關于轉杯紡紗工藝相關參數的優化研究
2019-12-20 08:10:50康輝
紡織器材 2019年6期
康 輝
(經緯智能紡織機械有限公司,山西 晉中 030601)
0 引言
轉杯紡紗是自由端紡紗方法之一,它具有速度快、產量高、流程短、成本低、成紗強力好和條干均勻等優點[1]。紡織業作為我國傳統經濟的基石,對轉杯紡紗產品的需求量逐漸加大,質量要求不斷提高[2]。因此,研究轉杯紡紗工藝參數對成紗質量的影響有重要意義[3]。實踐表明,在轉杯紡紗過程中,影響成紗質量的參數主要有轉杯速度、捻系數、長絲牽伸倍數、分梳輥速度、棉條定量、卷繞張力和溫濕度等。筆者選取長絲牽伸倍數(代號為“A”)、捻系數(代號為“B”)和轉杯速度(代號為“C”)這3個具有代表性的工藝參數,通過Box-Benhnken方法建立預測模型,并使用Design-Expert軟件進行數據處理,對實驗結果進行方差分析以優化轉杯紡紗參數,從而得到最優工藝參數組合。
1 實驗部分
1.1 實驗儀器與材料
實驗主要的儀器與材料見表1。
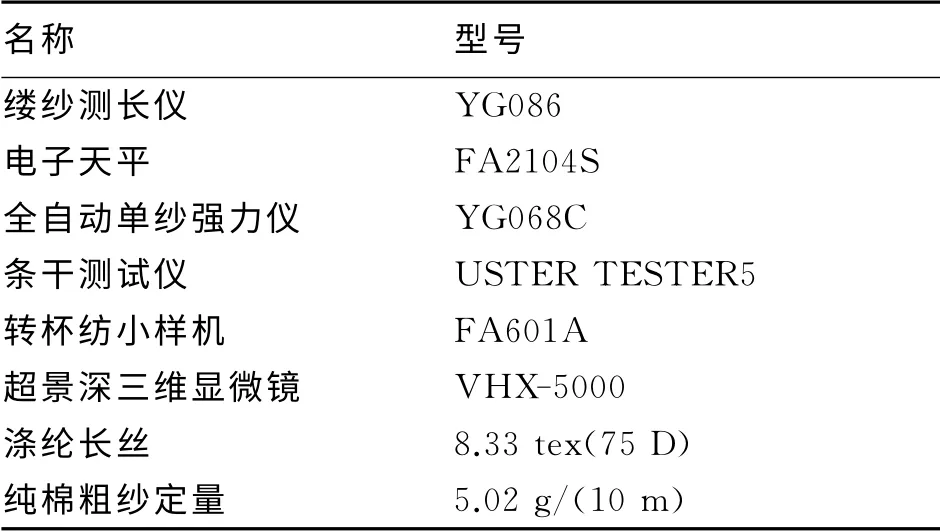
表1 實驗儀器與材料
1.2 實驗設計及結果
將適用于轉杯紡紗的工藝參數:長絲牽伸倍數、捻系數和轉杯速度作為優化變量,將評價成紗質量的主要參數:斷裂伸長率和條干不勻率作為響應變量。實驗采用Box-Benhnken(BBD)方法確定因素水平,該方法是響應曲面法中常用的一種,它能夠在最少的運行次數中提取盡量多的實驗變量效應和實驗總體誤差信息[4]。依據以往單因素實驗經驗,確定工藝參數的變化范圍:A 為1.11 倍~1.17 倍,B為440~460,C 為120.0kr/min~142.8kr/min。
選取的各因素水平編碼見表2。按照響應面法設計實驗,采用不同編碼值的轉杯紡紗工藝參數組合進行實驗獲得數據,具體實驗方案與結果見表3。

表2 轉杯紡紗工藝參數因素水平編碼
2 優化部分
2.1 轉杯紡紗工藝預測模型的建立與優化
利用Design-Expert軟件,對表3中的實驗數據進行回歸方差分析,分別建立斷裂伸長率和條干不勻率的預測模型,結果分別見表4和表5。其中,p 值表示研究對象的顯著性,p<0.05表示模型達到了較為顯著的水平,p>0.1表示模型不顯著[5]。

表3 實驗方案與實驗結果

表4 斷裂伸長率的方差分析

表5 條干不勻率的方差分析
由表4可知,A,C,AB,AC 對斷裂伸長率的影響較為顯著(p<0.05),而對于其余因素的影響不顯著(p>0.1);比較均方值的大小可知,影響斷裂伸長率的參數主次排序為C>A>B,交互作用主次順序為AC>AB>BC。
由表5可知,A,C 對條干不勻率影響較為顯著(p<0.05),而對于其余因素影響不顯著(p>0.1);比較均方值的大小可知,影響條干不勻率的參數主次排序為C>A >B,交互作用主次順序為AC>AB>BC。最終的響應回歸預測模型建立如下:

2.2 參數優化與驗證
在Design-Expert軟件中對轉杯紡紗工藝的響應曲面模型方程進行分析,通過優化分析模塊的分析功能對響應目標的最優點進行搜索,得到工藝參數的最優組合:長絲牽伸倍數為1.11、捻系數為450、轉杯速度為131.4kr/min,此時的斷裂伸長率為17.17%、條干不勻率為11.42%。根據數據分析得到的最優工藝參數組合,再次進行實驗,得到斷裂伸長率為17.38%、條干不勻率為11.29%,即斷裂伸長率的相對誤差為1.22%,條干不勻率的相對誤差為1.14%。說明該優化方法是準確可靠的,對轉杯紡紗工藝成紗質量的優化具有一定的參考價值。
3 結論
筆者所做實驗是根據轉杯紡紗工藝參數對成紗質量的影響,選取長絲牽伸倍數、捻系數和轉杯速度3個參數,基于Box-Benhnken 方法建立了預測模型,判斷3個工藝參數對斷裂伸長率和條干不勻率影響的顯著性;通過Design-Expert軟件獲得轉杯紡紗的最優工藝參數組合為:長絲牽伸倍數為1.11、捻系數為450、轉杯速度為131.4kr/min,為研究轉杯紡紗工藝提供了基礎實驗依據。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
