高含量芳綸1414阻燃面料印花生產工藝的創新
2019-12-20 08:10:58邱雙林晏順芝張澤揚唐建東王海花
紡織器材 2019年6期
邱雙林,晏順芝,張澤揚,唐建東,王 平,陳 軍,王海花
(際華三五四二紡織有限公司;新型環保復合面料湖北省重點實驗室:湖北 襄陽 441002)
1 技術背景
芳綸的全稱為“聚苯二甲酰苯二胺”,英文為Aramid fiber,是一種新型高科技合成纖維。芳綸具有超高強度、高模量和耐高溫、耐酸、耐堿、質量輕、絕緣、抗老化、生命周期長等優良性能,強度是鋼絲的5~6倍,模量為鋼絲或玻璃纖維的2~3倍,韌性是鋼絲的2倍,質量約為鋼絲的1/5,在560 ℃下不分解、不熔化[1]。芳綸的發現,被認為是材料界一個非常重要的歷史進程。
芳綸纖維是重要的國防軍工材料,美、英等發達國家的防彈衣均為芳綸材質,芳綸防彈衣、頭盔的輕量化,有效提高了軍隊的快速反應能力和殺傷力。據報道,芳綸產品用于防彈衣、頭盔等約占芳綸纖維市場用量的7%~8%。除軍事上應用外,還被廣泛應用于航天、航空、機電、建筑、汽車、體育用品等各方面。芳綸已被列入我國“國家鼓勵發展的高新技術產品目錄”和“十二五戰略新興產業發展規劃”,未來幾年發展步伐將逐步加快。
但是,由于芳綸纖維本身不易上色的特性,目前最好的辦法是通過原液著色制成帶有顏色的芳綸絲,但制成的面料或成衣顏色單一、局限性大,不利于芳綸產業鏈的發展;而現有印染芳綸纖維紡織面料的載體染色法技術,不僅生產成本高、重現性差,染色質量也不穩定。
筆者利用市場現有且容易獲得的染料,經過對涂料的優選,采取還原染料與涂料的不同比例混合,并對相應工藝參數進行優化,成功改善目前印染行業中對高含量芳綸織物面料不易染色及無法印制花型顏色的不足,解決了印染行業對芳綸印染[2]的技術難題,其成本低,工藝簡單,原材料獲得容易,能夠在行業內廣泛推廣,從而占領國內及國際芳綸印染布的市場,提升企業產品競爭力,帶動整個芳綸產業及印染行業的發展與進步。
2 技術方案
高含量芳綸1414阻燃面料印花工藝,主要包括染料優選(配伍)、色漿配制、花型(顏色)印制、織物焙烘、蒸化機還原、第1次水洗、皂煮、第2次水洗、烘干、拉幅、預縮和成品檢驗等工藝步驟。其特征是:在高含量芳綸阻燃紡織面料印花時,優選市場易購的還原染料及涂料等,進行配伍性和配比性試驗。其具體步驟如下。
a) 在配制印花色漿時,按照不同顏色色漿的小樣處方,進行實驗室仿樣,選取還原染料和涂料的種類配制色斑的色漿。以黑色色斑配制色漿為例,其中還原染料為:還原黑GM、還原蘭VB、還原紅F3B,涂料為涂料黑、涂料丈青,助劑為印花超柔軟粘合劑WH、化學糊KG-1、自來水等。
b) 配制還原染料/涂料印花色漿,以黑色色斑配制1000L色漿為例,其中各種染料及助劑的用量分別為:還原黑GM 為18g/L、還原蘭VB為5g/L、還原紅F3B為5g/L、涂料黑為18g/L、涂料丈青為2.5g/L、印花超柔軟粘合劑WH 為200g/L、化學糊KG-1為30g/L、自來水為1000L。攪拌均勻后輸入印花機對高含量芳綸阻燃面料進行印花;印花時可采用圓網式或平網式印花,可同時或分別對高含量芳綸阻燃面料進行多種顏色及花型的組合圖案和顏色的印制。其中,還原染料對芳綸外的其他阻燃纖維染色,涂料對芳綸纖維進行染色,該涂料不同于常規普通涂料,能夠在堿性條件下保證對芳綸纖維的染色。
c) 焙烘工序:織物印花完成后,進行焙烘,焙烘溫度由原190℃~195℃優化為170℃~175℃,時間為80s~90s。
d) 蒸化機還原工序:將燒堿NaOH(28°Bé)350L與保險粉Na2S2O450kg混合制成500L 還原液;浸軋還原液后的織物在蒸化機汽蒸箱內汽蒸,汽箱內為過熱蒸汽,其溫度為130 ℃~135 ℃,壓力為0.15 MPa,時間為13s~16s(由車速決定)。
e) 第1次水洗工序:織物在平洗槽3格以上,經過40 ℃~45 ℃水洗,在氧化液中進行氧化。
f) 皂煮工序:在90 ℃~95 ℃、洗滌劑用量為25kg/(300L)的皂煮箱內皂煮,保持續料。
g) 第2次水洗工序:織物在平洗槽3格以上熱水中水洗,其中第1格溫度為90 ℃~95 ℃,第2格及第3格溫度為80 ℃~85 ℃,平洗槽內的水要倒流。
h) 烘干工序:對水洗完成后的織物進行烘干,一般采用蒸汽烘筒方式進行烘干。
i) 拉幅工序:拉幅幅寬按照用戶要求確定。
j) 預縮工序:按照用戶要求對織物進行縮水率的預處理,確保織物經緯向縮水率達到用戶標準要求后,進行成品檢驗。
在上述工序過程中,進行印花的高含量芳綸織物為已做過前處理整理的半成品。
3 工藝路線
以阻燃粘膠/芳綸1414(3.3tex)加厚林地迷彩格子布為例,具體方法步驟如下:
a) 染料配伍選擇:通過實驗室小樣仿色,分別選取還原染料、涂料及助劑等進行印花各色斑的色漿配制,選取的9種還原染料為還原黑GM、還原蘭VB、還原紅F3B、還原咔嘰2G、還原蘭CLF、還原棕BR、還原黃3RT、還原橄欖T 和還原橄欖綠B;選取的5種涂料為涂料黑、涂料丈青、涂料中黃、涂料紅T-E 和涂料綠;選取的助劑為印花超柔軟粘合劑WH、粘合劑WH-3、化學糊KG-1、增稠劑KG-301,以及自來水。
b) 配制的各色色斑拼色配方見表1。
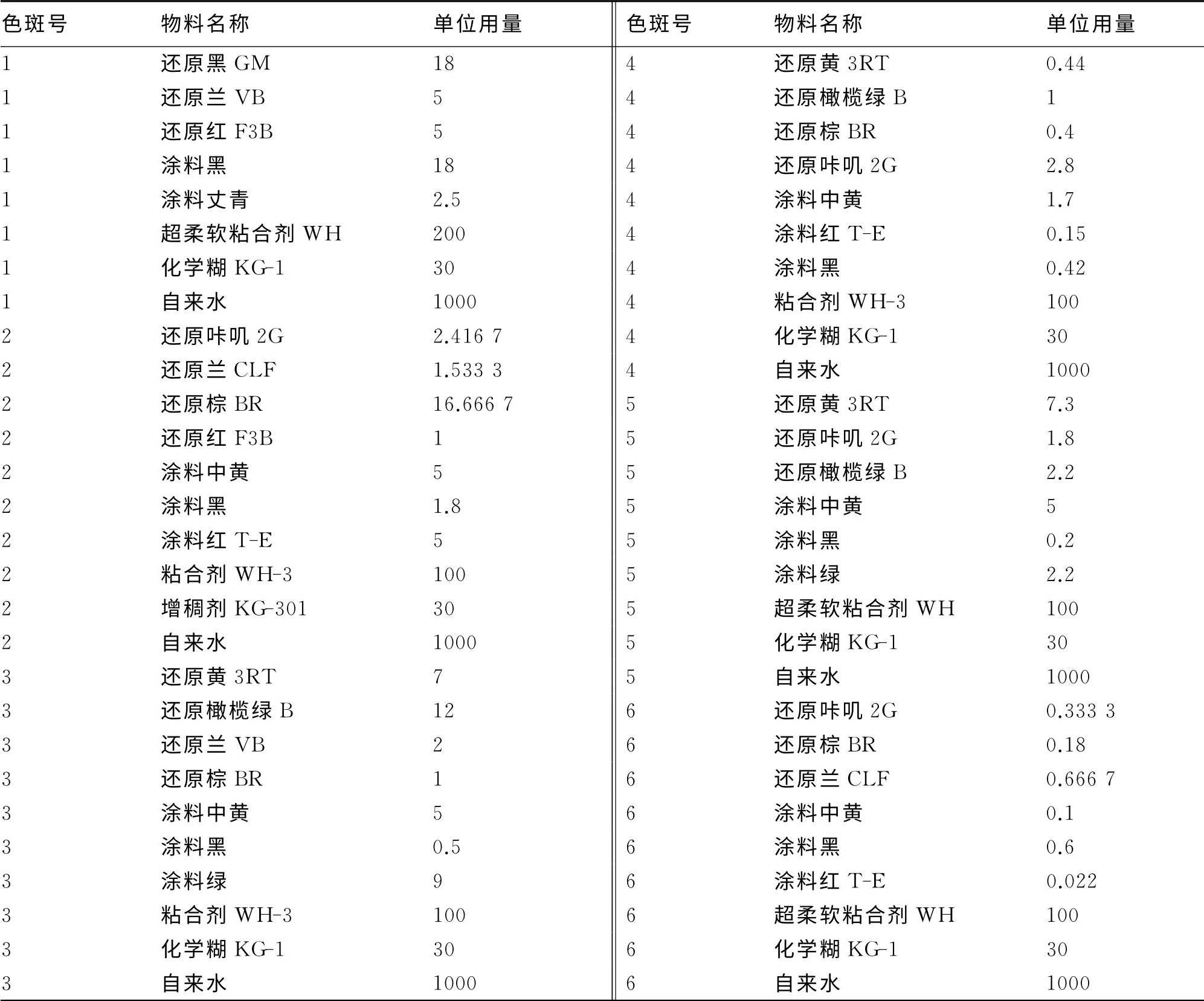
表1 阻燃粘膠/芳綸1414(3.3tex)加厚林地迷彩格子布用色斑的拼色配方 配方單位:g/L
攪拌均勻后輸入圓網印花機對高含量芳綸阻燃面料進行印花,可同時對其進行6種顏色及花型的組合與顏色的印制。
c) 焙烘工序:同技術方案。
d) 蒸化機還原工序:同技術方案。
e) 第1次水洗工序:織物在平洗槽3格以上,經過60 ℃~70 ℃水洗,在氧化液中進行氧化。
f) 皂煮工序:同技術方案。
g) 第2次水洗工序:同技術方案。
h) 烘干工序:同技術方案。
i) 拉幅工序:同技術方案。
j) 預縮工序:同技術方案。
4 結語
芳綸品種設計、印染難度大,本工藝實現了芳綸纖維紗線染色的目的,利用市場現有且容易獲得的染料,經過對涂料的優選,采取還原染料與涂料的不同比例混合,并對相應工藝參數進行優化,成功改善目前印染行業中對高含量芳綸織物面料不易染色及無法印制花型顏色的不足,解決了印染行業對芳綸織物產品進行印染的技術難題,其成本低,工藝簡單,原材料獲得容易,能夠在行業內廣泛推廣,提升企業產品競爭力,帶動芳綸產業及印染行業的發展與進步。
