進展歷程
目前在紡紗企業中,環錠紡仍是主體[1],但轉杯紡和噴氣渦流紡得到迅速發展,是新型紡紗技術中的主力軍。環錠紡技術的發展出現了集聚紡、低扭矩紡、嵌入紡、全聚紡、聚纖紡和賽絡紡等[2],而新型紡紗技術中出現了靜電紡、轉杯紡、摩擦紡、噴氣渦流紡、自捻紡、離心紡和漏斗紡等。
2 各種紡紗方法的技術工藝流程分析
各種紡紗方法均須有喂入品經過羅拉或分梳輥使纖維流逐漸變細,凝聚成加捻前的須條(條干均勻性等指標要符合一定的要求),再通過加捻紡成紗線,并卷繞成一定形式的卷裝。表2列舉了一些紡紗方法的工藝流程[3]。
各種紡紗方法的優缺點如下。
a) 走錠紡將牽伸、加捻及卷繞三者分開,導致紡紗產量很低,適宜紡山羊絨等珍貴纖維原料,可獲得最佳的紡紗質量。

表2 一些紡紗方法的技術工藝流程
b) 環錠紡利用羅拉牽伸可使紗中纖維平行伸直度好,而其加捻、卷繞是依靠錠子、鋼領和鋼絲圈來完成的,一般其卷裝小、錠速低,是目前世界上應用最多的一種紡紗方法。
c) 靜電紡是利用靜電場凝聚纖維束,受溫濕度影響大,加捻管加捻效率低,故產業化生產受阻。
d) 轉杯紡的分梳輥易造成纖維損傷,且纖維伸直度受限,轉杯凝聚槽積雜影響紡紗質量;其紡紗速度高于環錠紡、不及摩擦紡和噴氣渦流紡。目前轉杯紡是應用最多的一種新型紡紗方法。
e) 摩擦紡每個紡紗單元的構件眾多以致成本過高,且凝聚須條的纖維伸直度、均勻性很差,僅適用于粗硬纖維原料、紡制粗號紗。
f) 噴氣渦流紡有假捻、真捻作用,一般適紡19.44tex~11.66tex的某些品種;其紡紗質量不及環錠紡,與轉杯紡比則互有優缺點;紡紗速度很高,但其高速超大牽伸機構易損壞導致維護成本高。
3 紡紗原理與發展阻力
從上述各紡紗技術工藝流程可知:紡紗的關鍵工藝技術是加捻與變細。
加捻是通過各種旋轉的加捻器將須條捻合成紗的工藝技術。走錠紡、環錠紡、轉杯紡、摩擦紡、噴氣紡、渦流紡、噴氣渦流紡和離心(罐)紡等,均是以加捻方法來命名的。加捻器的穩定可靠性對紡紗起著重要的作用,其速度、紡紗質量、壽命、成本和維護費用等決定了這種紡紗方法的發展前景[4]。
變細是將喂入的條子或粗紗紡成所需號數紗的工藝技術,現主要采用羅拉牽伸或分梳輥梳理來實現,其中羅拉牽伸應用最多。近年來,羅拉牽伸在集聚纖維方面發展迅速,出現了集聚紡、聚纖紡、全聚紡和賽絡紡等各種羅拉牽伸機構,使變細須條的均勻性、伸直度有所改善,提高了環錠紡紗的質量與性能,推動了環錠紡的持續發展。分梳輥梳理條子可使變細的須條接近單纖維化,但對纖維有損傷,使其均勻性和伸直性受限,從而影響成紗結構、均勻度和強力。在高速、高產條件下,加捻器紡紗工藝的潛力很大,而羅拉牽伸和分梳輥梳理的發展阻力較大;前者速度的提升與材質成本、損耗方面矛盾突出,而后者對纖維流的均勻性和伸直度要求較高。
4 紡紗流程中纖維流的運動及其規律
各種紡紗工藝從條子或粗紗變細到加捻成紗的過程中,纖維流的速度和線密度存在一個變化的過程[5]。從喂入區到成紗區之間有若干個纖維流的運動區域[6],如圖1所示。
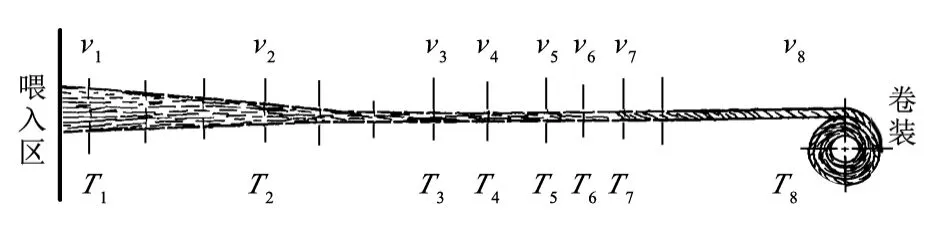
圖1 紡紗流程與纖維運動
圖1 中v1為條子喂給線速度,T1為條子的線密度;v2為第2纖維流的流速,T2為第2纖維流的線密度……依此類推,v6為第6纖維流的流速,T6為第6纖維流的線密度;v7為加捻成紗區紗的輸出速度,T7為加捻成紗的線密度;v8為卷繞成形時卷裝的線速度,T8為卷裝紗的線密度。
4.1 紡紗纖維流運動的數字化計算
以捻系數為456的純棉36.44tex紗為例,進行計算。假設:公定回潮率為8.5%;棉纖維線密度為2.22dtex;長度為26mm;條子定量為18g/(5m),即3600tex;加捻器轉速為100kr/min;不考慮紡紗中纖維的損失和雜質的清除。
4.1.1 紗的捻度t

4.1.2 卷裝線速度v8和線密度T8

如不考慮卷繞張力牽伸,則:


4.1.3 條子喂給線速度v1和線密度T1


喂給條子內纖維的根數=條子的線密度/纖維的線密度=3600/(2.22×0.1)=16 216(根)
4.2 紡紗過程中纖維流的守恒規律(宏觀)
假如以時、分、秒來衡量,則單位時間內進入的纖維質量和輸出紗的質量應該是相等的,即

若以秒計,上例中每秒喂入條子的纖維質量和輸出紗質量:0.022 4m/s×3600tex=80.5mg/s。
但在下列情況下,就會打破守恒規律:
a) 條子的喂入定量減輕或加重,會出現紡紗號數的質量偏差;
b) 某紡紗器喂給機構產生故障,造成喂給纖維量的不足、紗號變小;
c) 在變細過程中纖維量流失,造成紗號變小。
4.3 紡紗過程中纖維流的非守恒規律(微觀)
若以毫秒或毫秒以下單位來衡量時,則上述公式不成立,應為:

則上例中每秒喂入條子的纖維質量和輸出紗的質量在80.5mg/s上下波動,波動幅度表示紗線不均勻性;當成紗點線密度低于某一限定值,使該點的紡紗強力低于紡紗張力時,就會造成紡紗斷頭。
5 創新的紡紗方法——斷裂紡
原料不同則紡紗方法不同,需根據原料特性進行相應調整。筆者提出一種創新的紡紗方法——化纖斷裂紡,即將所需長度、線密度的化纖直接均勻、平行伸直、精細喂入紡紗器(如轉杯、噴氣渦流加捻器等),免去將化纖打包再送到紡紗廠的傳統做法。
5.1 化纖斷裂紡喂入量的計算
5.1.1 喂入量與紗號、紡紗輸出速度的關系

各種紡紗方法的紗線截面內最少纖維根數都有一個限定值,如轉杯紡紗截面內的最小纖維根數為100;因此,紡細號或超細號的OE紗時,應選擇細號或超細號的化纖。此外,這個限定值與纖維的柔軟性也有關系,纖維柔軟性好的紗截面內最少纖維根數也可少些。表3為紗線截面內纖維根數與紗號、化纖線密度的關系,表4為化纖斷裂紡的喂入量與紗號、紡紗輸出速度的關系。

表3 紗線截面內纖維根數與紗號、化纖線密度的關系

表4 化纖斷裂紡喂入量與紗號、紡紗輸出速度的關系
5.1.2 喂入量與化纖線密度、喂入輥線速度的關系
喂入量與化纖線密度、喂入輥線速度的關系式為:喂入量(mg/s)=化纖線密度(dtex)×0.1×喂入輥線速度(m/s)。

表5 化纖斷裂紡喂入量與化纖線密度、喂入輥線速度的關系
由表5可知,相同喂入量時,化纖線密度越小,喂入輥線速度越大,二者成反比關系。若10根化纖同時喂入,則喂入輥線速度可縮小至1/10,因此喂入的化纖組數與喂入輥線速度也成反比關系,故應選擇合理適用、穩定可靠的喂入輥線速度。若以毫秒來計算,喂入輥線速度和喂入量也可十分精確,即可大大地提高微觀纖維流的均勻性和伸直性。
此外,化纖長度基本上與喂入量無關,其選擇應根據紡紗方法的特性及對紗線的要求來決定。
5.2 化纖斷裂的方法
化纖斷裂的方法可分為兩種:一是化纖長絲切斷法,即一根或數根化纖長絲通過喂入輥定長切斷(機械式或物理化學式);二是一根或數根化纖經溶液、噴絲頭噴絲,切斷后直接進入喂入輥輸入紡紗器,該方法涉及化纖制造業,有待于進一步深入研究。
5.3 化纖斷裂紡的優越性
化纖斷裂紡具有以下優勢:
a) 喂入紡紗器的纖維流具有均勻、平行伸直、喂入微觀精確的優點,故在成紗質量上將有突破性的發展;
b) 克服了現有變細機構的種種弊端,為高速、高產創造了巨大的發展空間;
c) 采用超細號化纖直接進入紡紗器,為紡制超細號紗創造了條件;
d) 可采用不同色澤、性能、粗細、長度的化纖進行精密混紡或色紡,極大地提高了質量與產量。
6 結語
6.1 現行的各種紡紗方法在高產、優質、低耗、滿足人類需求方面都有一定的局限性,促使紡紗技術不斷地創新、發展、提高。
6.2 現行的羅拉牽伸機構和分梳輥變細機構在紡紗纖維流的均勻性、伸直度和高速化等方面都存在局限性,這也是當前限制紡紗技術發展的主要障礙之一。
6.3 現有的紡紗原料都是打包后送到紡紗廠,然后經過拆包、前處理、清、梳、條、粗、細等工藝流程,紗線的生產流程繁復冗長。
6.4 化纖斷裂紡是將化纖斷裂成一定長度的短化纖直接輸送至紡紗加捻器(塵籠、轉杯、渦流噴氣加捻頭、環錠等)加捻成紗的一種創新的紡紗方法。它具有工藝流程簡便、纖維均勻伸直性佳及混合效果好等眾多優越性,值得技術人員深入研究開發。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
意林原創版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
